Fire Pants Fabrication Kelpie V1.2 Manual


2
TABLE OF CONTENTS
SECTION DESCRIPTION PAGE
1 Introduction 3
2 Specifications 3
3 Unpacking 4
4 Setting Up 5
3
1. INTRODUCTION
The Kelpie, named after the quintessential Australian working dog.
Known for being fast, reliable, and working hard all day, this forge is no
different.
With a bolt together ‘flat packed’ design, they are easy to assemble with
no welding required (but is recommended to retain the burner).
Features include:
Multiple burner configurations available.
No risk of breathing fibres from ceramic blanket insulation.
Through design to allow long work to be heated easily.
Multiple forges can be joined together if a longer forge is
required.
Allowance for extended sliding work holder for extra-long
support.
Re-lining is quick and easy,
Rated for 1400°c continuous.
Australian Designed and Built.
NOTE: PLEASE DO NOT OPERATE THE KELPIE FORGE UNTIL YOU HAVE
READ THESE INSTRUCTIONS AND ARE FAMILIAR WITH ITS CONTROLS.
THE KELPIE FORGE IS INTENDED FOR USE ONLY BY TRAINED
PERSONNEL.
ENSURE ALL BURNERS AND GAS COMPONENTS ARE COMPLIANT WITH
LOCAL STANDARDS, AND ARE APPROVED FOR USE. ALL FITTINGS AND
HOSES SHOULD BE TESTED BEFORE, DURING, AND AFTER EACH USE. DO
NOT USE IF THE EQUIPMENT IS NOT IN GOOD WORKING ORDER, OR YOU
ARE NOT FIT FOR WORK.
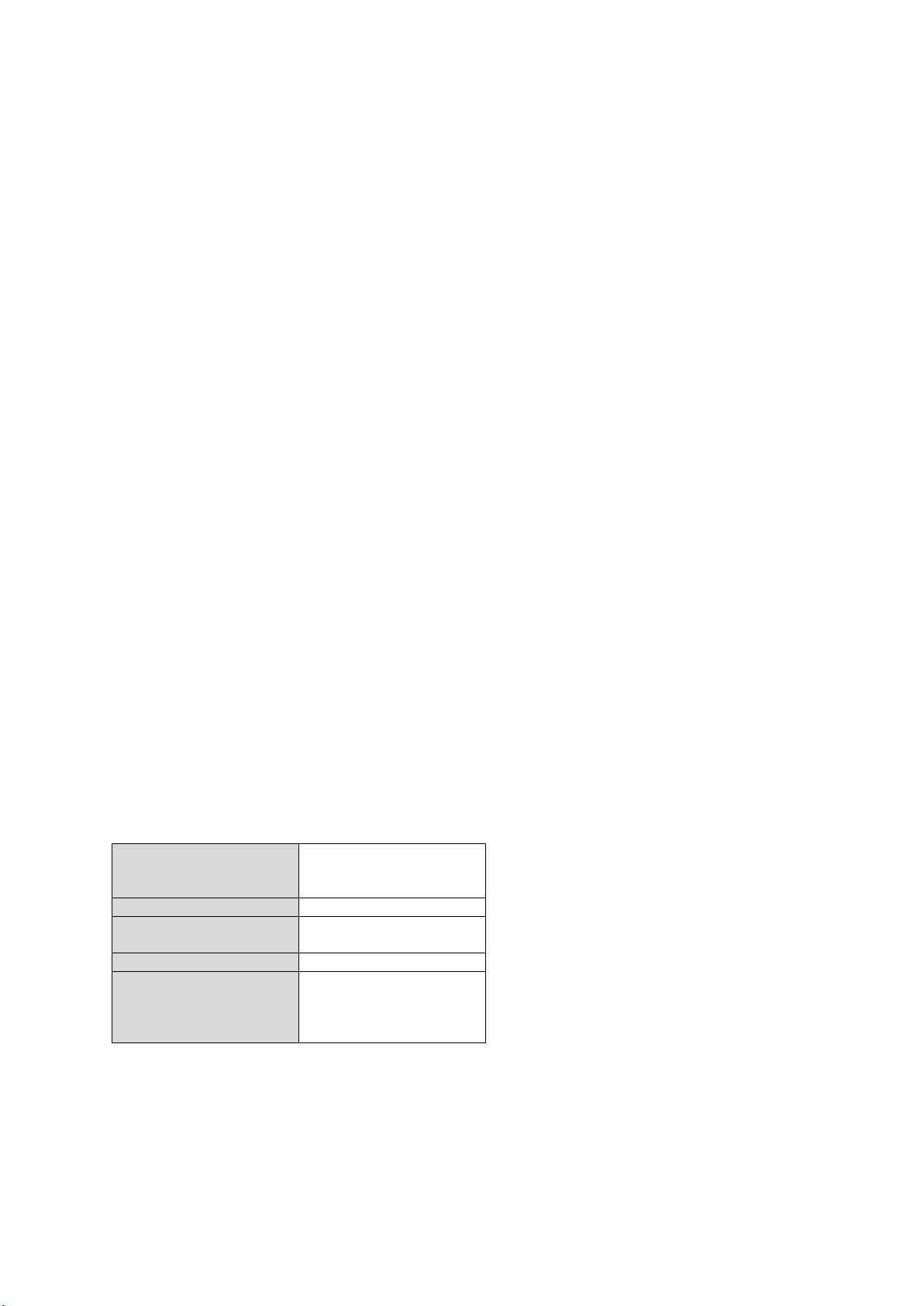
2. SPECIFICATIONS
Dimension of
forge (without
work rest/burner)
230 x 238 x 315
(LxWxH)
Weight
Approx. 25kg
Electrical
Specifications
N/A
Internal volume
2117cc / 129 CI
Environment
Must be used in
ventilated area.
Do not expose to
water.

4
3. UNPACKING
Carefully inspect the exterior of the packing box. Any visible damage
should immediately be reported to the Fire Pants Fabrication. Remove all
packing documents from the interior of the box and file in your records.
Remove the shipping box, the foam packaging material, and the Kelpie
Forge. Open the top flaps of the packing box to remove the Kelpie Forge
from the base of the box. Carefully remove all components from box,
using proper lifting techniques, and place it on a stable bench top.
Visually check the Kelpie Forge components to ensure that no damage
occurred during shipping.
IMPORTANT: THE BOLTS AND WASHERS SUPPLIED WITH THE KELPIE
FORGE MUST BE USED.

5
4. SETTING UP
Step
1
Unpack everything and find bag
of bolts (Not Shown).
Please note. All these parts do
get checked, but sometimes a
small piece of slag can be
missed. If some slag is found
on an edge, it is easily removed
with a hand file or a grinder.
Step
2
Start by inserting the 3 x
bottom plates into the lower
notches in the side plate. The
order of these is not important
at this stage.
Then insert the Front and rear
plates (not shown in earlier
picture), then the other side
plate.

6
Step
3
Insert 8 x flange nuts into the
bottom plates, and insert a
bolt & washer through the side
plate and secure loosely.
It is important to leave these
loose at this stage.
Step
4
Place your Insulating fire brick
(x2) onto the base, and slide
back and forth a couple of
times to mark the position of
the nuts on the brick.
The brick should be a snug fit,
but should still slide between
the side plates. If it does not,
loosen the bolts from step 3 a
little more.
Step
5
Using a coarse file, and the
markings from step 4, cut a
5mm deep groove to allow for
clearance over the nuts in the
base.
The bricks are soft, and can be
cut with a regular metal file.

7
Step
6
Place the 2 modified bricks on
the base, and use 4x more
bricks to build up the forge.
Step
7
Place the burner plate in the
desired position.
Place 8x flange nuts into the
side plates and gently tap with
a small hammer to seat them
into the top fire brick.
Fasten the work rest to the
work rest support (x2) using
the supplied counter sunk cap
screws and flange nuts, and a
5mm allen key. Then insert into
the allocated slots in the
front and rear plates.
At this point, use a 10mm
spanner to tighten All (x16)
bolts, being careful to ensure
the nuts are centralised in
their correct position.
Note, the Burner plate can be
positioned in any of the
positions, depending on the
intended work. Once the burner
hole has been drilled, if the
burner needs to be moved, any
bricks that were modified to
accept the burner should be
replaced to prevent damage to
the forge.

8
Step
8
Once the burner position has
been established, use a hole
saw (a regular hole saw for
cutting wood / metal can be
used).
Step
9
Using 2 different sizes will
allow you to create a step for
the burner nozzle to be
supported by the brick and
provide a better seal.
In this case, I used a 45mm and
a 38mm hole saw. The step is
approx. 45mm deep.
TIP: make the initial hole using
the larger hole saw first, using
the burner plate as a guide.
Then drill through with the
smaller saw. This will help
centralise the second hole.
Step
10
Place burner in hole, it should
be a firm fit.
It is recommended to weld the
burner in place to ensure it is
secure.

9
Please follow your burner manufactures assembly, inspection,
starting, running, and shutdown procedures.
Your forge is now ready for use.
Congratulations on your purchase, and thank you for supporting a
local business. Please check in on www.firepantsfab.com.au
regularly to keep up to date with any improvements, and new
tooling on offer.
Popular Industrial Equipment manuals by other brands







Genmitsu
Genmitsu Jinsoku LE-1620 user manual

rotork
rotork IQ Series Instructions for Safe Use, Installation, and Maintenance

ABB
ABB HT609939 Operation manual

Southern States
Southern States ICS Installation and instruction manual

ABB
ABB AC500-eCo V3 manual

Carlisle
Carlisle Ransburg TurboDisk A11376 Service manual





