Edwards HPST2375 User manual

Models HPST2375 & HAT2375
Rotary Draw Pipe Benders
INSTALLATION AND OPERATION MANUAL
Part Number: M-ED1-62
Edition 1 06/2023
©2023, Edwards Manufacturing Company
All rights reserved U.S.A.
Model HPST2375 Model HAT2375

Introduction 9
Company Prole . . . . . . . . . . . . . . . . . . . 1
Machine Identication . . . . . . . . . . . . . . . . . 1
Warranty. . . . . . . . . . . . . . . . . . . . . . 1
Operator and Supervisor Information . . . . . . . . . . . 2
Signal Word Denitions . . . . . . . . . . . . . . . . 2
1Safety Information 3
2Product Overview 5
2.1 Key Features . . . . . . . . . . . . . . . . . . 5
3Unpacking 6
3.1 Cleaning . . . . . . . . . . . . . . . . . . . . 6
3.2 Transporting and Lifting . . . . . . . . . . . . . . 6
4Installing & Setup 7
4.1 Installation Location . . . . . . . . . . . . . . . . 7
4.2 Setup . . . . . . . . . . . . . . . . . . . . . 7
5 ProductIdentication 8
6 Specications 9
7Electrical 10
7.1 Power Specications . . . . . . . . . . . . . . .10
7.2 Extension Cord Safety . . . . . . . . . . . . . . . 10
7.3 Power Cord Connection . . . . . . . . . . . . . .10
8Operation 11
8.1 Dry Running Machine . . . . . . . . . . . . . . . 11
8.2 Die Selection and Installation. . . . . . . . . . . . . 11
8.3 Inserting Material . . . . . . . . . . . . . . . . . 13
8.4 Bending Using Main (Top) Degree Dial . . . . . . . . . 13
8.5 Setting the Auto-Stop Position . . . . . . . . . . . . 14
8.6 Material Removal . . . . . . . . . . . . . . . . . 15
8.7 Limitations . . . . . . . . . . . . . . . . . . . 15
8.8 Understanding Spring-Back . . . . . . . . . . . . . 16
8.9 Material Selection. . . . . . . . . . . . . . . . . 16
8.10 Bending Glossary . . . . . . . . . . . . . . . . 18
8.11 Bending Suggestions . . . . . . . . . . . . . . . 19
9Lubrication & Maintenance 21
10 Electrical Diagram 21
11 Hydraulic Diagrams 22
12 Troubleshooting 23
13 Tables, Charts, & Diagrams 24
14 Replacement Parts 29
Table of Contents

Company Prole
Edwards Manufacturing Company manufactures a full line
of high-quality, low-maintenance hydraulic ironworking
machines, associated tooling, and accessories that are used
in the steel fabrication industry. With proper operation, care,
and maintenance, your Edwards Ironworker or Hydraulic Ac-
cessory Tool will provide years of safe, trouble-free service.
Please take time to study this Operator’s Manual carefully
to fully understand this machine and Hydraulic Accessory
Tool safety procedures, set-up, operation, care, maintenance,
troubleshooting, and warranty coverage prior to putting the
machine into production. Any questions not answered within
this manual can be directed to your local Edwards Ironwork-
er dealer or factory representative.
Contact the Factory:
Edwards Manufacturing Company
1107 Sykes Street
Albert Lea, MN 56007
Phone:507.373.8206
Fax: 507.373.9433
www.edwardsironworkers.com
General Questions:
Service Questions:
Warranty
Edwards Manufacturing Company will, within one (1)
year of date of original purchase (proof of purchase re-
quired), replace F.O.B. the factory, any goods, excluding
punches, dies and shear blades, which are defective
in materials or workmanship provided that the buyer
return the defective goods, freight pre-paid, to the
seller, which shall be the buyer’s sole and exclusive
remedy for the defective goods. Hydraulic components
are subject to their manufacturer’s warranty.
Edwards Manufacturing Company will, within thirty (30)
days of date of original purchase (proof of purchase
required), replace F.O.B. the factory, any punches, dies
and/or shear blades, which are defective in materials or
workmanship.
This warranty does not apply to machines and/or com-
ponentswhichhavebeenaltered,changed,ormodied
in any way, or subjected to abusive and abnormal use,
inadequate maintenance and lubrication, or subjected
to use beyond seller recommended capacities and
specications.EdwardsManufacturingCompanyshall
not be liable for labor costs expended on such goods
or consequential damages. Edwards Manufacturing
Company shall not be liable to the purchaser or any
other person for loss, down-time, or damage directly or
indirectly arising from the use of the goods or from any
othercause.Noofcer,employee,oragentofEdwards
Manufacturing Company is authorized to make any oral
representationsorwarrantyoftnessortowaiveany
of the foregoing terms and none shall be binding on
Edwards Manufacturing Company.
Machine Identication
Your Edwards Model HPST2375 or HAT2375 Rotary Draw
Pipe Bender is serialized for quality control, production trace-
ability, and warranty enforcement. When ordering parts or
lingawarrantyclaim,pleaserefertothealuminumidenti-
cation tag with engraved serial number, electrical, and power
specications.
Model Number: ______________________
Serial Number: ______________________
Date Purchased: ______________________
Where Purchased: ______________________
Introduction
1| Introduction
Operator and Supervisor
Information
READ THIS MANUAL BEFORE OPERATING MACHINERY.
Operating machinery before ready and understanding the
contents of this manual greatly increases the risk of injury.
This manual describes ‘best practices’ in handling, install-
ing, operating, and maintaining your machine. The contents
of this manual is subject to change without notice due to
improvements in the machinery or changes in National or
International standards.
All rights reserved. Reproduction of this manual in any form,
in whole or in part, is not permitted without the written con-
sent of Edwards Manufacturing Company.
Keep this manual close to the machine to allow for easy
reference when necessary.
Provideoperatorswithsufcienttrainingandeducationin
the basic functions of the machine prior to machine opera-
tion.
Donotallowforoperationofthemachinebyunqualied
personnel. Edwards Manufacturing Company is not liable for
accidents arising from unskilled, untrained operation.
Do not modify or change the machine without written au-
thorization from Edwards Manufacturing Company. Unau-
thorizedmodicationtothismachinemayresultinserious
operator injury, machine damage, and will void your machine
warranty.
Never leave a powered machine unattended. Turn machinery
OFF before walking away.
This machine is manufactured for use by able-bodied and
able-minded operators only. Never operate machinery when
tiredorundertheinuenceofdrugsoralcohol.
Do not resell, relocate, or export to a destination other than to
the original point of sale. Edwards has designed this machine
to meet the standards of the original receiving country and
is not liable for meeting any governing body or performance
standards beyond those of the original receiving country.
Signal Word Denitions
Indicates a hazardous situation that, if not avoided,
will result in death or serious injury.
Indicates a hazardous situation that, if not avoided,
could result in death or serious injury.
Indicates a hazardous situation that, if not avoided,
could result in mild to moderate injury and/or
property damage.
Indicates information considered important but not
hazard related.
Signal Word Panel on Machine
Criticalmachinesafetyinformationisidentiedonsignal
word labels. Labels are attached adjacent to the potentially
hazardous locations of the machine. Reference the Safety In-
formation in this manual for additional information regarding
thepotentiallyhazardousconditionidentiedonthelabel.
Review ALL labels on the machine, reference the Safety In-
formation and the safety warnings within this manual before
operating this machine.
EDWARDS MANUFACTURING COMPANY • HPST2375 & HAT2375 ROTARY DRAW PIPE BENDERS | 2

3| Chapter 1: Safety Information
1Safety Information
Read this owner’s manual carefully and completely.
Improper installation, use, adjustment, servicing,
and maintenance of this machine can cause prop-
erty damage, serious injury, or death.
Safety equipment such as guards, hold-downs,
safety glasses, dust masks, and hearing protection
can reduce your potential for injury. However, safe-
ty equipment will not make up for poor judgment,
carelessness, or inattention. Always use common
sense and operate this machine with caution and
care to lessen the possibility of personal injury. If
a procedure feels dangerous, don’t try it.
ELECTRICAL HAZARD: Dangerous high voltages
are present inside the electrical enclosure of this
machine. Only qualied, authorized maintenance
or service personnel should gain access to the
electrical panel. Do not assume the power to be
off. Follow proper lockout procedures.
LOCKOUT POWER: Electrical circuits are live.
Lockout/tagout upstream power source before
any maintenance is performed.
CUT/CRUSH HAZARD: Moving parts can cut and
crush. Never place your hands, ngers, or any
part of your body in the die area of this machine.
Be aware of the areas on either side of the dies
for crush points created by material movement.
PINCH HAZARD: Keep hands and ngers away
from the drive mechanisms, cylinders, ratchets,
and other moving parts while operating the ma-
chine.
HYDRAULIC FLUID HAZARD: Hydraulic hoses and
cylinders are under pressure. Pressurized uid can
pierce skin and cause severe injury. Always wear
personal protective equipment when servicing
and maintaining this machine.
SAFETY GUARDS: Physical barriers and guards
have been designed and installed (where possi-
ble) to protect from moving parts that can pinch,
cut, and crush. If you must remove a guard for
servicing the bender, immediately replace the
guard after servicing and prior to restoring power
to the machine.
MOVING OBJECTS HAZARD: Always be aware
of the swing area in which the material will travel
during bending operation. The material will swing
with signicant force. Beware of pinch points and
the force of the material movement, which may
cause serious injury.
PROTECT EYES: Wear safety glasses or suitable
eye protection when operating or near this ma-
chine.
PROTECT HEARING: Prolonged exposure to loud
noise can cause hearing impairment or loss. Wear
suitable hearing protection such as ear muffs or
earplugs to protect against loud noises.

1. Do not alter or modify this machine. Altering or
modifying this machine may cause injury to the
operator or others and may damage machine.
Altering and modifying this machine will void the
machine’s warranty.
2. Only allow trained and qualied personnel to
operate this machine.
3. Make sure guards are in place and properly
working before operating machine.
4. Remove any adjusting tools before operating
machine.
5. Keep the work area clean. Clutter invites injury.
6. Do not overload the machine. Overloading the
machine may cause injury from ying parts. Do
not exceed the specied machine capacities.
7. Material may have burrs and sharp edges. Al-
ways chamfer and deburr all sharp edges.
8. Do not force the machine. This machine will do
a better job more safely if used as intended and
within the machine’s rated capacity. Do not use
unapproved attachments or try to exceed the
machine’s rated capacity.
9. Use the right tool for the job. Do not attempt to
force a small tool or attachment to do the work
of a large industrial tool. Do not use a tool on a
process for which it was not intended.
10. Dress appropriately. Do not wear jewelry or
loose tting clothing that can be caught in mov-
ing machine parts. Contain long hair and wear
protective clothing and steel-toe shoes when
operating this machine.
11. Do not overreach. Maintain proper footing and
balance at all times. Do not reach over or across
an operating machine.
12. Stay alert. Watch what you are doing and use
common sense. Do not operate this machine or
any tool when you are tired.
13. Check for damaged parts. Before using this ma-
chine, carefully check any part that appears to
be damaged. Check for alignment and binding
of moving parts that may affect proper machine
operation.
14. Observe work area conditions. Do not use ma-
chine in damp or wet locations. Do not expose
to rain. Keep work area well-lighted. Do not use
this electrically-powered machine in the pres-
ence of ammable gases or liquids.
15. Keep children away. Never allow children in the
work area. Never allow them to handle ma-
chines, tools, or extension cords.
16.
Keep visitors a safe distance from the work area.
17. When not in use, store this machine in a dry area
to inhibit rust. Keep children away from stored
machine.
18. Do not operate this machine while under the in-
uence of alcohol or drugs. Read warning labels
on prescription drugs. If there is a doubt, do not
operate this machine.
19.
Turn off power and disconnect from power source
before checking, cleaning, replacing parts, servic-
ing, repairing, or performing maintenance.
20. Be sure all equipment is properly installed and
grounded according to national, state, and local
codes.
21.
Inspect power and control cables periodically.
Replace if bare wires are exposed or if the cable
is damaged in any way. BARE WIRING CAN KILL!
Do not touch live electrical components or parts.
22. Do not bypass or defeat any safety interlock
systems.
EDWARDS MANUFACTURING COMPANY • HPST2375 & HAT2375 ROTARY DRAW PIPE BENDERS | 4

2Product Overview
5| Chapter 2: Product Overview
The HPST2375 and HAT2375 rotary draw pipe benders
have the features and power to expand your fabrica-
tion capabilities. With a built-in PowerLink™ System,
the HPST2375 rotary draw bender becomes a power
source for the complete line of Edwards PowerLink
hydraulic tools.
Powered by a 120V, 2HP motor, these dual-cylinder
rotary draw-style benders produce up to a 180° bend in
one stroke. The open style drop on tooling, adjustable
Auto-Stop, and heavy-duty mobile cart ensures these
rotary draw benders are simple to use and improves
operator productivity. Whether you are bending an
ornamental piece or a complete vehicle chassis, these
rotary draw benders are the solution.
2.1 KEY FEATURES
Quick-connect plug and play operation (HPST2375 only)
Hand-adjustable Auto-Stop feature
Large, easy to read degree dial for accurate bends
PowerLink source to power other Edwards tools
(HPST2375 only)
Electric foot pedal with integrated jog control
180° bend in one stroke
Powerful and efcient design

Your Edwards machine is shipped complete. Separate
all parts from the packing material and check each
item carefully. Make certain all items are accounted for
before discarding any packing material.
3Unpacking
Your machine may be shipped with a rustproof waxy
coating and/or grease on the exposed unpainted metal
surfaces. Fully and completely remove this protective
coating using a degreaser or solvent cleaner. DO NOT
USE acetone or brake cleaner as they may damage
painted surfaces.
Follow manufacturer’s label instructions when using any
type of cleaning product. After cleaning, wipe unpaint-
ed metal surfaces with a light coating of quality oil or
grease for protection.
EDWARDS MANUFACTURING COMPANY • HPST2375 & HAT2375 ROTARY DRAW PIPE BENDERS | 6
SUFFOCATION HAZARD: Immediately discard any
plastic bags and packing materials to eliminate
choking and suffocation hazards to children and
animals.
CHECK FOR MISSING PARTS: If any parts are
missing, do not place the machine into service
until the missing parts are obtained and installed
correctly.
Do not use gasoline or other petroleum products
to clean the machine. They have low ash points
and can exploded or cause re.
When using cleaning solvents, work in a well-ven-
tilated area. Many cleaning solvents are toxic if
inhaled.
Make sure lifting and carrying operations are per-
formed by skilled workers such as a truck operator,
crane operator, etc. If lifting the machine with a
crane, attach the lifting chain carefully, making
sure the machine is well-balanced.
This waxy coating is not a lubricant and will cause
the machine to stick and lose performance as the
coating continues to dry.
3.1 CLEANING
3.2 TRANSPORTING AND LIFTING
Follow these guidelines when lifting with truck or
trolley:
• The lift truck must be able to lift at least 1.5 – 2
times the machines gross weight.
• Make sure the machine is balanced. While trans-
porting, avoid rough or jerky motion, and main-
tain a safe clearance zone around the transport
area.
• Useaforkliftwithsufcientliftingcapacityand
forks that are long enough to reach the complete
width of the machine.
• Approaching the machine from the side, lift the
machine on the frame taking care that there are
no cables or pipes in the area of the forks.
• Move the machine to the required position and
lowergentlytotheoor.
Follow these guidelines when lifting crane or hoist:
• Use lift equipment such as straps, chains, ca-
pable of lifting 1.5 to 2 times the weight of the
machine.
• Take proper precautions for handling and lifting.
• Check if the load is properly balanced by lifting it
an inch or two.
• Lift the machine, avoiding sudden accelerations
or quick changes of direction.
• Locate the machine where it is to be installed,
thenlowerslowlyuntilittouchestheoor.
7| Chapter 4: Installing & Setup
4Installing & Setup
A shortage of hydraulic oil can cause hydraulic
system breakdown and damage to major mechan-
ical parts due to overheating.
4.1 INSTALLATION LOCATION
IMPORTANT: Consider the following when looking
for a suitable location to place the machine:
• Keep in mind the overall weight of the machine
and the weight and size of the material being
processed.
• Provide needed space for auxiliary stands, work
tables, or other machinery.
• Provide proper clearance from walls and other
obstacles.
• Maintain an adequate working area around the
machine for safety.
• Have the work area well illuminated with proper
lighting.
• Keeptheoorfreeofoilandmakesureitisnot
slippery.
• Remove scrap and waste materials regularly,
and make sure the work area is free from ob-
structing objects.
• If long lengths of material are to be fed into the
machine, make sure that they will not extend
into any aisles.
• FLOOR & LEVELING: This machine distributes a
large amount of weight over a small area. Make
sure this machine is situated on a level, concrete
oor.Thisensurestheooriscapableofsup-
porting the weight of the machine, work stock,
and the operator. If the unit wobbles or rocks
once in place, be sure to eliminate by using
shims.
• WORKING CLEARANCES: Be aware of the ma-
terial sizes to be processed. Make sure to allow
enough space for you to operate the machine
freely.
• POWER SUPPLY PLACEMENT: Locate the
power supply closed enough so the power cord
does not create a tripping hazard. Observe all
electrical codes if installing new circuits and/or
outlets.
Do not connect the machine to the electrical power
supply until the machine is fully assembled and
you read and understand this owner’s manual.
Follow all local and national codes and electrical
guidelines when connecting this machine to the
power supply.
Installing Dies
Read through the remainder of the manual and become
familiar with how to install dies, settings, and normal
operation. See, Section 8.2 Die Selection and Installa-
tion.
Filling Hydraulic Oil Tank
The hydraulic oil is the primary medium for transmitting
pressure and also must lubricate the running parts of
the pump.
After installation of the machine and before machine
startup, bring the oil level up to 90% of capacity. Refer
toanylabelsormarkingafxedtotheoutsideofthe
machine, If none exist, use SHELL BRAND #46 or #68
hydraulicoiloranequivalentwithsimilarspecications.
(Based upon location temperature and availability.)
Verify that any cylinder rams are is in the retracted
positiontopreventoverllingofthetank.Recheckthe
oillevelaftertherstfewhoursofoperationandagain
aftertherstfullweekofoperation.
4.2 SETUP
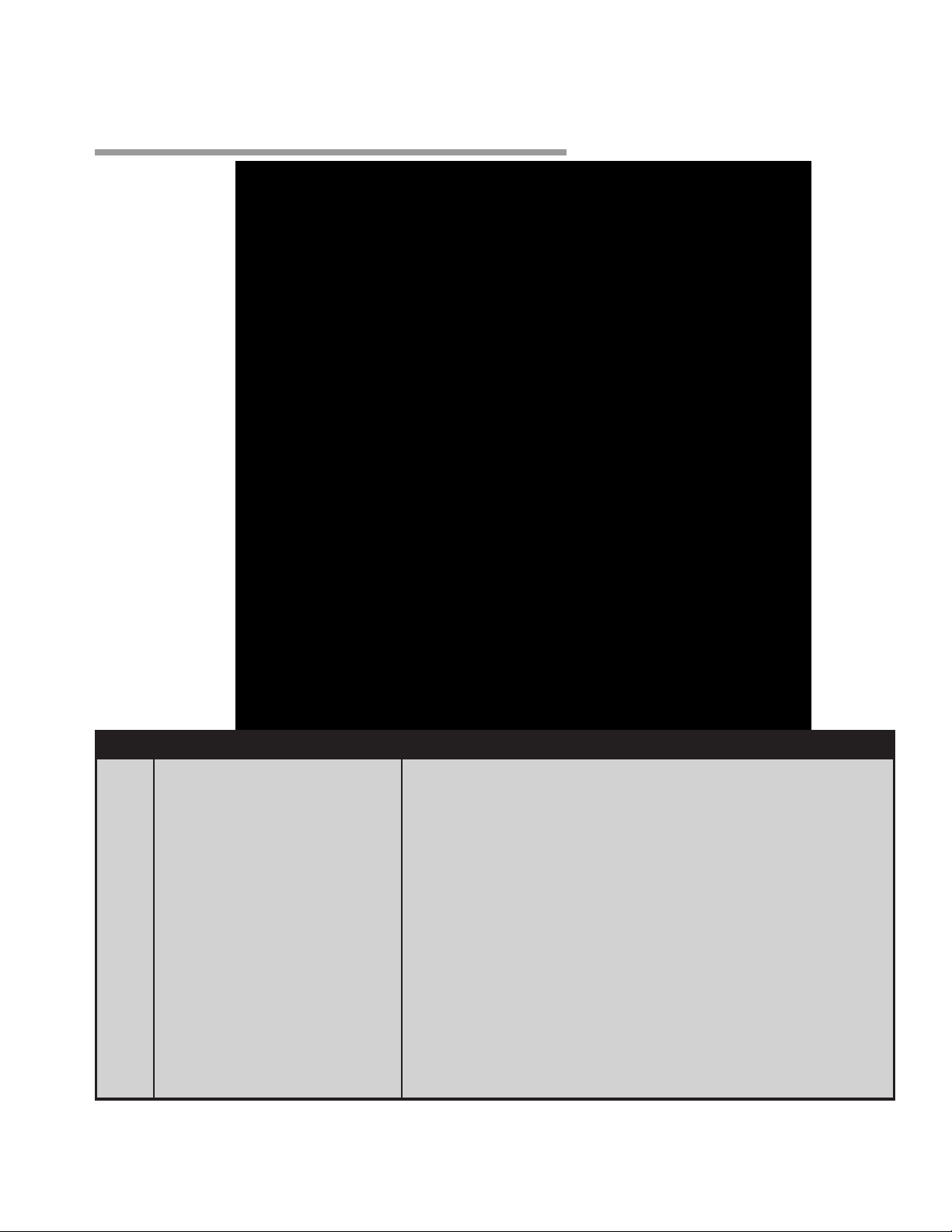
Item Description Function
A Forward Foot Pedal Will operate the machine in the clockwise direction.
B Reverse Foot Pedal Will operate the machine in the counterclockwise direction.
C Bender / PowerLink Switch * Switch between Bender mode and PowerLink mode.
D Emergency Stop Button Depress button to immediately stop the bender action.
E Push-To-Start Button Push this button to start the hydraulic pump motor.
F Power ON/OFF Switch For turning power on and o to bender.
G Remote Function Ports * For connecting to another machine.
H Auxiliary PowerLink Hookups * Male and female hydraulic hookups to power other machines.
I Lower Auto-Stop Bend Angle Scale A scale plate which can be set to stop the bend at preset degrees.
J Upper Bend Angle Indicator Indicates the bend angle the spindle is currently positioned.
K Upper Bend Angle Scale A scale plate used to indicate the current position bend angle.
L Main Spindle and Drive Pins For supporting and driving the forming die.
M Quick Release For pivoting counter die away from bend die to remove material quickly.
N Hydraulic Cylinders Supply the bending force to rotate the forming die.
O Hex Wrench Used for adjusting and tightening the slide plate.
5Product Identication
EDWARDS MANUFACTURING COMPANY • HPST2375 & HAT2375 ROTARY DRAW PIPE BENDERS | 8
* Model HPST2375 only
Model HPST2375 Shown
9| Chapter 6: Specications
Maximum Center Line Radius (CLR) 7”-8” (177.8mm - 203mm)*
Minimum Center Line Radius (CLR) 1/2” (12.7mm)*
Minimum OD 1/4” (6.35mm)
Mild Steel Pipe (Schedule 40) 2” (50.8mm)
Aluminum Pipe (Schedule 40) 2” (50.8mm)
Stainless Steel Pipe (Schedule 40) 1-1/2” (38.1mm)
Mild Steel Round Tube (Wall) 2-1/2 ” (1/8”) (63.5mm [3.175mm])
Aluminum Round Tube (Wall) 2-1/2” (5/32”) (63.5mm [3.96mm])
Stainless Steel Round Tube (Wall) 2-3/8” (1/8”) (60.325mm [3.175mm])
Chromolly Round Tube (Wall) 2” (1/8”) (50.8mm [3.175mm])
Mild Steel Solid Rod 1” (25.4mm)
Mild Steel Square Tube (Wall) 2” (1/8”) (50.8mm [3.175mm])
Power Supply 2 HP, 115VAC, 20A, 1PH, 60Hz
Motor 2HP, 120VAC, 18A, 1ph, 60Hz
Sound Level <70db
Product Dimensions (L x W x H) 55” x 25.5” x 45” (1397 x 648 x 1143mm)
Shipping Dimensions (L x W x H) 60” x 44” x 70” (1524 x 1117 x 1778mm)
Product Weight (Net) 596 lbs. (270kg)
Shipping Weight 696 lbs. (316kg)
* All capacities based on A53 grade A (mild steel) 48,000 psi tensile materials. Heavy wall and high tensile
materials may reduce machine capacity.
6Specications

7Electrical
AMP LENGTH
Rating 25ft 50ft 100ft
1-12 16 AWG 16 AWG 14 AWG
13-16 14 AWG 12 AWG 12 AWG
17-20 12 AWG 12 AWG 10 AWG
21-30 10 AWG 10 AWG No
EDWARDS MANUFACTURING COMPANY • HPST2375 & HAT2375 ROTARY DRAW PIPE BENDERS | 10
This machine operates on 120V electrical power.
Make sure the available electrical power is 120V.
Have any new circuits or outlets installed by a
certied electrician. Follow all local and national
codes and electrical guidelines when connecting
this machine to the power supply.
Make sure to connect this machine to a proper-
ly-grounded electrical outlet. If you are not sure,
have a qualied electrician check the receptacle.
Make sure the grounding wire (green) is properly
connected to avoid electric shock. Do not switch
the position of the green grounding wire if any
electrical plug wires are switched during hookup.
7.1 POWER SPECIFICATIONS
Your machine is 115 volts, 60hz alternating current.
Before connecting the machine to the power source,
make sure the power source is OFF.
Before switching on the power, you must check the
voltage and frequency of the power to see if they meet
with the requirement, the allowed range for the voltage
is ±5%, and for the frequency is ±1%.
Considerations
• Observe local electrical codes when connecting
the machine.
• The circuit should be protected with a time delay
fuse or circuit breaker with an amperage rating
slightly higher than the full load current of ma-
chine.
• A separate electrical circuit should be used for
your machines. Before connecting the motor to
the power line, make sure the switch is in the
“OFF” position and be sure that the electric cur-
rent is of the same characteristics as indicated
on the machine.
• All line connections should make good contact.
Running on low voltage will damage the motor.
• In the event of a malfunction or breakdown,
grounding provides a path of least resistance
for electric current to reduce the risk of electric
shock. This machine is equipped with an electric
cord having an equipment-grounding conductor
and a grounding plug. The plug must be plugged
into a matching outlet that is properly installed
and grounded in accordance with all local codes
and ordinances.
• Improper connection of the equipment-ground-
ing conductor can result in risk of electric shock.
The conductor with insulation having an outer
surface that is green with or without yellow
stripes is the equipment-grounding conductor.
If repair or replacement of the electric cord or
plug is necessary, do not connect the equip-
ment-grounding conductor to a live terminal.
• Checkwithaqualiedelectricianorserviceper-
sonnel if the grounding instructions are not com-
pletely understood, or if in doubt as to whether
the machine is properly grounded.
• Repair or replace damaged or worn cord imme-
diately.
7.2 EXTENSION CORD SAFETY
Extension cord should be in good condition and meet
the minimum wire gauge requirements listed below:
An undersized cord decreases line voltage, causing
loss of power and overheating. All cords should use a
ground wire and plug pin. Replace any damaged cords
immediately.
7.3 POWER CORD CONNECTION
1. Turn the main disconnect switch on the control pan-
el to the OFF position.
2. Unwrap the power cord and route the cord away
from the machine toward the power supply. Route
the power so it does NOT create a trip hazard.
3. Connect the power cord to the power supply and
check that the power cord has not been damaged
during installation.
4. When the machine is clear of any obstruction. The
main power switch may be turn ON to test the oper-
ation.
5. Turn the switch OFF when the machine is not in
operation.
11 | Chapter 8: Operation
8Operation
8.1 DRY RUNNING MACHINE
Before actually bending, several “dry runs” should be
performed. This will remove any trapped air from the
cylinders and hoses. Also, this will familiarize you with
the controls and functions of the machine. To do this,
follow the next steps.
1. Set the Auto-Stop (lower) Degree Dial to
200-degrees (see Section 8.5: Setting the Auto-Stop
Position).
2. With no material in the machine, press the Forward
Foot Pedal (see Chapter 5: Product Identication)
until the hydraulic cylinders are fully extend and
“deadheads”. Then press the reverse foot pedal
(see Chapter 5: Product Identication) until the hy-
draulic cylinders are fully retracted and “deadhead”
in the home position. The overload relief valve will
make a squealing noise when the cylinders “dead-
head”; this is normal and will not hurt the function of
the machine.
3. Repeat this sequence as many times as necessary
(usually 5-6 full cycles) to remove any trapped air
and to synchronize the cylinders.
4. The foot pedals have function to provide forward
and reverse operation. The pedals are spring-re-
lease and must be held in the forward or reverse
positions to move the cylinders.
Figure 8.1 - Auto-Stop Dial
8.2 DIE SELECTION AND
INSTALLATION
Before any bending can take place, the proper die set
must be chosen to match the material being bent.
Example: 1-1/2” diameter tubing requires a die set
marked 1-1/2” tube.
Damaged or worn tooling should be replaced be-
fore attempting to bend material. This will ensure
that bends are correct and provide a longer life to
machine components.
When handling large, heavy dies and/or material,
make sure it is properly lifted and supported.
Die and Counter Die Parts ID
A Hook Arm
B Bend Die
C Hold down Bolts
D Plastic Slide
E Counter Die Mount
F Bronze Counter Die Insert
G “0” Mark
H Spindle
I Die Drive Pins
J 1/2-13 Tapped holes for bolting down dies
K Center Pin
L Hitch Pin
M Positioning Bolts
Figure 8.2 - Die and Counter Die Parts ID
Always wear proper eye protection with side
shields, safety footwear, and leather gloves to
protect from burrs and sharp edges.
Keep hands and ngers clear of the dies and swing
arms. Stand to the front of the machine to avoid
getting hit with the material during the bending
process. When handling large heavy materials,
make sure they are properly supported.

Figure 8.3 - Die and Counter Die Parts ID
Note: Pipe and Tube are not the same, (see Table 1,
Chapter 13: Tables, Charts, & Diagrams) for nominal
pipe sizes. All EDWARDS dies are color-coded to avoid
confusion between pipe and tube (see Table 2, Chapter
13: Tables, Charts, & Diagrams).
1. To install the die, slip the die over the centering pin
until the three unequally spaced drive pins engage
the receiving holes formed in the die.
Note:Thediewillonlytoneway.
2. When the drive pins line up the die will drop all the
way down to the spindle.
3. Install and tighten the 1/2-13 socket head bolts
provided with the die. Tighten these bolts enough
toholdthediermlydowntothespindle.Approxi-
mately 30-40ft-lb. (40-54Nm).
4. To install the counter die, remove the hitch pin (L)
and insert the counter die in the opening in the
counter die mount until the 3/4” holes line up.
5. Now insert the hitch pin through all the holes, rein-
stall clip on the hitch pin with the engraved side of
the counter die facing up.
6. The counter die should be positioned approximately
1/8” (3mm) away from the die. This is accomplished
by a combination of the slide plate position and
changing between the two provided quick releases.
(see Table 4, Chapter 13: Tables, Charts, & Dia-
grams).
7. In combination, install the recommended quick
release (silver [shown] or gold) and then position the
slide plate in the recommended holes.
8. Tighten the two socket head bolts (M) to 200ft-lb.
(271Nm).
The two M20 x 2.5 bolts hold the slide plate
mechanism in place against the force generated
during bending.
Incorrect Counter Die Positions
Figure 8.4 - Incorrect: Too Far
Away From Die
Figure 8.5 - Incorrect: Touching
Die
Correct Counter Die Position
Figure 8.6 - Correct: Approximately 1/8” (3mm) Away
Be sure the long end of the counter die points away
from the hook arm or to the right of the machine.
EDWARDS MANUFACTURING COMPANY • HPST2375 & HAT2375 ROTARY DRAW PIPE BENDERS | 12
Failure to properly bolt down die will result in
damage to machine and tooling. Bending material
greater than capacity will damage the machine.
These conditions are not covered under warranty.

13 | Chapter 8: Operation
8.3 INSERTING MATERIAL
1. Once the die set is properly installed, the material
that matches the die can be inserted (Example:
1-1/4” tube would go into a die mark D-1250T-R***).
2. Open the counter die quick release assembly and
insert the material past the hook arm. The start of
bend mark is engraved with an “0” on the top of the
die. Once the material is placed properly, the count-
er die slide block assembly can be tightened.
Important: Liberally apply lubricant along the
Counter Die and the 1/2 of the material that con-
tacts the counter die (A) with a WD-40-style lubri-
cant or equivalent. Do not lubricate the bending die.
Lubricating the bending die will encourage slipping
of material in the bending die.
3. Rotate the quick release counter die assembly until
itrmlystopsagainstitsstopbolt.Insomecases,
usually with pipe, the quick release will not close
all the way. This is ok, as the forward foot pedal is
activated the material will force its way into the die
and bend properly.
Figure 8.7 - Applying Lubricant
8.4 BENDING USING MAIN (TOP)
DEGREE DIAL
1. After the material is installed, bending can take
place.
2. Turn on the power switch
3. Keep hands away from the bending zone.
4. Press the Forward (right) Foot Pedal to rotate the
die forward. Keeping the Forward Foot Pedal acti-
vated, visually watch the Main Degree Dial (A). Hold
until the desired degree is displayed, bumping along
as needed. The material will need to be bent past
desired degree as all material has some “spring-
back”. This varies by material and can even vary
between the same grades of material.
5. If the bend requires more degrees. Increase the de-
grees by further activating the Forward Foot Pedal.
This allows the operator to gradually reach a bend
angleontherstsetuppiece.
6. To determine the amount of spring-back for a
certain material, it is necessary to bend a sample
piece. Using a framing square, bend a piece of
material until a perfect 90° bend is achieved. At that
point, document the Main Degree Dial position (A).
For example, to achieve a 90° bend on the piece
pictured, 105 degrees was the total bend amount
or 15-degrees of spring-back. Now you can add
15-degrees to any nominal bend angle to achieve
accurate results for this material.
Figure 8.8 - Main (top) Degree Dial
Figure 8.9 - Auto-Stop Knob
Figure 8.10 - Auto-Stop Setting
8.5 SETTING THE AUTO-STOP
POSITION
The cylinders must be fully retracted and the Main
(top) Degree Dial must read “0” deg before setting the
Auto-Stop (lower) Degree Dial.
Note: Do not adjust the micro switch mounting brack-
et; this is preset from the factory. Use only the black
Auto-Stop Adjusting Knob (A, Figure 8.9) to adjust the
dial.
1. Method #1: Using the Auto-Stop (lower) Degree
Dial, set the lower pointer to the desired degrees by
loosening the Auto-Stop Adjusting Knob (A, Figure
8.9) and rotating the Auto-Stop degree Dial until the
desired bend angle plus spring-back is displayed
(B, Figure 8.10).
Example: 91-degree = 86-degree bend + 5-degrees
of spring-back.
2. Method #2: You can set the Auto-Stop (lower)
Degree Dial after a bend is complete also.
Example: Bend a piece of material to a desired an-
gle using the Main (top) Degree Dial only. Once you
areatthenalbendposition,stopwiththematerial
still in the machine. Loosen the Auto-Stop Adjust-
ing Knob (A, Figure 8.9) and rotate the Auto-Stop
degree Dial to “0” degrees (B, Figure 8.10). You will
feeladenite“click”latchingthedialinposition;
this is the spring-loaded micro switch (C, Figure 8.9)
holding the dial in position.
3. If the Auto-Stop Degree Dial is set and the desired
angle is more or less degrees than planned / calcu-
lated for, simply advance or retard the Auto-Stop
Degree Dial to compensate for the difference.
EDWARDS MANUFACTURING COMPANY • HPST2375 & HAT2375 ROTARY DRAW PIPE BENDERS | 14

15 | Chapter 8: Operation
8.6 MATERIAL REMOVAL
1. After reaching the desired angle, the material needs
to be removed.
2. Press the reverse (left) foot pedal. Both the die and
the counter die will retract simultaneously. Run in
reverse until all bending pressure is released from
the bend.
3. Activate the quick release counter die lever (A, Fig-
ure 8.11) and completely remove the material.
4. After the material is safely removed, press the re-
verse (left) foot pedal keeping hands clear until both
cylinders fully retract.
5. The machine is now at the “home” position and can
be reloaded for the next bend.
6. Repeat previous steps.
Figure 8.11 - Quick Release Counter Die Lever
8.7 LIMITATIONS
Material Insertion Limitations
• Figure 8.12 shows the recommended minimum /
correct amount of material remaining to be fully
supported in plastic slide after performing the bend.
• Figure 8.12 shows the maximum amount the materi-
al can be pulled through the Counter Die. Pulling the
material further than shown into the counter die will
destroy the plastic slide.
• Figure 8.13 shows the material pulled too far into
the counter-die. This will damage the plastic slide
on the counter-die.
• Figure 8.14 shows bending material with an existing
bend. In this photo, there is not enough material to
complete a 90-degree bend. This bend will damage
the dies. Extreme care must be taken when bend-
ing material with an existing bend. There must be
enough straight material to complete the bend. If
there is not enough material, the bent part of the
material will crash into the counter die and damage
the machine and tooling.
Figure 8.12 - Correct, Recommended Minimum
Figure 8.13 - Incorrect, Material Pulled In Too Far
Figure 8.14 - Bending Material with Existing Bend
Positioning the material in this fashion will cause
damage to your tooling and machine. Do not pull
bent material into the counter die. Make sure you
have enough straight material on the draw side of
the material to create your bend.

Bending More Than 180-Degrees
This machine is set up to make maximum bends of
180-degrees. The machine is capable of making bends
beyond 180-degrees but you must contact EDWARDS
about your application.
This also requires special tooling to allow the removal
of the bent part. If standard tooling is used, the material
will be locked onto the die.
8.8 UNDERSTANDING SPRING-BACK
Spring-backcanbedifculttounderstand.Asmate-
rial is bent, the material’s yield strength resists being
formed.Asanaldegreeisreached,themachinewill
have enough power to hold the bend at a set degree,
but as the machine pressure is released, the material’s
built-in resistance causes it to “springs back”.
Spring-back will vary with every size, type, and wall
thickness. Therefore it will never be consistent from size
to size.
The best way to determine material spring-back is to
do sample bends to 90 degrees until a perfect 90 is
obtained.
• At that point document the actual machine degree
setting.
• Full manual mode is the best method to do these
tests.
• Use the overbend amount and enter that value into
thespring-backeld.
8.9 MATERIAL SELECTION
When selecting material, keep these instructions in
mind:
• Material must be clean and dry (without oil).
• Material should have a smooth surface so it pro-
cesses easily.
• Dimensional properties of material must be consis-
tent and not exceed the machine capacity values.
• Chemical structure of material must be consistent.
• Buycerticatedsteelfromthesamevendorwhen
possible.
Material Layout
In order to create accurate parts, you will have to lay
outthematerialinatform.Firstyouwillneedtode-
termine how much material is used per degree of bend.
Use the multiplier table on Table 3, Chapter 13: Tables,
Charts, & Diagrams to determine the arc lengths for the
die in use. Or use the following formula:
Alternate Arc Length Formula
Example:
6.0 CLR x 2 = 12 12 x 3.14 = 37.699
37.699/360 = 0.1047” per degree
0.1047 x 90 degrees = 9.425” of material used for a
90-degree bend.
Once the arc lengths are determined, you can begin
layout of the material using Figure 8.15 as a reference.
• Example #1 shows a simple part bent on the same
plane in the same direction.
• Example #2 shows bending based off of a center-
line in two directions.
• For symmetrical bends, centerline bending is easi-
est.
• Another way to layout material is to draw them in
a 2D computer software program like Auto Cad.
There are many free programs for download. In a 2D
program, you will draw the parts centerline only with
corresponding CLR’s. Then you will be able to list
individual segments of the bent part. This data can
be directly entered into the control.
• Another program available is BEND-TECH, which
isaprogramspecicallydesignedfortubebend-
ing and will give you all the required data to make
a part. This software is available from EDWARDS
Manufacturing Company.
• Bending with a rotary draw bender required deter-
mining the start of bend point, which will line up
with the “0” mark on the die. The portion of the tube
towards the hook arm will be locked to the die. The
portion of the tube towards the counter die is the
draw side and will slide along the counter die and
conform to the die shape/radius.
EDWARDS MANUFACTURING COMPANY • HPST2375 & HAT2375 ROTARY DRAW PIPE BENDERS | 16
17 | Chapter 8: Operation
Figure 8.15 - Quick Release Counter Die Lever
Example 1
Example 2
This manual suits for next models
2
Table of contents
Other Edwards Power Tools manuals






Popular Power Tools manuals by other brands

Stanley
Stanley BR37 user manual

Erbauer
Erbauer ER2100 Original instructions

Bomag
Bomag BPH 80/65 Operating instructions, maintenance instructions

Greenlee
Greenlee Tugger 640 Operation, service and parts instruction manual

Black & Decker
Black & Decker JS700 instruction manual

EINHELL
EINHELL 45.136.60 operating instructions











