10
Determining the optimum rotation speed needs to be carried out
in the actual application. A good rule-of-thumb is to divide 300
by the bit diameter in inches to determine RPM. This will get the
rotation speed in the ´ballpark´. However, a fine-tuned rotation
speed also needs to be correlated with penetration rate. It has
been found that a proper rotation speed usually results in a 5/8
in.- 3/4 in. (16mm - 19 mm) advance of the bit per revolution of
the DTH hammer. This measurement can normally be taken by
using chalk or soapstone to scribe a spiral on the drill pipe while
the drill is operating. The distance between the spirals (thread
pitch) can be measured to determine if rotation speed should be
increased or decreased. If the pitch is less than 5/8 in. (16 mm)
the drill RPM should be decreased, if it is more than 3/4 in. (19
mm) the drill RPM should be increased.
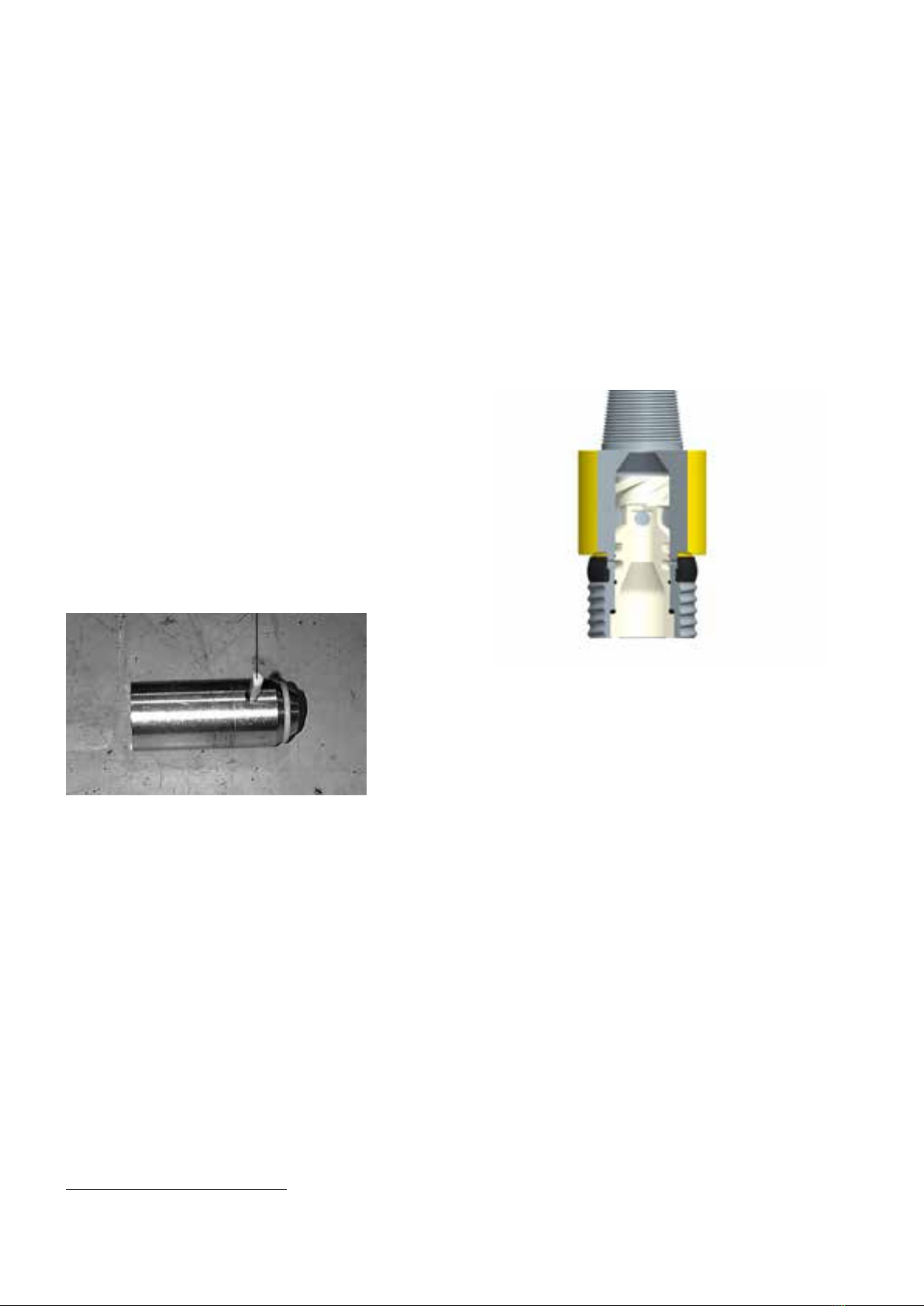
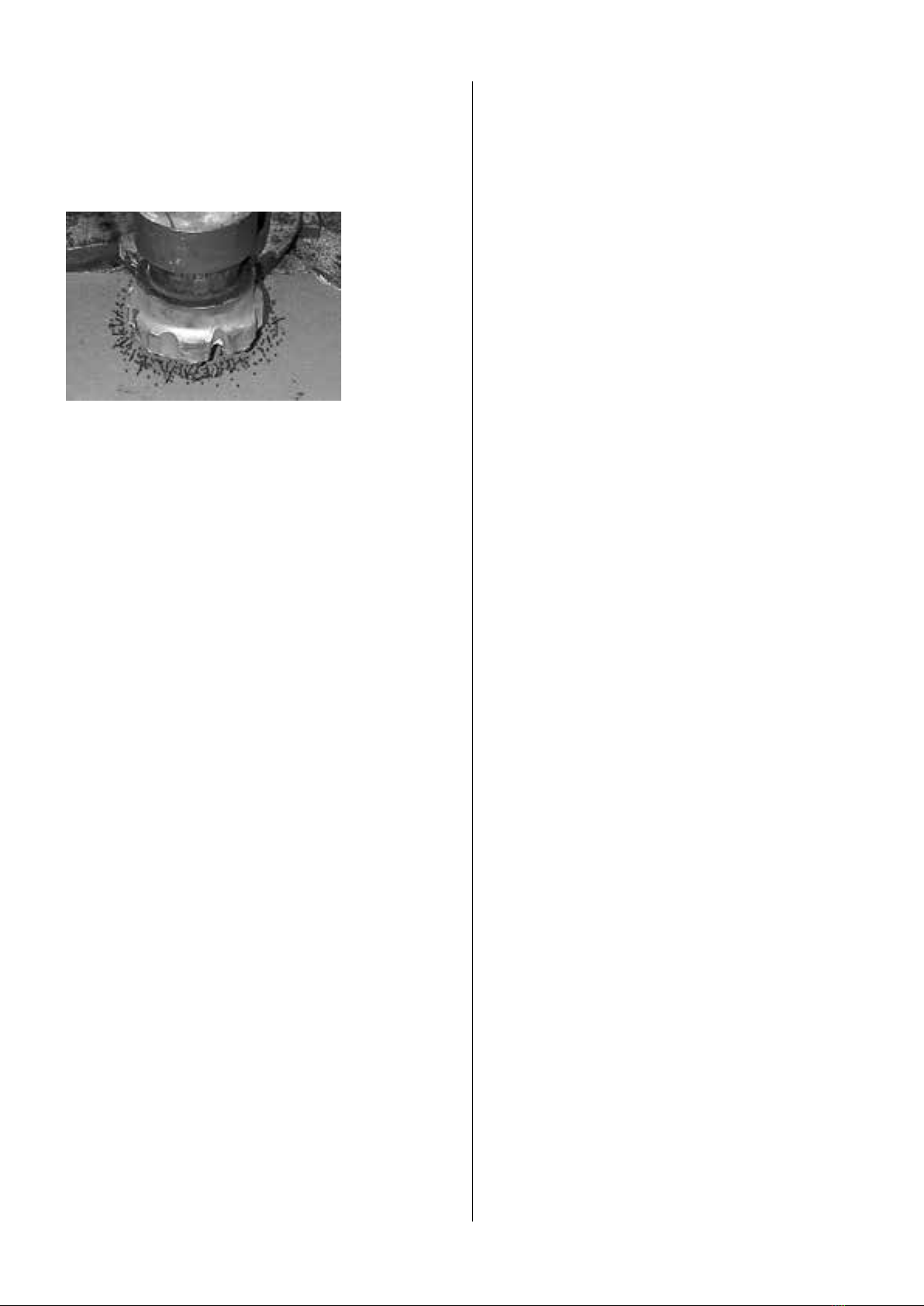
The picture following shows an example of the marks left on a
drill pipe when using chalk to mark the advance of the drill.
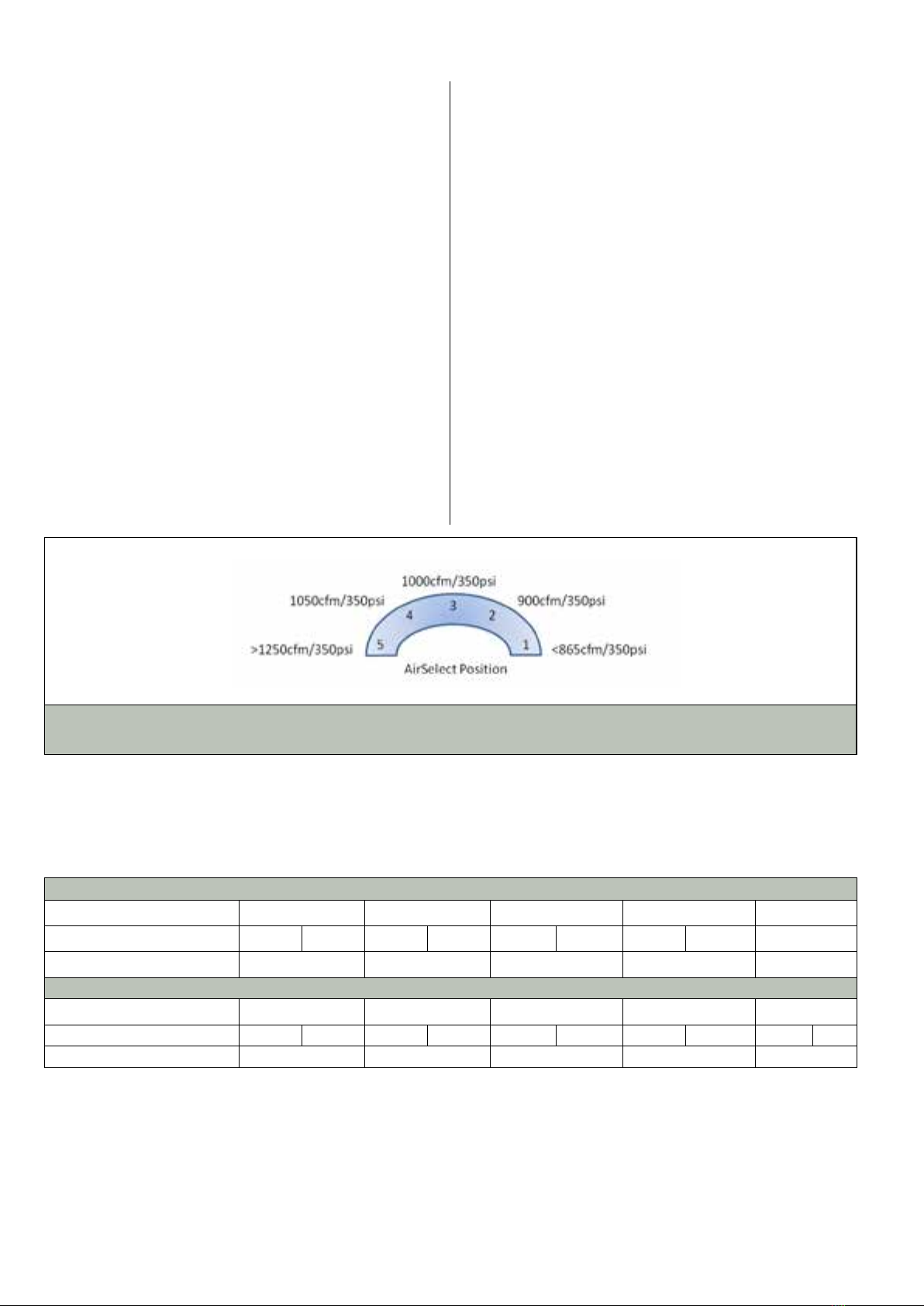
Another method for setting rotation speed involves observing
the wear flat developed on the gage (outer) carbide. The wear
flat on the should be directly on the top of the inserts. A flat
which is on the leading edge of carbide (side facing the direction
of rotation) indicates rotation speed is too slow. Conversely,
rotating too fast will cause rapid wear of the bit and the wear flat
will be on the trailing edge of the carbide.
Note: Due to the higher penetration rate of QLX drills over
conventional valveless drills, rotation speed will normally need
to be increased in proportion to the increase in drilling speed.
View showing wear flat on leading edge - indicates rotation too
slow. Note that carbide failure was caused by the leading edge
wear flat.
Feed force (hold down and hold back)
The force required to feed a percussive tool properly is directly
proportional to the level of output power.
As a rule of thumb, DTH hammers need to be fed with a force of
roughly 500 lb per inch (9 kg per mm) of hammer diameter when
operating at maximum power.
In many cases operators will simply adjust the feed pressure
until rotation pressure starts to pulse and then back off slightly
until rotation pressure becomes smooth. When a hole is first
started, if the weight of the starter rod or collars is not ufficient
to feed the drill then pull down will be needed. As the hole is
advanced and more weight is added to the drill string, the level
of pull down will need to be decreased. Eventually, the weight of
the string may exceed the proper feed force and the feed system
will need to be shifted to a pull-back mode.
When drilling through varying conditions such as hard and soft
or voided material, every effort should be made to keep the drill
fed properly. A loose running DTH hammer can cause damage to
the hammer and bit in a short period of time. The feed system of
a drilling rig should have a sufficiently fast response so the DTH
hammer can ´catch up´ with the bit when a void or soft seam is
encountered.
As with rotation speed, QLX drills will typically need to be fed
harder due to their higher output power level over valveless
drills. Adjust RPM to give 1/2’’ to 3/4 ‘‘ (13 to 19 mm).
Rotation Torque
As a general rule of thumb, you should apply roughly 500 foot/
pounds (27 newton/meter) of torque for each inch of bit
diameter.
Example: 6 inch diameter bit X 500 ft/ pounds =
3000 ft/pounds of rotation torque
It´s equally important to avoid feeding too hard through voided
and fractured material. The piston in a DTH hammer operates
within the casing with a clearance of about .003 in. (.076 mm) on
each side. While the casing appears very strong and stiff, it does
not take much sideways pressure to distort the casing enough to
cause interference with the piston as it reciprocates. If the casing
is overfed through voided ground it is likely that deflection of the
casing will occur. Frictional cracks will develop on the surface of
the piston if the piston rubs hard enough against the wall of the
casing while being distorted. These small frictional cracks can
eventually grow and break the piston.
Feed force should be reduced when drilling through voided,
unconsolidated or fractured ground to avoid twisting or
distorting the hammer casing.
Hole cleaning, flushing and dust suppression
As stated previously, the importance of good hole cleaning
cannot be over emphasized. A hole which is not cleaned
effectively will cause reduced production (penetration rate),
decreased bit and accessory life and could ultimately increase
the risk of losing the drill and string in the hole.
Deep Hole drilling requires that you maintain a proper annulus
around the casing, to reduce backpressure and maintain
performance.
Dry drilling
The most effective means for hole cleaning is drilling dry.
Cuttings are normally lifted and cleaned from the hole very
efficiently. Imagine blowing, or sweeping, dust or dirt from a
floor when the floor is dry and wet....which is more effective?
The same principle holds true for cleaning cuttings from a hole.
Wet drilling
Water injection is required in many applications for dust
suppression or hole cleaning. Water injection rates for dust
suppression only are usually less than 1 gpm (3.8 lpm) and
just sufficient to moisten fine dust. It is usually common to use
minimal water injection for dust suppression in shallow blasthole
applications where water intrusion into the hole is not a problem.
Heavier volumes of water injection are usually required in water
well and deep-hole applications where a number of factors come
into play;
• Water intrusion into the hole can develop mud rings where
dry cuttings meet a seam of water entering the hole. Mud
rings develop where dry cuttings stick to the wall of the
hole when they hit the moist area. Water injection is needed
to keep the hole wet enough to prevent these mud rings
from developing. Fluid injection rates can vary from 2 - 15
gpm (7.57 - 56.775 lpm) depending of the hole size, rate of
penetration and the type of material being drilled.
• Some materials such as those which drill fast or contain clay