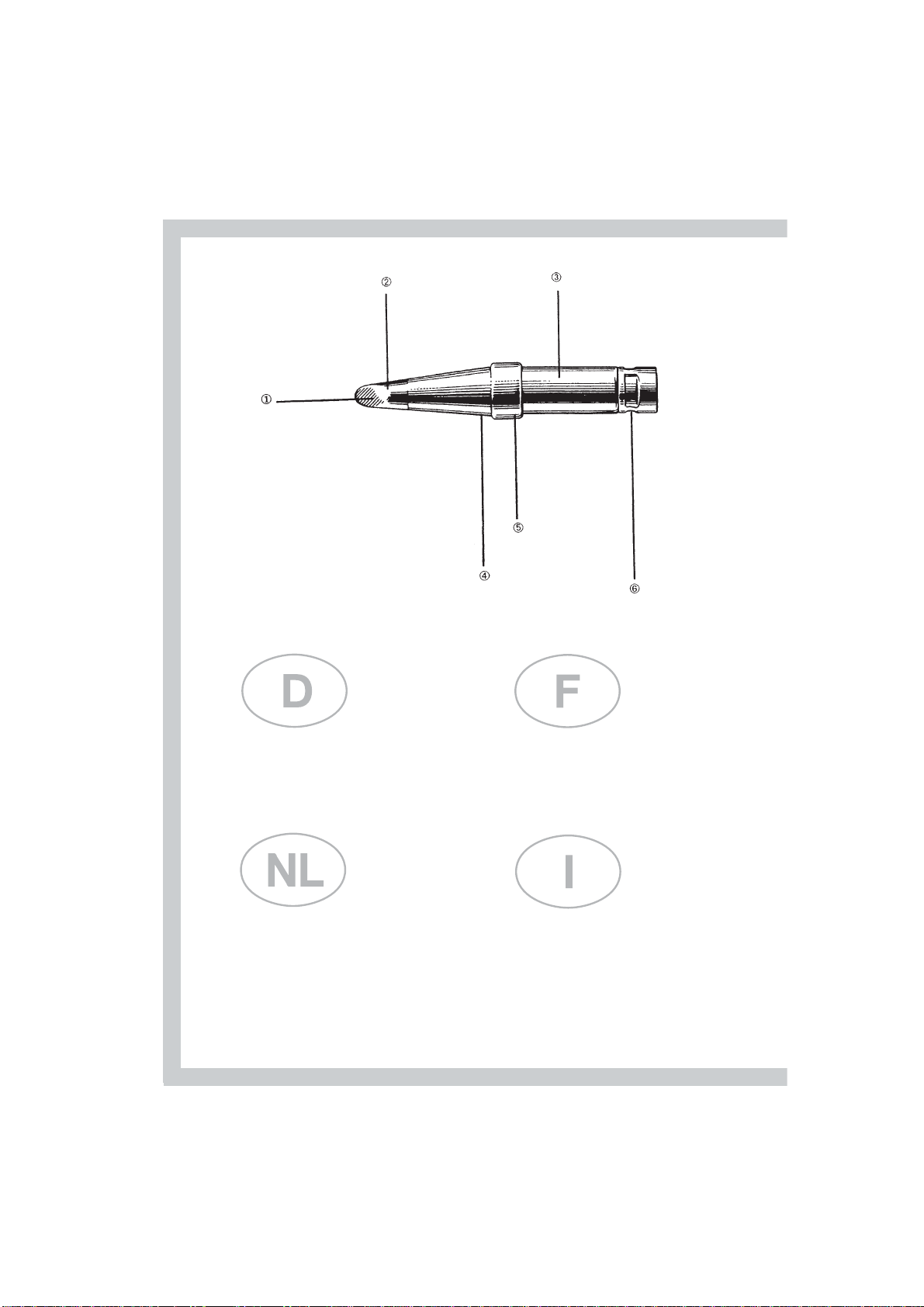
1. Suur valik erinevaid tüüpe
(erineva kujuga otsikud ja mõõtmed) vaata lehekülg 21
2. Selektiivselt niisutatavaid otsikud mitte töödelda
3. Põhimaterjaliks on kõrgekvaliteediline vask, millel on optimaalne
soojusjuhtivus ja soojuse akumuleerimine
4. Parendatud rauakiht, galvaaniliselt töödeldud, kaitseb oksüdeeru
mise eest
5. Lihtsalt vahetatav ja kinnitatav
6. Temperatuuriandur „Magnastat“ viiele, ainult väikeste tolerantside
ga temperatuuridiapasoonile
1. Velk˘ sortiment rÛzn˘ch druhÛ
(rÛzné tvary a rozmûry hrotÛ) viz stránka 21
2. RÛznû pocínovatelné hroty nevyÏadují dodateãnou úpravu
3. Základním materiálem je vysoce kvalitní mûì pro optimální vedení
aakumulaci tepla
4. Ochranná Ïelezná galvanická vrstva chrání pfied oxidací
5. Snadná v˘mûna a upevnûní
6. Snímaã teploty „Magnastat“ pro pût teplotních rozsahÛ s nízk˘mi
tolerancemi
1. Bogaty asortyment grotów ró˝norodnego typu
(ró˝norodne formy grotów i ich wymiary) patrz na stronie 21
2. Bez koniecznoÊci powtórnej obróbki selektywnych, pobielonych
grotów
3. Materia∏em zasadniczym jest wysokiej jakoÊci miedê zapewniajàca
optymalne przewodzenie i magazynowanie ciep∏a
4. Naniesiona warstwa ˝elaza, wzbogacona galwanicznie, chroni
przed oksydacjà
5. Prosta wymiana i mocowanie
6. Czujnik temperatury „Magnastat“ z pi´cioma zakresami temperatury
i niewielkà tolerancjà
1. KülönbözŒ típusok nagy választéka
(különbözŒ csúcs-formák és méretek) lásd a következŒ oldalon: 21
2. A szelektíven nedvesíthetŒ csúcsoknál nincs utólagos megmunká
lás
3. Az optimális hŒvezetés és hŒtárolás érdekében az alapanyag kivá
ló minŒségı vörösréz
4. Galvanikusan nemesített vasréteg, véd az oxidáció ellen
5. Könnyı kicserélni és rögzíteni
6. „Magnastat“ hŒmérsékletérzékelŒ, öt csekély tırésı hŒmérséklet-
tartomány
1. Veºk˘ sortiment rôznych druhov
(rôzne tvary a rozmery hrotov) pozri strana 21
2. Rôzne pocínovateºné hroty nevyÏadujú dodatoãnú úpravu
3. Základn˘m materiálom je vysokokvalitná meì pre optimálne vede
nie a akumuláciu tepla
4. Ochranná Ïelezná galvanická vrstva chráni pred oxidáciou
5. ªahká v˘mena a upevnenie
6. Snímaã teploty „Magnastat“ pre päÈ teplotn˘ch rozsahov s nízkymi
toleranciami
1. Velika ponudba razliãnih tipov
(razliãne oblike in dimenzije konic) glej stran 21
2. Naknadna obdelava spajkalne konice, ki jo je mogoãe prevleãi s
spajko na prvih 5 mm, ni potrebna.
3. Osnovni material je visokokakovostni baker, ki
zagotavlja optimalen prevod in shranjevanje toplote
4. Kaljena Ïelezna prevleka, galvansko oplemenitena, ‰ãiti pred
oksidacijo
5. Enostavna menjava in pritrditev
6. Temperaturni senzor „Magnastat“ za pet temperaturnih obmoãjih
z ozkimi tolerancami
1. Didelis ∞vairi˜ tip˜ pasirinkimas
(∞vairios antgali˜ formos ir matmenys) Ïr. psl. 21
2. Nereikia papildomai apdoroti pasirinktinai lydmetalyje vilgom˜
antgali˜
3. Pagrindinò medÏiaga - tai auk‰tos kokybòs varis, uÏtikrinantis
optimal˜ ‰ilumos laidumà ir akumuliacijà
4. Pagerintas geleÏies sluoksnis (padengta galvaniniu bdu)
apsaugo nuo oksidacijos
5. Lengvai keiãiamas ir tvirtinamas
6. Temperatros jutiklis „Magnastat“ - penki temperatros
diapazonai tik su maÏomis paklaidomis
1. Pla‰s daÏÇdu veidu sortiments
(daÏÇdas uzga∫u formas un izmïri) skatiet lappusi 21
2. Nav nepiecie‰ama atsevi‰˙i pÇrklÇjamo uzga∫u
pïcapstrÇde
3. PamatmateriÇls ir augstvïrt¥gs var‰ optimÇlai siltuma vadÇm¥bai
un siltuma uzkrljanai.
4. Rd¥ta dzelzs kÇrta, galvaniski bagÇtinÇta, pasargÇ no
oksidï‰anÇs.
5. Viegli mainÇms un nostiprinÇms
6. Temperatras sensora „MagnastÇts“ pieci temperatras
apgabali ar nelielÇm pielaidïm.