Manual, Speedeburr, AC‑90 and AC‑180 Series
Document #9610‑50‑1029‑02
Pinnacle Park • 1031 Goodworth Drive •Apex, NC 27539 USA• Tel: +1.919.772.0115 • Fax: +1.919.772.8259 • www.ati‑ia.com • Email: info@ati‑ia.com
3
Table of Contents
Foreword.......................................................................................................................................... 2
Glossary........................................................................................................................................... 5
1. Safety......................................................................................................................................... 6
1.1 ExplanationofNotications.........................................................................................................6
1.2 General Safety Guidelines............................................................................................................6
1.3 Safety Precautions........................................................................................................................6
2. Product Overview..................................................................................................................... 7
2.1 FFP..................................................................................................................................................8
2.2 Technical Description ...................................................................................................................9
2.2.1 Environmental Limitations..................................................................................................9
2.2.1.1 Operation............................................................................................................9
2.2.1.2 Storage...............................................................................................................9
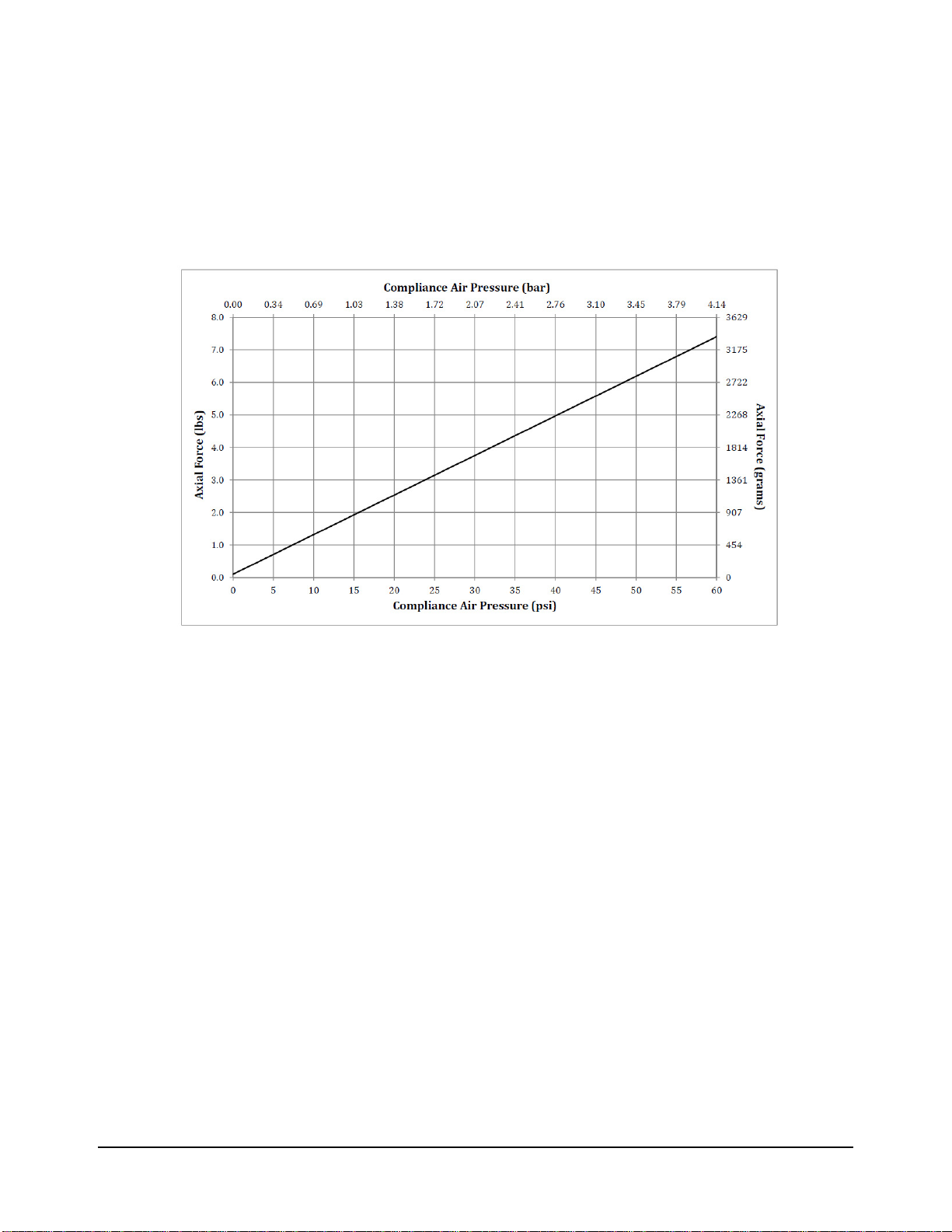
2.2.2 Axial Force/ Compliance Unit Performance .....................................................................10
2.2.3 Air Motor Performance..................................................................................................... 11
3. Installation .............................................................................................................................. 12
3.1 Protection During Transportation..............................................................................................12
3.2 Inspection of Condition When Delivered..................................................................................12
3.3 Unpacking and Handling............................................................................................................12
3.4 Storage and Preventive Maintenance During Storage.............................................................12
3.5 Mounting Installation..................................................................................................................13
3.6 Pneumatics..................................................................................................................................14
4. Operation ................................................................................................................................ 16
4.1 Safety Precautions......................................................................................................................16
4.2 Normal Operation........................................................................................................................17
4.2.1 Air Quality.........................................................................................................................17
4.2.2 Lubrication........................................................................................................................17
4.2.3 Media Selection, Design, and Maintenance.....................................................................17
4.2.4 Deburring Tool Approach Path Should Be Slow and At an Angle.....................................17
4.2.5 No Radial Loading............................................................................................................17
4.2.6 Program the Robot to Incorporate 50% Compliance Travel of the Tool ...........................17
4.3 Speedeburr Working Environment............................................................................................18
4.4 Tool Center Point (TCP) Position...............................................................................................18
4.5 Programming the Deburring Tool Path .....................................................................................18
4.6 Cutter Operation and Burr Selection.........................................................................................19
4.6.1 Bur Selection....................................................................................................................19