Digtal data shows R.P.M. of spindle and tool infeed to let operator arrange best possible turning process
combination.
Digtal data showing electric current for easy checking overload turning.
Rapid retract function is available for shortened pitch module turning processing time.
The lead screw is driven directly by servo- motor. Through operation of interface, a spindle decoder is
used to transfer the motion of lead screw to rectilinear one. The L.C.D touch pad showing the data is
applied to control.
Rapidly returning to the origin is executed according to the principle of temporarily coming off the
tracking mode.
Feeding rate per minute of auto feed is calculated with MODBUS communication protocol interior
message data of the converter, so that user s' cutting precision is available much easily and greatly.
【
Metric / Inch Screen
】【
Digital operation
】
【
Big-character coordinates
】
Click for more detail
If you can't see the detail, Please download Acrobat Reader for PDF file.
CTL-618e toolroom lathe with Digital Threading Control replaces traditional threading gearbox with
microprocessor-controlled, servo-driven leadscrew. In the past, when a machinst is faced with a workpiece
that calls for thread pitch not supported on a conventional lathe, he has to locate and order a custom gear
set and take the time to swap out the gears in the gearbox. This is not economically justifiable unless the
volume is large enough. CTL-618e toolroom lathe's design eliminates this time-consuming workaround.
With the new digital threading system, the user's wishes with it comes to threading can be easily and
immediately realized.
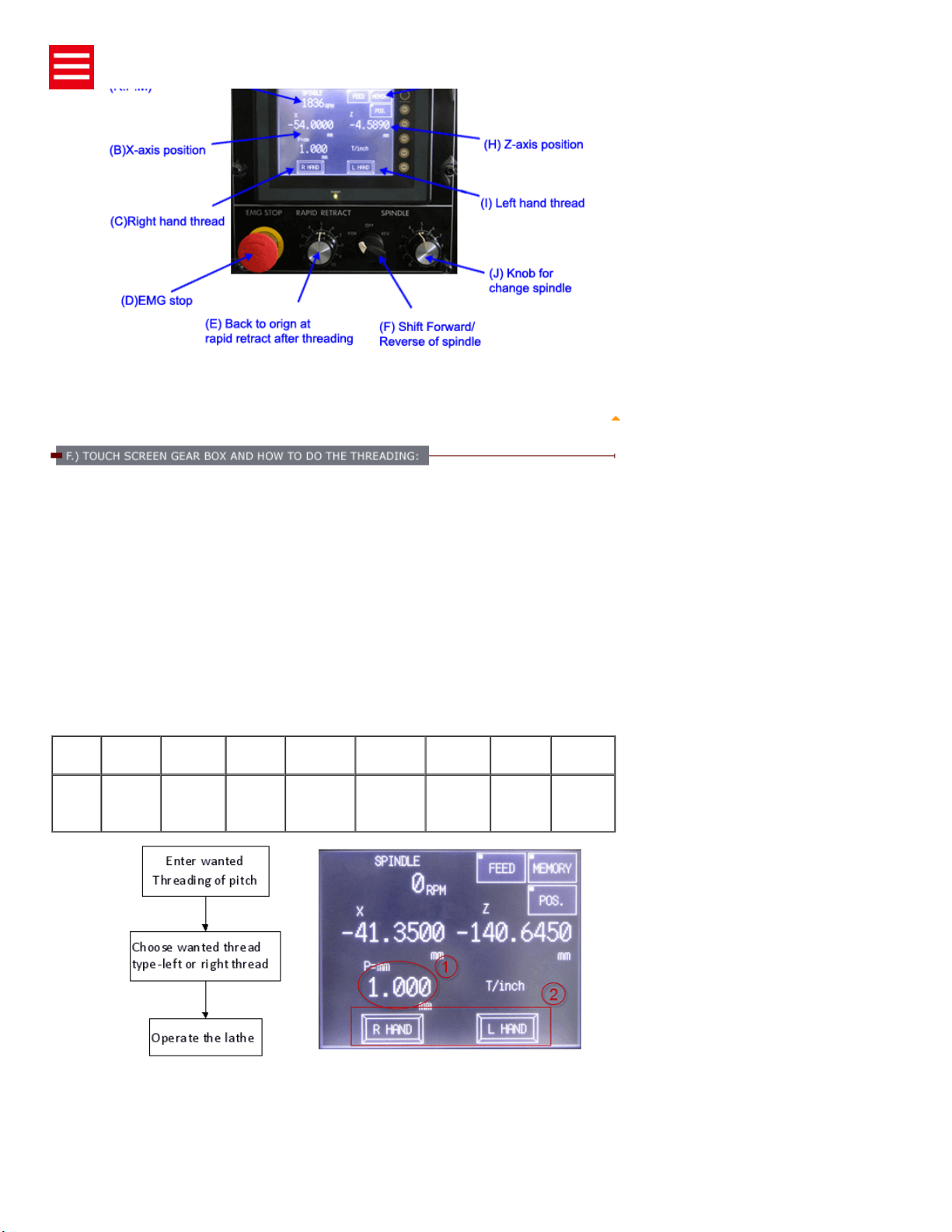
Simply type in the desired thread pitch on the numeric keypad on the touch screen LCD control panel and
then start the threading cycle as on other conventional lathes. CTL-618e's system would control and
synchronize main spindle rotation and Z-axis feed rate to produce precise threading cycle for the given TPI
or mm thread pitch.
Besides being able to cut thread pitches not previously available on manual lathes, noise and vibration
during threading are also significantly reduced, because there are actually no more gears in the gearbox.
Since CTL-618e already has custom IC and a LCD panel to enable threading control, the next logical step
is to integrate DRO functions into it for an all-in-one versatile machine. And CTL-618e has in-fact done
that. DRO capabilities are built-in and come standard with no extra charge. CTL-618e features linear
scales on X and Z-axis from Mitutoyo.
For people experienced with the super high precision and immediacy of CYCLEMATIC's toolroom lathes,
the CTL-618e adds another dimension of capabilities. It builds on the same foundation as 618EVS
toolroom lathe. They are all ideal for super high precision lathe work on small parts (usually those that fit in
5C collets). The guaranteed circular accuracy is 50 millionth of an inch.
SPINDLE TOOLING, TOOLING HOLDER AND OPTIONAL EQUIPMENT FOR
CYCLEMATIC HIGH SPEED. HIGH ACCURACY TOOLROOM LATHES

























{kind=link}
{kind=link}