SICHERHEITSVORSCHRIFTEN
In dieser Betriebsanleitung erscheinen folgende Pikto-
gramme:
Verweist auf Verletzungsgefahr, Gefahr für Leben
und mögliche Beschädigung der Maschine, falls die
Anweisungen in dieser Betriebsanleitung nicht befolgt wer-
den.
Deutet das Vorhandensein elektrischer Spannung
an.
Lesen Sie diese Betriebsanleitung aufmerksam, bevor Sie
die Maschine in Betrieb nehmen. Machen Sie sich vertr-
aut mit der Funktionsweise und der Bedienung. Warten
Sie die Maschine entsprechend den Anweisungen, damit
sie immer einwandfrei funktioniert. Die Betriebsanlei-
tung und die dazugehörende Dokumentation müssen in
derNähe der Maschineaufbewahrt werden.
Bei der Verwendung von elektrischen Maschinen
sollten Sie immer die einschlägigen nationalen
Sicherheitsvorschriften befolgen um das Risiko auf
Feuer, elektrische Schläge und persönliche Verlet-
zung zu reduzieren. Lesen Sie die nachstehenden
Sicherheitsvorschriften sowie die beigefügten
Sicherheitsanweisungen.
Diese Anweisungen sollten an einem sicheren Ort
aufbewahrtbleiben.
SPEZIELLESICHERHEITSVORSCHRIFTEN
•Bogenschweißen erzeugt Funken, geschmolzene
Metallteile und Rauch, achten Sie darauf das keine
brandbare Gegenstände sich in der Nähe des
Arbeitsplatzesbefinden.
•Überzeugen Sie sich, daß ausreichend Luftzufuhr zur
Verfügungsteht.
•Schweißen Sie nicht auf Behältern. Gefäßen oder
Rohren, die brennbare Flußigkeiten oder Gase ent-
haltenhaben (Gefahr vonEmission toxischer Gase).
•Vergewissen Sie sich daß das Gerät richtig an das
Netzkabel angeschloßen ist. Jeder Elektroschock
kannmöglicherweise tödlich sein.
•Vermeiden sie jede Spannung des Netzkabels. Stec-
ken Sie das Gerät aus, bevor Sie es andernorts auf-
stellenwollen.
•Achten Sie auf den Zustand der Schweißkabel der
Elektrodenzange sowie der Erdungsklemmen.
Abnützungen an der Isolierung und an den stromfüh-
rende Teilen können eine gefährliche Situation her-
vorrufen und die Qualität der Schweißarbeit min-
dern.
•Vermeiden Sie jeden direkten Kontakt mit dem Sch-
weißkreislauf; die Leerspannung die zwischen Elek-
trodenzange und Erdungsklemme auftritt kann
gefährlichsein.
•Verwenden Sie das Gerät nicht in feuchter oder
naßerUmgebung oder inRegen.
•Schützen sie die Augen mit dafür bestimmten Schutz-
brillen,die Sie aufder beigelegten Maskebefestigen.
•Verwenden Sie Handschuhe und trockene Schutz-
kleidung,die frei vonÖl und Fettist.
•Wenn Sie die Schweißraupe mit einen Pickhammer
entfernen, benützen Sie in jeden Fall eine Schutzbrille
undHandschuhe gegen dieheiße Stücke.
•Um die Haut nicht der ultravioletten Strahlung des
Bogens auszusetzen müssen Sie Schutzkleidung
benützen.
•Dieses Gerät ist gegen Thermischer Überladung
durch eine automatische Schutzeinrichtung (Ther-
mostat mit automatischer Wiederaufnahme)
geschützt. Die Schutzvorrichtung unterbricht den
Stromkreis. Nach einigen Minuten der Abkühlung
wird das Gerät wieder aktiviert. Das Gerät ist für
weiterArbeiten bereit.
•Das Werkstuck kann sich Verformen während das
abkühlen.Achten Sie darauf.
DASGERÄT SOFORT AUSSCHALTENBEI:
•Störung im Netzstecker, dem Netzkabel oder
Schnurbeschädigung.
•DefekterSchalter.
•Rauchoder Gestank verschmorterIsolation.
NICHT ERFOLGEN DER SICHERHEITSVOR-
SCHRIFTEN HAT EINSCHRENKUNG DER
GARANTIEBEDINGUNGENZUFOLGE!
ELEKTRISCHESICHERHEIT
Überprüfen Sie immer, ob Ihre Netzspannung der
des Typenschilds entspricht.
Austauschenvon Kabeln oderSteckern
Entsorgen Sie alte Kabel oder Stecker, unmittelbar nach-
dem Sie durch neue ersetzt sind. Das Anschließen eines
Steckers eines losen Kabels an eine Steckdose ist gefähr-
lich.
Daß Gerät muß von zwei Leitern gespeist werden und
miteinem dritten Leiter der ausschließlich für die Erdung
(PE) zuständig ist versehen sein. Dieser Leiter ist
gelb/grün. Suchen Sie sich eine Netzsteckdose die mit
einer Sicherung oder einem automatischen Unterbre-
cher abgesichert ist. Das vorgesehene Erdungsende muß
mit dem Erdungsnetz des Stromnetzes verbunden wer-
den.
Benützen Sie Sicherungen von minimal 16 Ampère Lang-
sam
Verwendungvon Verlängerungskabeln
Benutzen Sie nur ein genehmigtes Verlängerungskabel,
das der Maschinenleistung entspricht. Die Ader müssen
einen Mindestquerschnitt von 1,5 mm2haben. Befindet
das Kabel sich auf einem Haspel. muß es völlig abgerollt
werden.
8Ferm
èÖêÖÑ çÄóÄãéå
ùëäèãìÄíÄñàà
ÇõèéãçÖçàÖ ëÇÄêäà
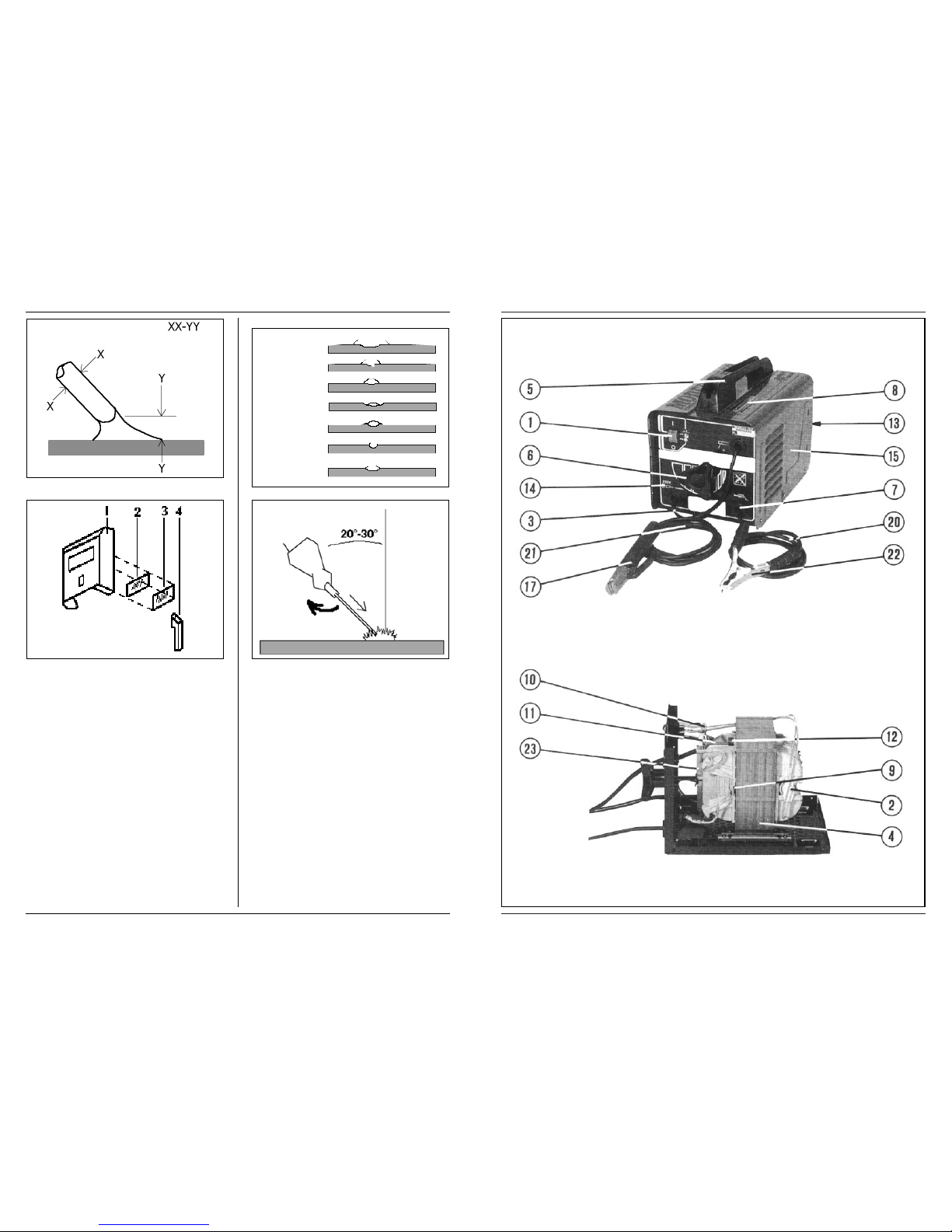
êËÒ.A
èÓÒΠ‚˚ÔÓÎÌÂÌËfl ‚ÒÂı ˝ÎÂÍÚ˘ÂÒÍËı
ÔÓ‰ÒÓ‰ËÌÂÌËÈ ÒÂÚË Ë Ò‚‡Ó˜ÌÓ„Ó ÍÓÌÚÛ‡
ÔÓËÁ‚Ó‰ËÚ ҂‡ÍÛ ÒÎÂ‰Û˛˘ËÏ Ó·‡ÁÓÏ. ÑÛ„Ó‚‡fl
˝ÎÂÍÚÓÒ‚‡Í‡ Ò ÔÓÏÓ˘¸˛ ˝ÎÂÍÚÓÒ‚‡Ó˜ÌÓ„Ó
‡ÔÔ‡‡Ú‡ - ˝ÚÓ ÏÂÚÓ‰ Ò‚‡ÍË, ÔË ÍÓÚÓÓÏ
ËÒÚÓ˜ÌËÍÓÏ ÚÂÔ· fl‚ÎflÂÚÒfl ‰Û„‡. ùÚ‡ ‰Û„‡ ‚ÓÁÌË͇ÂÚ
ÏÂÊ‰Û ˝ÎÂÍÚÓ‰ÓÏ Ë Ò‚‡Ë‚‡ÂÏÓÈ ‰Âڇθ˛.
èËϘ‡ÌËÂ: è‰ Ò‚‡ÍÓÈ ÒÎÓÊÌ˚ı ¯‚Ó‚
‚˚ÔÓÎÌËÚ ÔÓ·ÌÛ˛ Ò‚‡ÍÛ. íÓθÍÓ Ô‡ÍÚË͇
ÔÓÁ‚ÓÎËÚ ‚‡Ï ÔÓÎÛ˜‡Ú¸ ‡ÍÍÛ‡ÚÌ˚Â Ë ÔÓ˜Ì˚ ¯‚˚.
íÂÏÔ‡ÚÛ‡ ‰Û„Ë ÒÓÒÚ‡‚ÎflÂÚ 4000° ë Ë ÔË‚Ó‰ËÚ Í
‡ÒÔ·‚ÎÂÌ˲ ˝ÎÂÍÚÓ‰‡ Ë Ò‚‡Ë‚‡ÂÏÓÈ ‰ÂÚ‡ÎË. ÖÒÎË
‰Û„‡ ÔÓ‰‰ÂÊË‚‡ÂÚÒfl, ˝ÎÂÍÚÓ‰ Ô·‚ËÚÒfl Ë ‰‡ÂÚ
χÚÂˇΠ‰Îfl ÒÓ‰ËÌÂÌËfl.
ê‡ÒÒÚÓflÌË ÏÂÊ‰Û ˝ÎÂÍÚÓ‰ÓÏ Ë ‰Âڇθ˛ ‰ÓÎÊÌÓ
·˚Ú¸ ÓÚ 1,5 ‰Ó 4,0 ÏÏ ‚ Á‡‚ËÒËÏÓÒÚË ÓÚ ‰Ë‡ÏÂÚ‡ Ë
χÚ¡· ˝ÎÂÍÚÓ‰‡. çÂÓ·ıÓ‰ËÏ˚È Ò‚‡Ó˜Ì˚È ÚÓÍ
ÔÓ‰‡ÂÚÒfl Ò‚‡Ó˜Ì˚Ï ‡ÔÔ‡‡ÚÓÏ. çÂÓ·ıÓ‰Ëχfl
ÏÓ˘ÌÓÒÚ¸ Ò‚‡Ó˜ÌÓ„Ó ‡ÔÔ‡‡Ú‡ Á‡‚ËÒËÚ ÓÚ
‚˚ÔÓÎÌflÂÏ˚ı ÒÓ‰ËÌÂÌËÈ.
ùãÖäíêéÑõ
ùÎÂÍÚÓ‰ ÒÓÒÚÓËÚ ËÁ ÏÂÚ‡Î΢ÂÒÍÓ„Ó ÒÚÂÊÌfl Ë
ÔÓÍ˚ÚËfl. èÓÍ˚ÚË ˜‡ÒÚ˘ÌÓ ÒÓÒÚÓËÚ ËÁ
ÏÂÚ‡Î΢ÂÒÍÓÈ Ô˚ÎË. èË Ò‚‡Í ÔÓÍ˚ÚË Ô·‚ËÚÒfl
Ë ËÒÔ‡flÂÚÒfl. é·‡ÁÛ˛˘ËÈÒfl „‡Á ÓÍÛʇÂÚ ÁÓÌÛ
Ò‚‡ÍË, Á‡˘Ë˘‡fl ‡ÒÔ·‚ÎÂÌÌ˚È ÏÂÚ‡ÎÎ ÓÚ ÍËÒÎÓÓ‰‡
‚ÓÁ‰Ûı‡. ó‡ÒÚ¸ ÍÓÏÔÓÌÂÌÚÓ‚ ÔÓÍ˚ÚËfl ˝ÎÂÍÚÓ‰‡
Ô·‚‡˛Ú ̇ ÔÓ‚ÂıÌÓÒÚË ‡ÒÔ·‚ÎÂÌÌÓ„Ó ÏÂڇη
(ÓÌË Î„˜Â „Ó) Ë Á‡˘Ë˘‡˛Ú ÏÂÚ‡ÎÎ ‚ ÔÓˆÂÒÒÂ
Óı·ʉÂÌËfl. èÓÒΠÓı·ʉÂÌËfl ˝ÚÓÚ ¯Î‡Í ΄ÍÓ
Û‰‡ÎflÂÚÒfl ÏÓÎÓÚÍÓÏ ËÎË ÔÓ‚ÓÎÓ˜ÌÓÈ ˘ÂÚÍÓÈ. çÂ
‰ÓÔÛÒ͇ÈÚ ÔÓÔ‡‰‡ÌËfl ˜‡ÒÚ˘ÂÍ ÔÓÍ˚ÚËfl ˝ÎÂÍÚÓ‰‡
‚ ÏÂÚ‡ÎÎ ¯‚‡. ùÚÓ ÛıÛ‰¯‡ÂÚ Ì‡‰ÂÊÌÓÒÚ¸ ÒÓ‰ËÌÂÌËfl.
é·‡˘‡ÈÚÂÒ¸ Ò ˝ÎÂÍÚÓ‰‡ÏË ÓÒÚÓÓÊÌÓ.
èÓÍ˚ÚË ˝ÎÂÍÚÓ‰‡ ÏÓÊÂÚ ·˚Ú¸ ΄ÍÓ
ÔÓ‚ÂʉÂÌÓ, ˜ÚÓ ˜ÂÁ‚˚˜‡ÈÌÓ Á‡ÚÛ‰ÌËÚ Ò‚‡ÍÛ.
ï‡ÌËÚ ˝ÎÂÍÚÓ‰˚ ‚ ÒÛıÓÏ ÔÓı·‰ÌÓÏ ÏÂÒÚÂ.
Ç˚·Ó ˝ÎÂÍÚÓ‰Ó‚
ÑÎfl ͇˜ÂÒÚ‚‡ ÒÓ‰ËÌÂÌËfl ‚‡ÊÂÌ Ô‡‚ËθÌ˚È ÔÓ‰·Ó
˝ÎÂÍÚÓ‰Ó‚. èË ‚˚·Ó ˝ÎÂÍÚÓ‰Ó‚ ËÏÂÂÚ Á̇˜ÂÌËÂ
ÔÓÎÓÊÂÌË ¯‚‡, ̇ÔËÏÂ, ‚ÂıÌÂÂ. é·˚˜Ì˚Â
˝ÎÂÍÚÓ‰˚ Ó·ÂÒÔ˜˂‡˛Ú ‚˚ÔÓÎÌÂÌË ·Óθ¯ËÌÒÚ‚‡
Ò‚‡Ó˜Ì˚ı ‡·ÓÚ.
ëÛ˘ÂÒÚ‚Û˛Ú ÚË ÚËÔ‡ ˝ÎÂÍÚÓ‰Ó‚:
1. Å˚ÒÚÓ„Ó Á‡Ú‚‰‚‡ÌËfl
èÓÍ˚ÚË ‚Íβ˜‡ÂÚ ·Óθ¯ÓÈ ÔÓˆÂÌÚ
Ó„‡Ì˘ÂÒÍÓ„Ó Ï‡Ú¡·, ˜ÚÓ Ó·ÂÒÔ˜˂‡ÂÚ
ıÓÓ¯Û˛ „‡ÁÓ‚Û˛ Á‡˘ËÚÛ. åÓ„ÛÚ ÔËÏÂÌflÚ¸Òfl
‰Îfl ‚ÒÂı ‚ˉӂ ÔÓÎÓÊÂÌËÈ, ÓÒÓ·ÂÌÌÓ ‰Îfl
‚ÂÚË͇θÌ˚ı, Ë‰Û˘Ëı ‚ÌËÁ ÒÓ‰ËÌÂÌËÈ.
2. ë‰ÌÂ„Ó Á‡Ú‚‰‚‡ÌËfl
èÓÍ˚ÚË ‚Íβ˜‡ÂÚ ·Óθ¯ÓÈ ÔÓˆÂÌÚ
Ó„‡Ì˘ÂÒÍÓ„Ó Ï‡Ú¡·. ïÓÓ¯‡fl
Ò‚‡Ë‚‡ÂÏÓÒÚ¸ ÔË ‚ÒÂı ÔÓÎÓÊÂÌËflı ¯‚‡, Á‡
ËÒÍβ˜ÂÌËÂÏ ‚ÂÚË͇θÌ˚ı, ̇ԇ‚ÎÂÌÌ˚ı ‚ÌËÁ
ÒÓ‰ËÌÂÌËÈ. ùÎÂÍÚÓ‰˚ ˝ÙÙÂÍÚË‚Ì˚ ‰Îfl
‚ÂÚË͇θÌ˚ı, ̇ԇ‚ÎÂÌÌ˚ı ‚‚Âı ÒÓ‰ËÌÂÌËÈ.
3. å‰ÎÂÌÌÓ„Ó Á‡Ú‚‰‚‡ÌËfl
èÓÍ˚ÚË ÚÓ΢Â, ˜ÂÏ Ô‰˚‰Û˘Ë ‰‚‡, Ë
ÒÓ‰ÂÊËÚ ÏÂ̸¯Â Ó„‡Ì˘ÂÒÍÓ„Ó Ï‡Ú¡·.
чÂÚ ÚÓÎÒÚ˚È ÒÎÓÈ ÔÎÓÚÌÓ„Ó ¯Î‡Í‡. LJÌÌӘ͇
‡ÒÔ·‚ÎÂÌÌÓ„Ó ÏÂڇη ËÏÂÂÚ Ó˜Â̸ Ì·Óθ¯Û˛
„ÎÛ·ËÌÛ. èÂËÏÛ˘ÂÒÚ‚ÂÌÌÓ ‰Îfl „ÓËÁÓÌڇθÌ˚ı
ÒÓ‰ËÌÂÌËÈ.
ÑÎfl Ò‚‡ÍË ‡Î˛ÏËÌËfl Ë ÌÂʇ‚²˘ÂÈ ÒÚ‡ÎË
ÒÛ˘ÂÒÚ‚Û˛Ú ÒÔˆˇθÌ˚ ˝ÎÂÍÚÓ‰˚.
èÓÍÓÌÒÛθÚËÛÈÚÂÒ¸ Û ÏÂÒÚÌÓ„Ó ‰Ë· Ferm.
êÄÅéóàÖ èéäÄáÄíÖãà
ꇷӘË ÔÓ͇Á‡ÚÂÎË ‰‡ÌÌÓ„Ó Ò‚‡Ó˜ÌÓ„Ó ‡ÔÔ‡‡Ú‡
ÏÓ„ÛÚ ·˚Ú¸ ‚˚‡ÊÂÌ˚ ˜ÂÂÁ ÍÓ΢ÂÒÚ‚Ó ˝ÎÂÍÚÓ‰Ó‚:
nc Ë nh.
nc: ÍÓ΢ÂÒÚ‚Ó ˝ÎÂÍÚÓ‰Ó‚, ÍÓÚÓÓ ÏÓÊÂÚ ·˚Ú¸
ËÒÔÓθÁÓ‚‡ÌÓ Ò ÏÓÏÂÌÚ‡, ÍÓ„‰‡ ‡ÔÔ‡‡Ú ËÏÂÂÚ
ÍÓÏ̇ÚÌÛ˛ ÚÂÏÔ‡ÚÛÛ ‰Ó ÏÓÏÂÌÚ‡ ‚Íβ˜ÂÌËfl
ÚÂÏÓÒÚ‡Ú‡.
nh: ëêÖÑçÖÖ áçÄóÖçàÖ ÍÓ΢ÂÒÚ‚‡ ˝ÎÂÍÚÓ‰Ó‚,
ÍÓÚÓÓ ÏÓÊÂÚ ·˚Ú¸ ËÒ‡ÒıÓ‰Ó‚‡ÌÓ ÏÂʉÛ
ÔÓ‚ÚÓÌ˚Ï ÔÛÒÍÓÏ Ë ‚Íβ˜ÂÌËÂÏ ÚÂÏÓÒÚ‡Ú‡ ‚
Ú˜ÂÌË ÔÂ‚Ó„Ó ˜‡Ò‡ ‡·ÓÚ˚.
ëÇÄêéóçõâ íéä
íÓÍ ÔÓ‚˚¯‡ÂÚÒfl ÔË ÔÓ‚ÓÓÚ „ÛÎflÚÓ‡ ÔÓ
˜‡ÒÓ‚ÓÈ ÒÚÂÎÍÂ. íÓÍ ÛÏÂ̸¯‡ÂÚÒfl ÔË ÔÓ‚ÓÓÚÂ
„ÛÎflÚÓ‡ ÔÓÚË‚ ˜‡ÒÓ‚ÓÈ ÒÚÂÎÍË. á̇˜ÂÌË ÒËÎ˚
ÚÓ͇ (I2) ÏÓÊÌÓ Ò˜ËÚ‡Ú¸ Ò „‡‰ÛËÓ‚‡ÌÌÓÈ ¯Í‡Î˚ ̇
‚ÂıÌÂÈ Ô‡ÌÂÎË. éÌÓ ÒÓÓÚ‚ÂÚÒÚ‚ÛÂÚ Ì‡ÔflÊÂÌ˲
‰Û„Ë (U2) Òӄ·ÒÌÓ Û‡‚ÌÂÌ˲ U2(V)=18 + 0,04 x I2
(EN 50060). èË ËÒÔÓθÁÓ‚‡ÌËË ˜ÂÁÏÂÌÓ ‰ÎËÌÌÓ„Ó
Û‰ÎËÌËÚÂθÌÓ„Ó Í‡·ÂÎfl ÚÓÍ ÒÛ˘ÂÒÚ‚ÂÌÌÓ ÒÌËʇÂÚÒfl.
í·ÛÂÏ˚È ÚÓÍ Ú‡ÍÊ Á‡‚ËÒËÚ ÓÚ ÙËÁ˘ÂÒÍÓ„Ó
‡Áχ ËÁ‰ÂÎËfl. ç·Óθ¯Ë ‰ÂÚ‡ÎË ÚÂ·Û˛Ú
ÏÂ̸¯Â„Ó ÚÓ͇.
íÓ΢Ë̇ ëÚÂÊÂ̸ 낇ӘÌ˚È
˝ÎÂÍÚÓ‰‡
‰ÂÚ‡ÎË Ò˜ÂÌË (ÏÏ2) ÚÓÍ (A)
2-3 2 45-65
4-5 2,5 70-95
6-7 3,25 90-130
8-12 4 130-160
퇷Îˈ‡ 1
Ferm 41