Page 3
Utica®
Click-Type Torque (Sensing) Wrenches
PL12-UT02
July 27, 2007
2. While holding the barrel of the wrench securely
in one hand rotate the handle of the wrench
until the major five foot pound increment below
the torque desired is even with the edge of the
sleeve and the 0 increment on the sleeve is in
line with the zero line of the barrel.
3. Rotate the handle clockwise until the fine
torque increment desired lines up with the zero
line on the barrel. Release the lock collar and
the wrench is automatically locked at the
torque setting selected.
NOTE: The lock collar will not lock until an increment line
on the sleeve lines up with the zero line on the barrel.
4. For Newton meter torque settings, use the
same procedure as above using the Newton
meter major scale on the barrel and the lower
set of graduations on the sleeve. The picture at
the right shows a setting of 59.0 Nm. This can
be accomplished by setting 57.6 on the major scale plus 1.4
on the fine scale to equal 59.0 NM. Note that the fine scale
has been rounded to the nearest whole decimal.
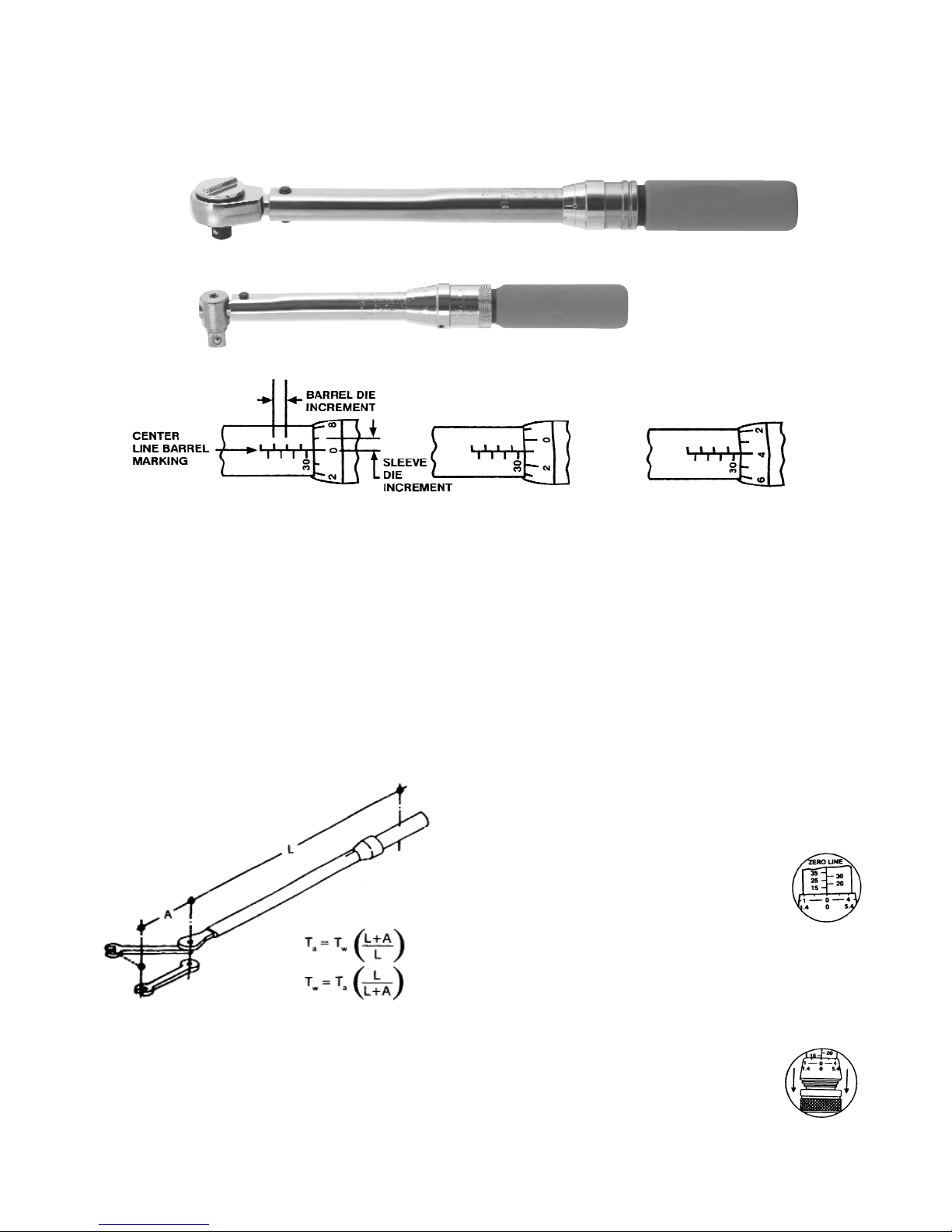
SETTING THE TCI-150FRN & TCI-250FRN TORQUE
WRENCHES
The torque settings of the wrench are from two micrometer
scales: the Major scale and the Fine scale. This wrench has
the dual capacity of working in English units (foot-pounds) and
International units (Newton meters): therefore, there are two
major and fine scales. The major English scale is located on
one side of the barrel and is divided into increments of 10 Ft.-
Lbs. The major International scale is located on the opposite
side of the barrel and is divided into increments of
13.6 Nm. The fine micrometer adjustments are
made with the sleeve which has increments of
one Ft.-Lb. on the upper scale and increments of
1.36 Nm (rounded) on the lower scale.
Setting the wrench is accomplished by considering all torque
settings as being made up of two parts, 10 Ft.-Lbs.(13.6 Nm)
increments and 1 Ft.-Lb. (13.6 Nm) increments. Thus a torque
setting of 65 Ft.-Lbs. would be considered as 60Ft.-Lbs. on the
major scale plus 5 Ft.-Lbs. on the fine scale. The wrench is set
to desired torque as follows:
1. Grasp the Locking Collar between the thumb
and forefinger and pull it toward the handle
of the wrench as far as it will go. Hold it in
this position.
2. While holding the barrel of the wrench
securely in one hand rotate the handle of the
wrench until the major 10 Ft.Lbs. increment
below the torque desired is even with the
edge of the sleeve and the 0 increment on
the sleeve is in line with the zero line of the barrel.
3. Rotate the handle clockwise until the fine torque increment
desired lines up with the zero line on the barrel. Release the
lock collar and the wrench is automatically locked at the torque
setting selected. NOTE: The lock collar will not
lock until an increment line on the sleeve lines
up with the zero line on the barrel.
4. For Newton meter torque settings, repeat the
above procedure using the Newton Meter major
scale on the barrel and the lower set of
graduations on the sleeve. The picture at the
right shows a setting of 79.9 Nm. This is done
by setting 74.5 on the major scale plus 5.4 on
the fine scale to equal 79.9 Nm. Note: fine scale is rounded to
the nearest whole decimal.
“PRE-SET” SENSING TYPE TORQUE WRENCHES
This type torque wrench is designed so when torque is applied to
a fastener, it will momentarily release and signal by feel impulse
and audible click (or snap) that the preset torque value has been
reached.
This preset torque wrench is calibrated and sealed at the factory to
the torque value specified on the customer’s purchase order.
Wrenches are also available not preset or sealed when requested
by the customer. Wrenches preset at the factory are set to an
accuracy tolerance of ±4%of the specified torque value.
TO USE:
1. Attach the proper socket or adapter to the arm or square
drive (A).
2. Attach the wrench to the fastener and apply force to the
torque wrench by grasping the padded handle portion (H) at
the end of the wrench.
CAUTION: Do not apply force by holding any part of the wrench,
other than the padded handle. Do not use an extension or other
lever aid on the wrench. Apply force with a steady, smooth
action. When the set torque is reached, the wrench will
momentarily release with a feel impulse and audible click, or
snap. The wrench will move through a small arc about the pivot
pin (B). At this point the set torque has been achieved and force
on the handle (H) must be released. The wrench will snap back
automatically to it’s original position and be ready for the next
torque application.
3. Caution: Don’t apply force after the wrench releases, (clicks,
or snaps) at the set torque. If the fastener is over torqued,
loosen it and repeat the operation.
4. Always actuate the the wrench a few times before use and
after a period when the wrench has not been in use.