2 3300000-A
IMPORTANTE: PRIMA DELLA MESSA IN
OPERA DELL'APPARECCHIO LEGGERE IL
CONTENUTO DI QUESTO MANUALE E
CONSERVARLO, PER TUTTA LA VITA
OPERATIVA, IN UN LUOGO NOTO AGLI
INTERESSATI. QUESTO APPARECCHIO
DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI
SALDATURA.
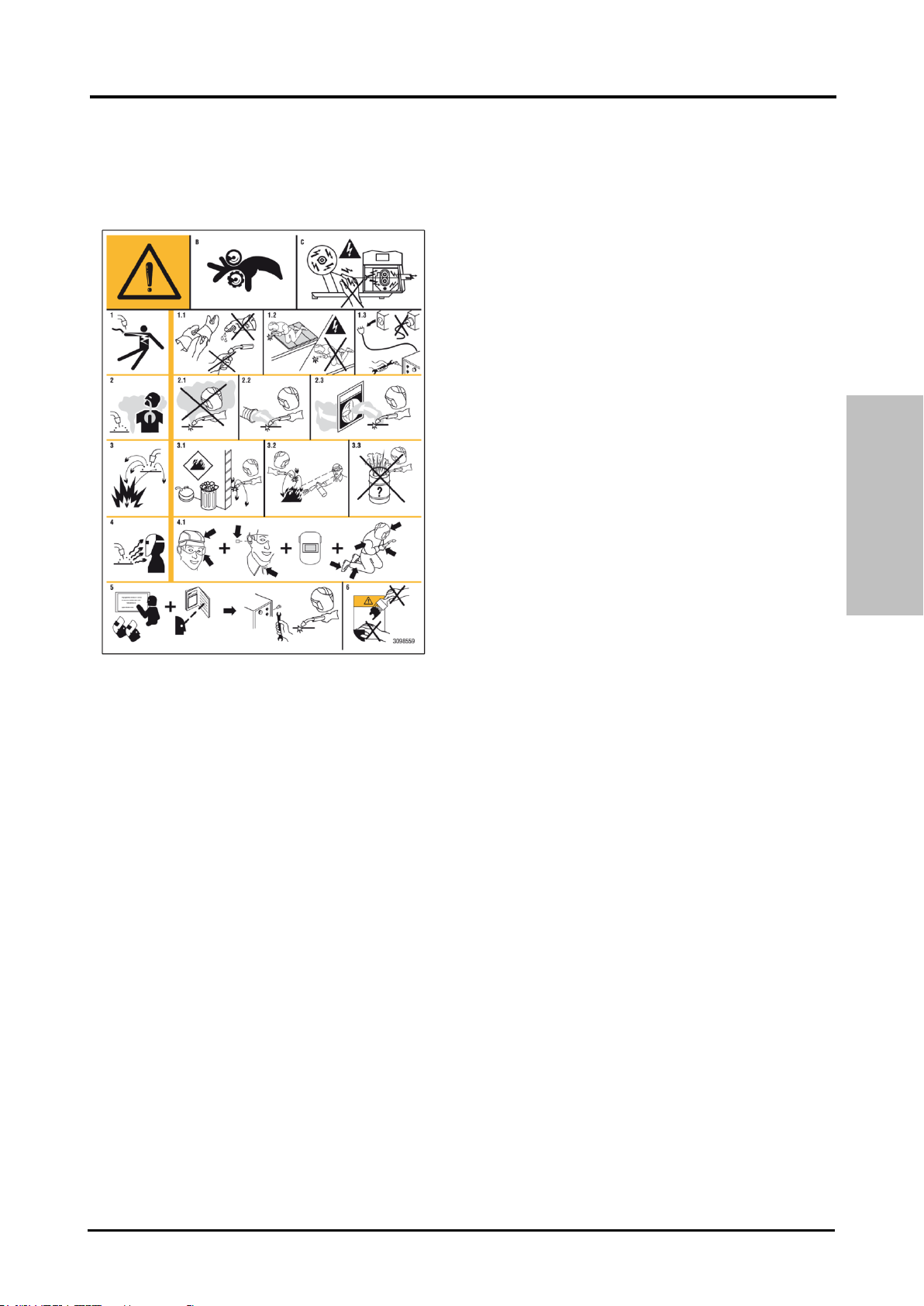
1PRECAUZIONI DI SICUREZZA.
LA SALDATURA ED IL TAGLIO AD ARCO
POSSONO ESSERE NOCIVI
PER VOI E PER GLI ALTRI,
pertanto l'utilizzatore deve
essere istruito contro i rischi, di seguito riassunti,
derivanti dalle operazioni di saldatura. Per
informazioni più dettagliate richiedere il manuale
cod. 3.300.758.
RUMORE.
Questo apparecchio non produce di per se
rumori eccedenti gli 80dB. Il
procedimento di taglio plasma/saldatura
può produrre livelli di rumore superiori a tale limite;
pertanto, gli utilizzatori dovranno mettere in atto le
precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI. Possono essere
dannosi. La corrente elettrica che
attraversa qualsiasi conduttore
produce dei campi elettromagnetici
(EMF). La corrente di saldatura o di
taglio genera campi elettromagnetici
attorno ai cavi ed ai generatori.
I campi magnetici derivanti da correnti elevate
possono incidere sul funzionamento di pacemaker.
I portatori di apparecchiature elettroniche vitali
(pacemaker) devono consultare il medico prima di
avvicinarsi alle operazioni di saldatura ad arco, di
taglio, scriccatura o di saldatura a punti.
L’ esposizione ai campi elettromagnetici della
saldatura o del taglio potrebbe avere effetti
sconosciuti sulla salute. Ogni operatore, per ridurre
i rischi derivanti dall’ esposizione ai campi
elettromagnetici, deve attenersi alle seguenti
procedure:
- Fare in modo che il cavo di massa e della pinza
portaelettrodo o della torcia rimangano
affiancati. Se possibile, fissarli assieme con del
nastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia
deve stare da quella parte.
- Collegare il cavo di massa al pezzo in
lavorazione più vicino possibile alla zona di
saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
Non saldare in prossimità di recipienti a
pressione o in presenza di polveri, gas o
vapori esplosivi.
Maneggiare con cura bombole e regolatori di
pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA.
Questo apparecchio è costruito in conformità alle
indicazioni contenute nella norma IEC 60974-
10(Cl. A) e deve essere usato solo a scopo
professionale in un ambiente industriale. Vi
possono essere, infatti, potenziali difficoltà
nell'assicurare la compatibilità elettromagnetica
in un ambiente diverso da quello industriale.
SMALTIMENTO APPARECCHIATURE
ELETTRICHE ED ELETTRONICHE.
Non smaltire le apparecchiature elettriche
assieme ai rifiuti normali!
In ottemperanza alla Direttiva Europea
2002/96/CE sui rifiuti da apparecchiature elettriche
ed elettroniche e relativa attuazione nell'ambito
della legislazione nazionale, le apparecchiature
elettriche giunte a fine vita devono essere raccolte
separatamente e conferite ad un impianto di riciclo
ecocompatibile. In qualità di proprietario delle
apparecchiature dovrà informarsi presso il nostro
rappresentante in loco sui sistemi di raccolta
approvati. Dando applicazione a questa Direttiva
Europea migliorerà la situazione ambientale e la
salute umana!
IN CASO DI CATTIVO FUNZIONAMENTO
RICHIEDETE L’ASSISTENZA DI PERSONALE
QUALIFICATO.