Bison 6517 User manual

INSTRUKCJA OBSŁUGI
Nr 651 102
Imadła maszynowe
z przestawną szczęką ruchomą i
podstawa do imadeł
Typ 6517; 6587
Przed przystąpieniem do pracy każdy operator obsługujący imadło
musi zapoznać się szczegółowo z warunkami bezpieczeństwa
i prawidłowej obsługi zawartymi w niniejszej instrukcji
Fabryka Przyrządów i Uchwytów
BISON-BIAL S.A.
POLSKA
http://www.bison-bial.pl
- 2 -
1. Przeznaczenie
Imadła maszynowe z przestawną szczęką ruchomą przeznaczone są
do wszelkiego rodzaju prac frezarskich, strugarskich, wiertarskich itp.
2. Rodzaje imadeł maszynowych omówionych w niniejszej instrukcji:
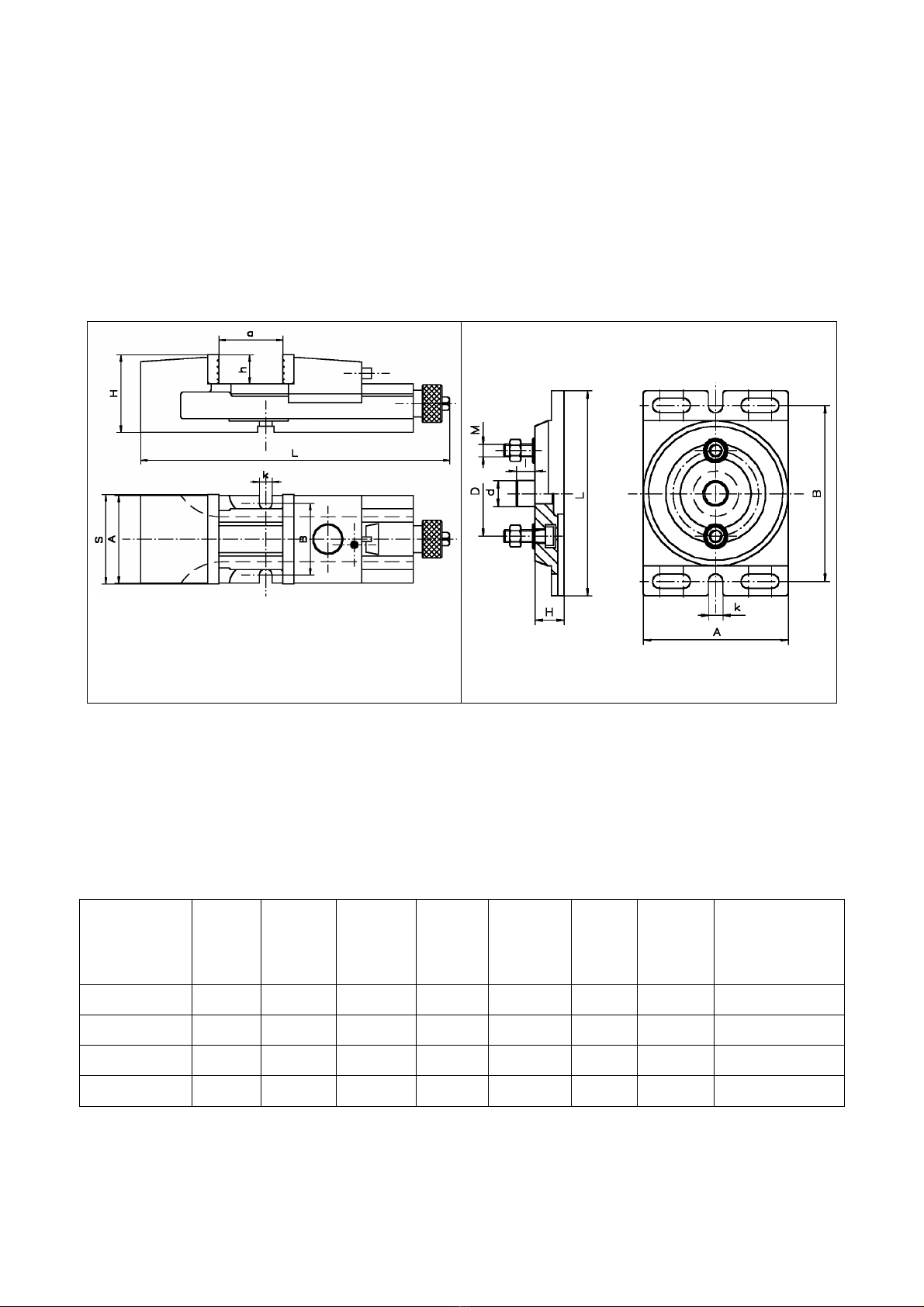
a) z przestawną szczęką ruchomą stałe 6517 (rys. 1, tabl. I)
b) podstawa do imadeł maszynowych 6587 (rys. 2, tabl. II)
Rys.1
Rys.2
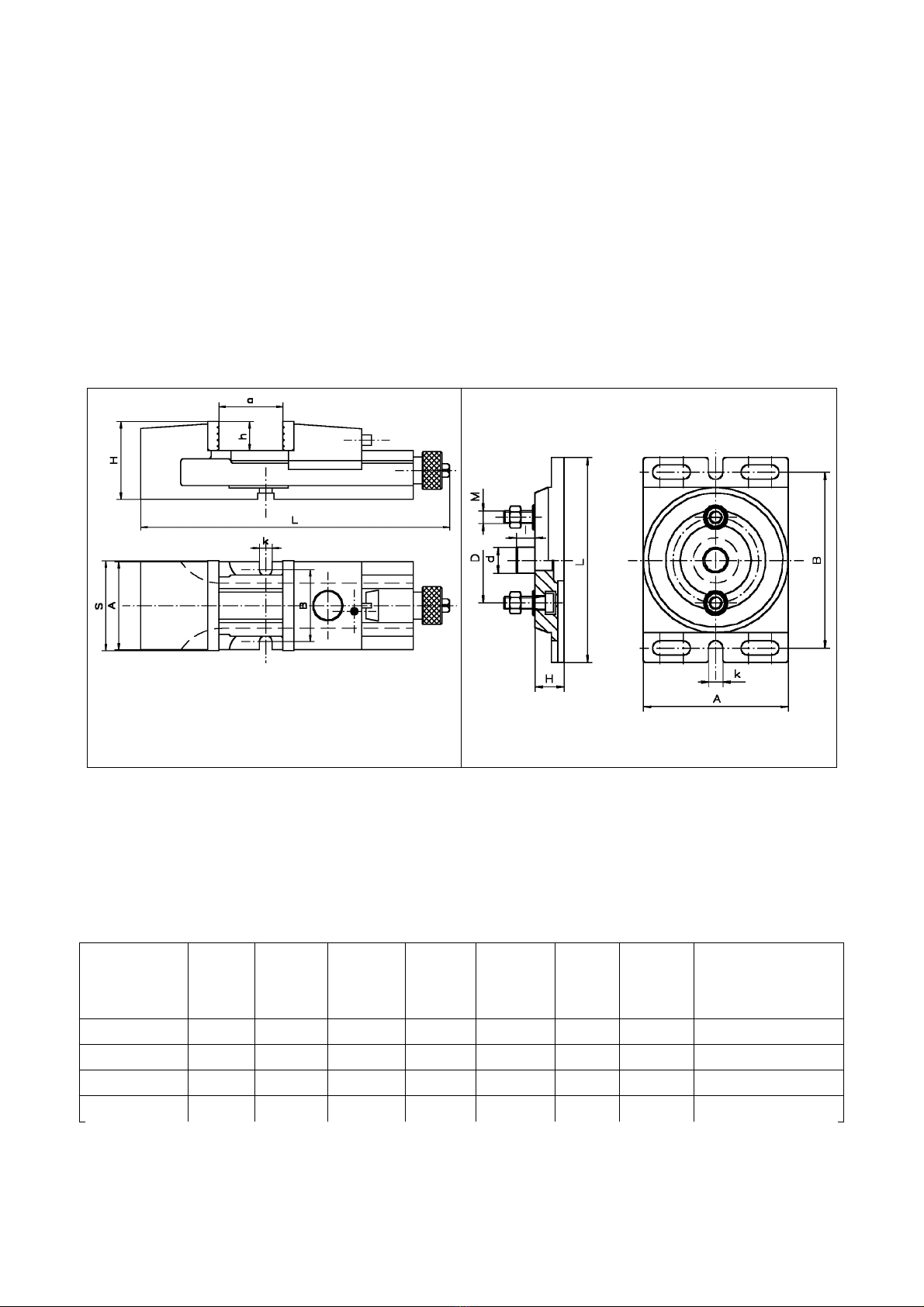
3. Główne wymiary imadeł
Główne wymiary imadeł przedstawiono w tabl. I (typ 6517) i w tablicy
II (podstawa typ 6587)
Tabl. I.
Wielkość
S
A
B
H
L
a
h
k
Max siła
mocowania
daN
100
98
80
85
346
0÷125
32
14
1800
125
122
101
105
418
0÷160
40
14
2500
160
156
126
125
524
0÷180
50
18
4200
200
194
160
150
695
0÷280
63
18
6200
- 3 -
Tabl. II.
Wielkość
S
A
B
H
L
M
d
l
k
Do
imadeł
6517
1
140
170
28
195
M12
25
18
14
100
2
175
206
28
236
M12
25
18
14
125
3
224
256
34
294
M16
30
20
18
160
4
264
300
34
345
M16
30
20
18
200
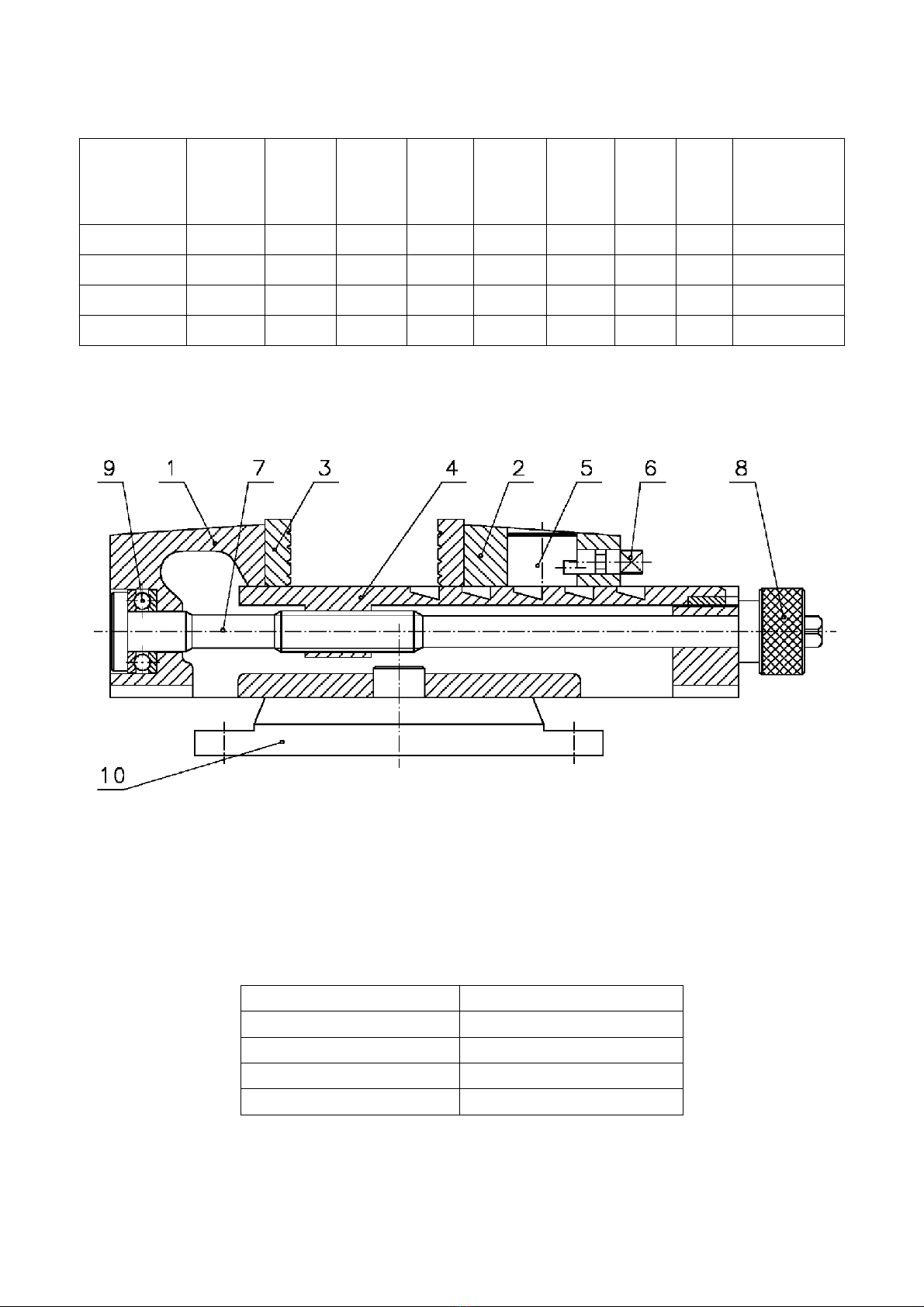
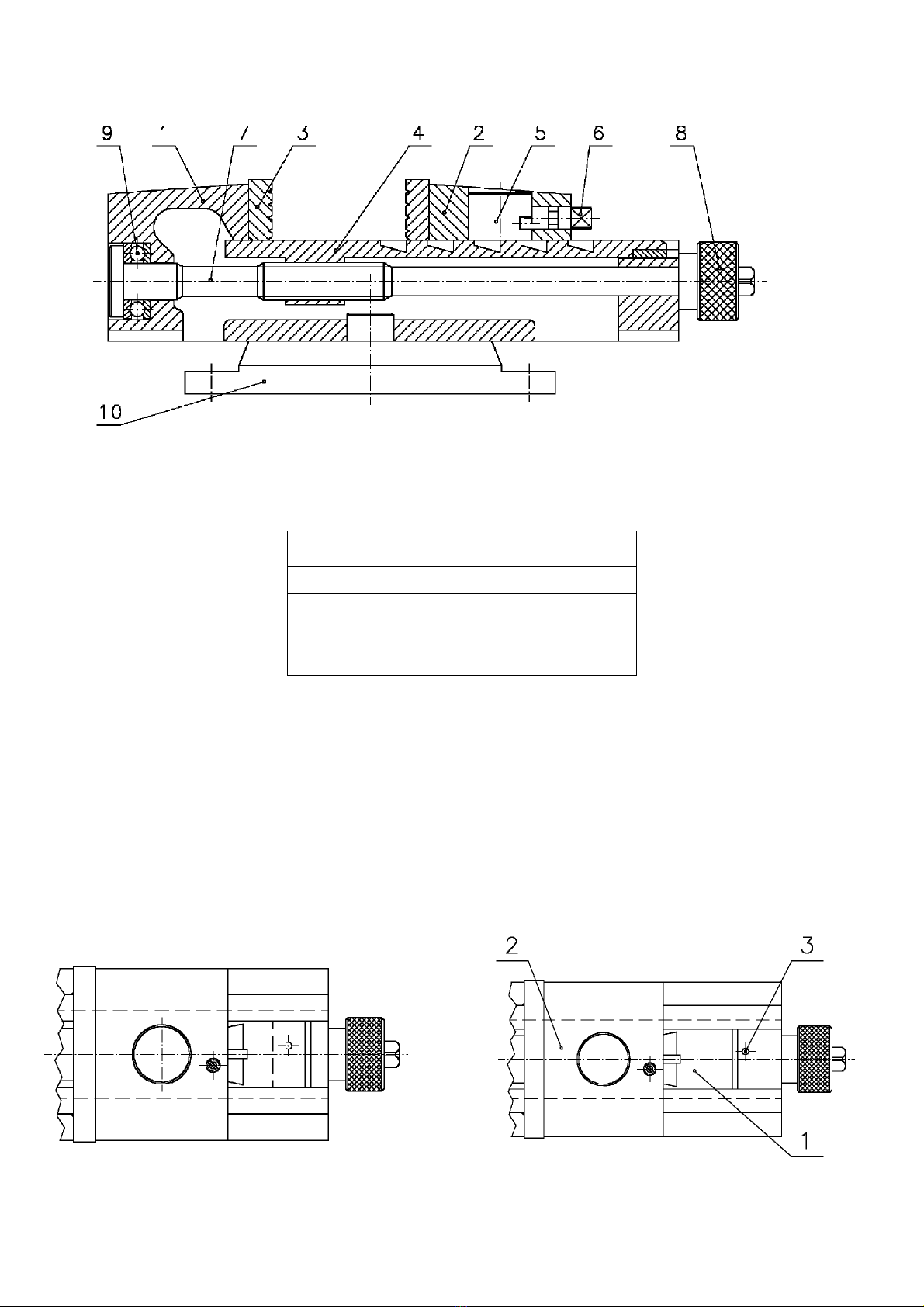
4. Budowa imadła
Rys.3.
1.Korpus; 2.Szczęka ruchoma; 3.Wkładka szczękowa; 4.Listwa
ciągnąca; 5.Trzpień; 6.Mimośród; 7.Śruba pociągowa; 8.Pokrętło;
9.Łożysko wzdłużne; 10.Podstawa
Wielkość imadła
Nr łożyska
100
51204
125
51205
160
51206
200
51206
- 4 -
5. Wskazówki eksploatacyjne
Szczęka ruchoma imadła (poz.2) jest przesuwana za pomocą
śruby po-ciągowej (poz.7) w sposób płynny w zakresie
ograniczonym listwą. Aby zrealizować pełny zasięg mocowania,
szczękę ruchomą przestawia się skokowo na listwie. Efekt
mocowania uzyskuje się poprzez działanie śruby pociągowej. Na
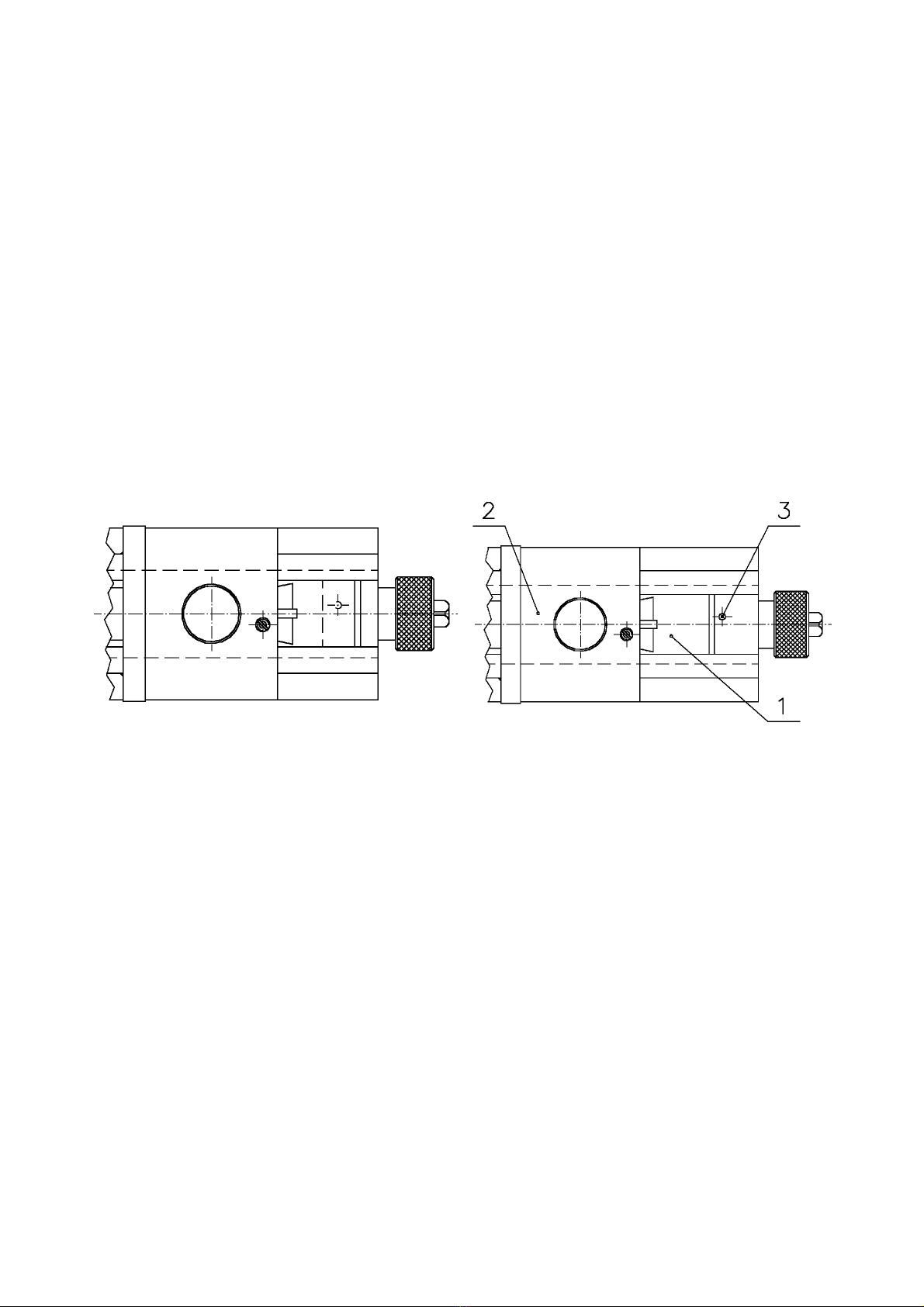
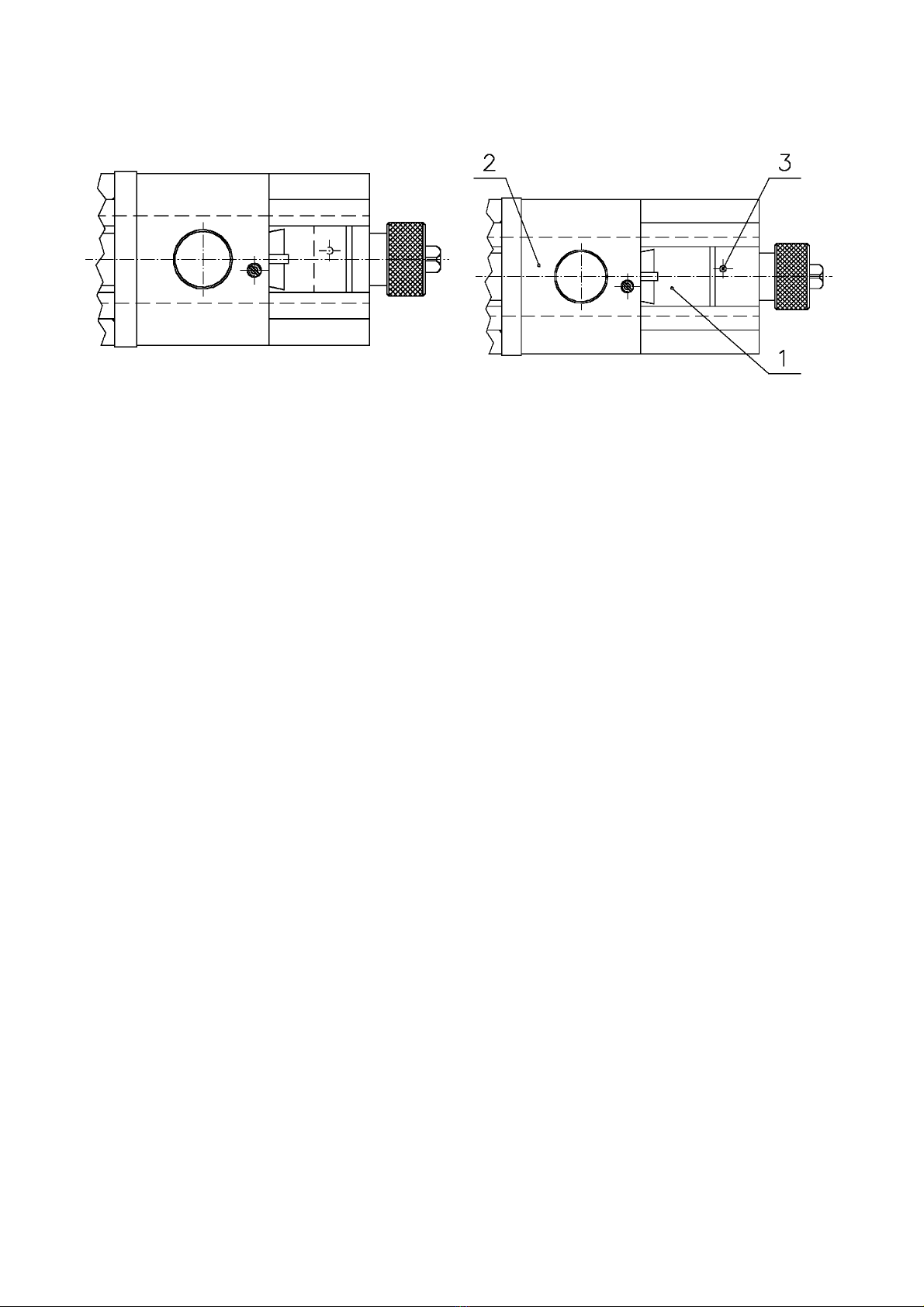
korpusie imadła pod listwą ciągnącą wykonano nawiercenie,
oznaczone kolorem czerwonym, które po zaciśnięciu przedmiotu w
imadle powinno być niewidoczne (rys. 4a) przy prawidłowym
zamocowaniu.
Można mocować – znak niewidoczny
lub na styku z listwą
„a”
Nie można mocować, szczękę należy
przestawić – wybranie widoczne
„b”
Rys.4.
1.Listwa; 2.Szczęka ruchoma; 3.Znak w korpusie
Gdy znak staje się widoczny (rys.4b) szczękę ruchomą należy
przestawić na mniejszy zakres mocowania.
Przestawienie szczęki ruchomej dokonuje się po uniesieniu
trzpienia (poz.5) do góry za pomocą mimośrodu (poz.6) rys.3.
Po przestawieniu szczęki na żądany zakres mocowania
mimośród usta-wić tak, aby trzpień wszedł w wybranie w listwie
ciągnącej.
Wkładki szczękowe imadła mogą pracować obustronnie tj.
stroną gładką lub rowkowaną.
Maksymalna siła zacisku przedmiotu w zależności od
wielkości imadła podana jest w tablicy I.
- 5 -
6. Mocowanie imadła
Do ustalenia położenia imadła na stole obrabiarki służą
wpusty ustalające, które w zależności od potrzeby mogą być
ustawiane w kanałku wzdłużnym lub poprzecznym imadła.
Imadło do stołu obrabiarki mocowane jest za pomocą śrub z
łbami kwadratowymi. Przy innym rozstawieniu rowków stołu niż
otwory pod śruby w imadle należy stosować łapy.
7. Wyposażenie
a) wpusty ustalające - szt 2
b) wkręty mocujące - szt 2
c) korba - szt 1
8. Warunki bezpieczeństwa pracy
- Każdy obsługujący imadło przed przystąpieniem do pracy
powinien zapoznać się z niniejszą instrukcją.
- Po zauważeniu nieprawidłowości działania lub uszkodzenia
imadła należy przerwać natychmiast pracę na nim i poinformować
o powyższym nadzór.
- Naprawy i remonty imadła mogą być dokonywane tylko przez
osoby posiadające odpowiednie kwalifikacje.
- Poza wymienionymi wymaganiami obsługujący powinien
stosować się do lokalnych przepisów BHP obowiązujących w
danym zakładzie.
UWAGA
Wymaganą siłę mocowania osiąga się bez większeg o wysiłku
fizycznego.
Nie wolno uderzać młotkiem lub przedłużać ramię korby.
Obowiązujące Ogólne Warunki Gwarancji i Reklamacji na Wyroby Firmy
BISON-BIAL SA znajdują się na stronie www.bison-bial.pl

OPERATION MANUAL
No 651 202
Machine vices with adjustable moving jaw
and vice support
Type 6517; 6587
Prior to work every operator operating the vice must make himself acquainted in detail with
conditions of safety and correct operation contained in the manual
Instrument & Chuck Works
BISON-BIAL S.A.
POLSKA
http://www.bison-bial.com

–1–
1. Application
Machine vices with adjustable moving jaw have wide application at
works of all kinds as: milling, chipping, drilling, etc.
2. Types of machine vices described in the manual:
a) fixed vice with moving jaw 6517 (fig. 1, table I)
b) support for machine vices 6587 (fig. 2, table II)
Fig.1
Fig.2
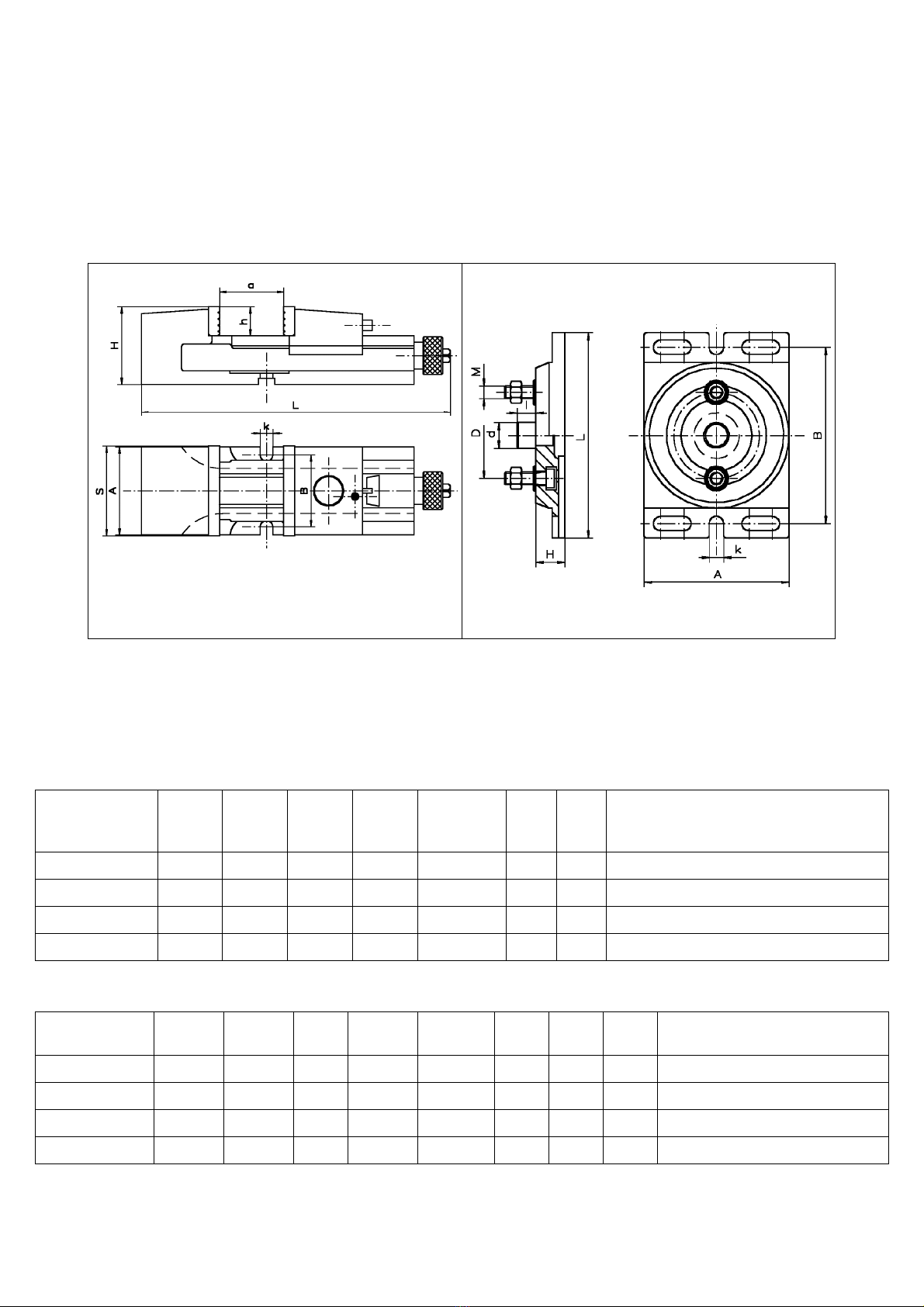
3. Main dimensions of vices
Main dimensions of vices are shown in table I (type 6517) and table III (type
6587).
Table I
Size
S A B H L a h k Max clamping force
daN
100 98 80 85 346 0÷125 32 14 1800
125 122 101 105 418 0÷160 40 14 2500
160 156 126 125 524 0÷180 50 18 4200
200 194 160 150 695 0÷280 63 18 6200

–2–
Table II.
Size
S A B H L M d I k For vices 6517
1 140 170 28 195 M12 25 18 14 100
2 175 206 28 236 M12 25 18 14 125
3 224 256 34 294 M16 30 20 18 160
4 264 300 34 345 M16 30 20 18 200
4. Structure of the vice
Fig.3.
1. Body; 2. Moveable jaw; 3. Jaw insert; 4. Feed bar; 5. Mandrel; 6. Eccentric;
7. Feed screw; 8. Knob; 9. Thrust bearing; 10. Support
Vice size Bearing No.
100 51204
125 51205
160 51206
200 51206
5. Operational hints
The moveable jaw of the vice (pos. 2) is shifted with feed screw (pos. 7)
steplessly within the range limited with bar. To obtain full clamping range the
moveable jaw can be repositioned stepwise on the bar. The clamping effect is
realised with feed screw. On the vice body below the feed bar there is a
countersink marked red, which should be invisible if the workpiece is properly
clamped in the vice (fig. 4a).
–3–
Clamping allowed – the mark is
invisible or on the edge of the bar Clamping forbidden, reposition the
jaw – the countersink is visible
“a” “b”
Fig. 4.
1. Bar; 2. Moveable jaw; 3. Mark on the body
If the mark is visible (fig. 4b), reposition the moveable jaw for smaller
clamping range.
To reposition the moveable jaw first raise the mandrel (pos. 5) with help of the
eccentric (pos. 6) fig.3.
Having repositioned the jaw for required clamping range set the eccentric so
that the mandrel meets the recess in the feed bar.
Jaw inserts can work with both sides i.e. with smooth side or with grooved
side.
Maximum clamping force is shown in the table depending on vice size.
6. Fastening of the vice
To fasten the vice on lathe table use retaining keys, which, depending on
need, can be set in longitudinal or transverse groove of the vice.
The vice is fastened to the lathe table with square screws. If spacing of table
grooves does not match spacing of screw openings in the vice use special
lugs.

–4–
7. Equipment
a) retaining keys - 2 pcs
b) fastening screws - 2 pcs
c) crank - 1 pcs
8. Industrial safety conditions
- Prior to work every operator operating the vice must make himself
acquainted with the manual.
- Having noticed erroneous operation or damage to the vice stop working
immediately and inform the supervisor about this fact
- Repairs and overhauls can be carried out by authorised personnel only;
- Besides of mentioned safety conditions the operator should obey local
industrial safety regulations in force in given factory
CAUTION
Required clamping force can be achieved without greater physical
effort.
Do not hammer or lengthen the crank arm.
General Terms and Conditions of a Guarantee and Complaint of the
BISON-BIAL Company Ltd. Produkts – are given in the
www.bison-bial.com

BETRIEBSANLEITUNG
No 651 302
Maschinenschraubstöcke mit verstellbarer
beweglicher Backe und Sockel für
Maschinenschraubstöcke
Type 6517; 6518; 6587
Vor der Arbeit muß jeder Maschinenbediener, der den Schraubstock bedient, sich bekannt
machen im Detail mit im Handbuch enthaltenen Bedingungen der Sicherheit und der
richtigen Bedienung
Geräte- und Drehbankfutter Werke
BISON-BIAL S.A.
POLSKA
http://www.bison-bial.com
- 1 -
1. Anwendung
Maschinenschraubstöcke mit verstellbarer beweglicher Backe haben
breite Anwendung bei Arbeiten aller Arten als: Fräsen, Zerspanen,
Bohren, usw.
2. Typen von im Handbuch beschriebenen Maschinenschraubstöcken:
a) fester Schraubstock mit beweglicher Backe 6517 (Abb. 1, Tabelle I)
b) Sockel für Maschinenschraubstöcke 6587 (Abb. 2, Tabelle II)
Abb.1
Abb.2
3. Hauptabmessungen der Schraubstöcken
Hauptabmessungen der Schraubstöcken werden in der Tabelle I (Typ 6517),
und Tabelle II (Typ 6587) gegeben.
Tabelle I
Größe
S A B H L a h k Max
Klemmkraft
daN
100 98 80 85 346 0÷125
32 14 1800
125 122 101 105 418 0÷160
40 14 2500
160 156 126 125 524 0÷180
50 18 4200
200 194 160 150 695 0÷280
63 18 6200

- 2 -
Tabelle II.
Größe
S A B H L M d I k Für
Schraubstöcke
6517
1 140 170 28 195 M12 25 18 14 100
2 175 206 28 236 M12 25 18 14 125
3 224 256 34 294 M16 30 20 18 160
4 264 300 34 345 M16 30 20 18 200
4. Anbau des Schraubstocks
Fig.3.
1. Körper; 2. Bewegliche Backe; 3. Backen-Einsatz; 4. Zugbalken; 5. Dorn; 6.
Exzenterbolzen; 7. Zugschraube; 8. Drehknopf; 9. Widerlager; 10. Sockel
Größe des
Schraubstocks Lager Nr
100 51204
125 51205
160 51206
200 51206
5. Betriebshinweise
Die bewegliche Backe des Schraubstocks (Pos. 2) wird mit der Zugschraube
(pos. 7) stufenlos geschoben innerhalb des mit dem Balken beschränkten
Bereiches. Um den vollen Klemmbereich zu erhalten, die bewegliche Backe
kann auf dem Balken stufenweise verstellt werden. Die Festklemmen-
Wirkung wird mit der Zugschraube erreicht. Auf dem Schraubstockkörper

- 3 -
unter dem Zugbalken gibt es eine Ansenkung gekennzeichnet rot, die
unsichtbar sein sollte, wenn das Werkstück im Schraubstock (Abb. 4a) richtig
festgeklemmt wird.
Festklemmen erlaubt - das Zeichen
ist unsichtbar oder auf dem Rand der
Bar
Festklemmen verboten, die Backe
muß verstellt werden – die
Ansenkung ist sichtbar
„a“ „b“
Abb. 4.
1. Balken; 2. Bewegliche Backe; 3. Zeichen auf dem Körper
Wenn das Zeichen sichtbar ist (Abb. 4b), die bewegliche Backe für den
kleineren Klemmbereich verstellt werden.
Um die bewegliche Backe zu verstellen, zuerst den Dorn (Pos. 5) mit dem
Exzenterbolzen (Pos. 6) Abb. 3 erheben.
Wenn die Backe für den erforderlichen Klemmbereich verstellt wird, den
Exzenterbolzen einstellen, so daß der Dorn in die Vertiefung im Zugbalken
trifft.
Backen-Einsätze können mit beiden Seiten d. h. mit der glatten Seite oder mit
der gerillten Seite arbeiten.
Die höchsten Klemmkräfte werden in der Tabelle abhängig von der
Schraubstock-Größe gezeigt.
6. Befestigung des Schraubstocks
Für Befestigung des Schraubstock am Maschinentisch dienen die Haltekeile,
die, je nach Bedürfnis, in der Längs- oder Querrille des Schraubstocks
gesetzt werden kann.
Der Schraubstock wird am Maschinentisch mit Quadratschrauben befestigt.
Wenn der Abstand von Tischrillen und der Abstand von Schraubenöffnungen
im Schraubstock abweichen, man soll spezielle Ösen anwenden.
- 4 -
7. Ausrüstung
a) Haltekeile - 2 St.
b) Befestigungsschrauben - 2 St.
c) Kurbel - 1 St.
8. Sicherheitsbedingungen
- Vor der Arbeit muß jeder Maschinenbediener, der den Schraubstock
bedient, sich im Detail mit dem Handbuch bekannt machen;
- Nach dem Bemerken des Falschbetriebes oder des Schadens am
Schraubstock die Arbeit sofort unterbrechen und den Oberaufseher
über diese Tatsache informieren;
- Reparaturen und Überholungen können nur vom autorisierten Personal
ausgeführt werden;
- Neben erwähnter Bedingungen sollte der Maschinenbediener lokalen
Arbeitsschutz-Regulierungen in der Kraft in der gegebenen Fabrik
folgen.
ACHTUNG
Erforderliche Klemmkraft kann ohne größere physische Anstrengung
erreicht werden.
Das Hämmern und das Verlängern des Kurbelarmes ist untersagt.
Die Allgemeine Bedingungen der Garantie und Beanstandung für die
Waren der Firma BISON-BIAL befinden sich auf einer seite
www.bison-bial.com

ИНСТРУКЦИЯ ОБСЛУЖИВАНИЯ
No 651 602
Тиски станочные спереставной движущей губкой иоснование к
тискам
Тип 6517; 6587
Перед началом работы каждый о ератор, обслуживающий тиски, должен внимательно ознакомиться с
условиями безо асности иравильного обслуживания составленными винструкции
Завод Приборов иЗажимов
BISON-BIAL S.A.
POLSKA
http://www.bison-bial.com
- 2 -
Чертеж 1
1. Предназначение
Тиски станочные сереставной движущей губкой редназначены для всех видов
фрезерных, строгальных, сверлильных работ ит..
2. Виды машинных тисков о исанных винструкции:
a) стационарные сереставной движущей губкой 6517 (чертеж 1, таблица I)
b) основание кмашинныммтискам 6587 (чертеж 2, таблица II)
c)
Чертеж 1
Чертеж 2
3. Главные размеры тисков
Главные размеры тисков указано втаблицы I (ти 6517) ивтаблицы II
(основание ти 6587)
Таблица I
S Размер A B H L a h k Макс. сила ре ления
daN
100 98 80 85 346 0-125 32 14 1800
125 122 101 105 418 0+160 40 14 2500
160 156 126 125 524 0*180 50 18 4200
200 194 160 150 695 0+280 63 18 6200
Таблица II
S
Размер A B H L M d I k Для тисков 6517
1 140 170 28 195 M12 25 18 14 100
2 175 206 28 236 M12 25 18 14 125
3 224 256 34 294 M16 30 20 18 160
4 264 300 34 345 M16 30 20 18 200
- 3 -
4. Конструкция тисков
Чертеж 3
1.Кор ус; 2.Подвижная губка; 3. Накладка на губку; 4.Тягучая рейка; 5.Шток;
6.Ексцентрик; 7.Зажимной винт; 8.Гаика; 9. Подши ник ; 10. Основание
Размер тисков
Номер одши ника
100 51204
125 51205
160 51206
200 51206
5. Рекомендация по ксплуатации
Подвижная губка тисков (2) ередвигается ри омощи зажимного винта (7)
лавно вдиа азоне рейки. Чтобы увеличить диа азон кре ления движимая губка
ередвигается о сту еньках рейки . Кре ление осуществляется ри омощи
зажимного винта. Кор ус тисков имеет красный знак который не должен быть
открытый (4a) о равильным закре лению элемента.
Можно закре лять – знак закрытый Нельзя закре лять, надо
или месте соединенья срейкой ередвинуть одвижной губку на сту ень
„a” „b”
Чертеж 4
1. Рейка; 2. Подвижная губка ; 3. Знак на кор усе

- 4 -
Если знак открытый ( чертеж 4b) надо одвижной губку ереставить в
меньший диа азон кре ления.
Регулировку можно осуществить через однятие штифта (5) и
ис ользование эксцентрика(6) чертеж 3.
После регулировки эксцентрик надо ередвинуть так чтобы штифт вошел в
нарез на рейке.
Накладки на губки могут работать на две стороны нарезанной игладкой .
Максимальные силы кре ления взависимости от размеров тисков указаны в
таблицы.
6. Крепление тисков
Установка тисков на столе станка осуществляется сомощью
устанавливающих колков которые могут быть монтированные внарез, в
о ерек или вдлину тисков.
Кре ление тисков на столе станка осуществляется сомощью болтов с
квадратной головкой (или ш онок - для других размеров нарезов для кре ления).
7. Комплектация:
a)устанавливающие колки - 2 шт.
b)кре ежные болты - 2 шт.
c)рукоятка - 1 шт.
8. Требования безопасности
Перед началом работы каждый о ератор, обслуживающий тиски, должен
ознакомиться сусловиями обслуживания составленными винструкции
- заметив не оладки тисков надо немедленно остановить работу исообщить об
этом надзор;
- тиски могут ис равлять иремонтировать только квалифицированы лица
- кроме выше у омянутых условии надо соблюдать местные равила
безо асности.
Внимание:
Для закрепления элементов не использовать большой силы.
Запрещается удлинения рукоятки иударов молотком!
Oбщие условия гарантии ирекламации на изделия фирмы BISON-BIAL S.A.
находятся на сайте www.bison-bial.com
This manual suits for next models
5
Table of contents
Languages:

















