Flott TBSM 75 D User manual

TBSM 75 D
TBSM 75 W
BSM 75
BSM 150
RSE 150
KEV 45
TBSM 75 D
TBSM 75 W
BSM 75
BSM 150
RSE 150
KEV 45
No.:No.:
QualitätundService.
Seit 1854.
Betriebsanleitung Bandschleifmaschine
Operating instructions belt grinding machine
Instruction de service pour les
ponceuse à bande
Betriebsanleitung Bandschleifmaschine
Operating instructions belt grinding machine
Instruction de service pour les
ponceuse à bande
,,FLOTT,,FLOTT
,,FLOTT,,FLOTT ,,,,
,,
,,
371095 D/E/F - 02.01
Ihr Fachhändler
Your distributor
Votre revendeur
24 MonateGarantie
beiEinschichtbetrieb!
24 month warranty
for single-shiftuse!
24 moisdegarantieen
fonctionnement surunposte!

Sicherheitshinweise D/E/F 1.2000 2
2.0 Sicherheitshinweise - safety instructions - instructions de sécurité
371095 D/E/F - 1.2000 3
3.0 Technische Daten / technical Data / caractéristiques techniques
Type BSM 75 BSM 150 TBSM 75 D TBSM 75 W
Motorleistung 400 V
motor 400 V
puissance du moteur 400 V
3,0 kW 3,0 kW 0,55 kW
3 N PE 400V/50Hz 0,55 kW
1 N PE 230V/50Hz
Bandgeschwindigkeit
belt speed
vitesse de la bande
30 m/s 30 m/s 15 m/s 15 m/s
Bandabmessungen
belt size
dimensions de la bande
2000 x 75 mm 2000 x 150 mm 1000 x 75 mm 1000 x 75 mm
Kontaktrad
contact wheel size
roue de contact
225 x 75 mm 225 x 150 mm 100 x 75 mm 100 x 75 mm
Planschleifbereich
flat grinding surface
rectification plane sur
570 mm 570 mm 300 mm 300 mm
Abmessung (l x b x h)
overall dimensions (l x b x h)
dimensions hors tout (l x b x h)
100 x 580 x 1120
mm 100 x 580 x 1120
mm 580 x 350 x 220
mm 580 x 350 x 220
mm
Gewicht
weight
poids
85 kg 105 kg 30 kg 30 kg
Arbeitstemperatur
working temperature
température de travail
10 - 40 °C 10 - 40 °C 10 - 40 °C 10 - 40 °C
gemittelter Schalldruckpegel
sound ranging
emission de poussières LpA = 79/85
dB(A) LpA = 79/85
dB(A) LpA = 79/85
dB(A) LpA = 79/85
dB(A)
berechneter Schalleistungspegel
sound calculation
Niveau de pression acoustique
calculée
LWA = 92/98
dB(A) LWA = 92/98
dB(A) LWA = 92/98
dB(A) LWA = 92/98
dB(A)
371095 D/E/F - 1.2000 4
D
4.0 Allgemeine Sicherheitsvorschriften
è
èè
èDie Maschine nie unbeaufsichtigt betreiben; verlassen Sie die Maschine erst, wenn sie zum Stillstand
gekommen ist!
è
èè
èDie Angaben der Werkzeughersteller bezüglich zu bearbeitender Werkstoffe, höchstzulässiger Drehzahl,
maximalem Vorschub, der Verwendung von Kühlschmierstoffen und der Werkstückspannvorrichtungen
sind zu beachten!
è
èè
èNur für Originalersatzteile der Fa. "FLOTT" übernehmen wir die Gewährleistung eines störungsfreien
Betriebs!
è
èè
èVor einem Schleifbandwechsel, bevor die Maschine geöffnet wird und vor jedem Umbau ist unbedingt
der Netzstecker zu ziehen.
è
èè
èVor dem Einschalten der Maschine ist sicherzustellen, daß alle Schutzvorrichtungen entsprechend
positioniert sind.
è
èè
èDie Maschine darf nur an die auf dem Typenschild angegebene Spannung angeschlossen werden.
è
èè
èWenn die Maschine nicht beaufsichtigt wird, bitte den Netzstecker ziehen.
è
èè
èBei der Benutzung der Maschine enganliegende Kleidung tragen, gegebenenfalls Ärmel aufkrempeln,
Schmuck und Krawatten abnehmen und langes Haar zurückbinden oder bedecken.
è
èè
èEs ist darauf zu achten, daß für die zu schleifenden Werkstoffe das entsprechende Schleifband benutzt
wird.
è
èè
èRissige oder deformierte Schleifbänder dürfen nicht benutzt werden.
è
èè
èStellen Sie die Bandschleifmaschine auf eine ebene Fläche und verschrauben Sie sie mit dieser.
è
èè
èVor dem Aufspannen sind die Schleifbänder genau zu prüfen.
è
èè
èDas Tragen von Gehörschutzmitteln wird empfohlen.
è
èè
èNur entfettete Teile schleifen und entgraten. Feuergefahr!
è
èè
èStaubsäcke und Filter regelmäßig reinigen. Feuergefahr!
è
èè
èSchleifen und Polieren von Teilen aus Aluminium und seinen Legierungen
Aufgewirbelter Aluminium - und Magnesiumstaub kann zu Explosionen führen, wenn Zündquellen, z.B.
Funken, brennende Zigaretten, vorhanden sind.
Es ist aber erforderlich, den Schleifstaub in gesonderte Absauganlagen abzuführen und
Staubablagerungen in den Rohrleitungen zu verhindern.
Wechselweises Schleifen von funkenreißenden und nicht funkenreißenden Werkstoffen ist nur auf dafür
besonders ausgerüsteten Schleifmaschinen erlaubt. Diese Maschinen müssen über getrennte Schleifzonen
und über getrennte Absauganlagen für die verschiedenartigen Stäube verfügen.
Darüber hinaus sind besondere Wartungs - und Reinigungsintervalle zu beachten.
Schleifmaschinen für wechselweises Schleifen müssen entsprechend gekennzeichnet sein.
Die im einzelnen erforderlichen Schutzmaßnahmen beim Schleifen von Aluminium und seinen Legierungen
sind bei den zuständigen Technischen Aufsichtsdiensten der jeweiligen Berufsgenossenschaften zu
erfragen. Einzelheiten können auch den „Richtlinien zur Vermeidung von Gefahr von Staubbränden und
Staubexplosionen beim Schleifen, Bürsten und Polieren von Aluminium und seinen Legierungen“ (ZH 1/32)
entnommen werden.
371095 D/E/F - 1.2000 5
D
5.0 Transport, Handhabung, Lagerung und Lieferumfang
Achtung! Lieferung unbedingt auf Vollständigkeit und Schäden überprüfen!
Transportschäden sind umgehend dem Frachtführer (Spedition, Post, Bahn etc.) zu melden.
(siehe gelbes Merkblatt)
Die Maschine wird auf einer Palette geliefert. Jeglicher Transport hat auf dieser Palette mittels Hubwagen
oder Gabelstapler zu erfolgen. Die verpackten Maschinen sind nicht stapelbar.
- Maschine
- Schleifband Korn 80
- Betriebsanleitung.
6.0 Aufstellen der Maschine
Die Tischbandschleifmaschine ist auf einem Tisch/Ständer aufzustellen und mit vier Schrauben festzuschrauben.
Folgende Funktionen sollten kontrolliert werden:
- das Band läuft rund und leicht,
- das Band berührt die Schleifanlage nicht.
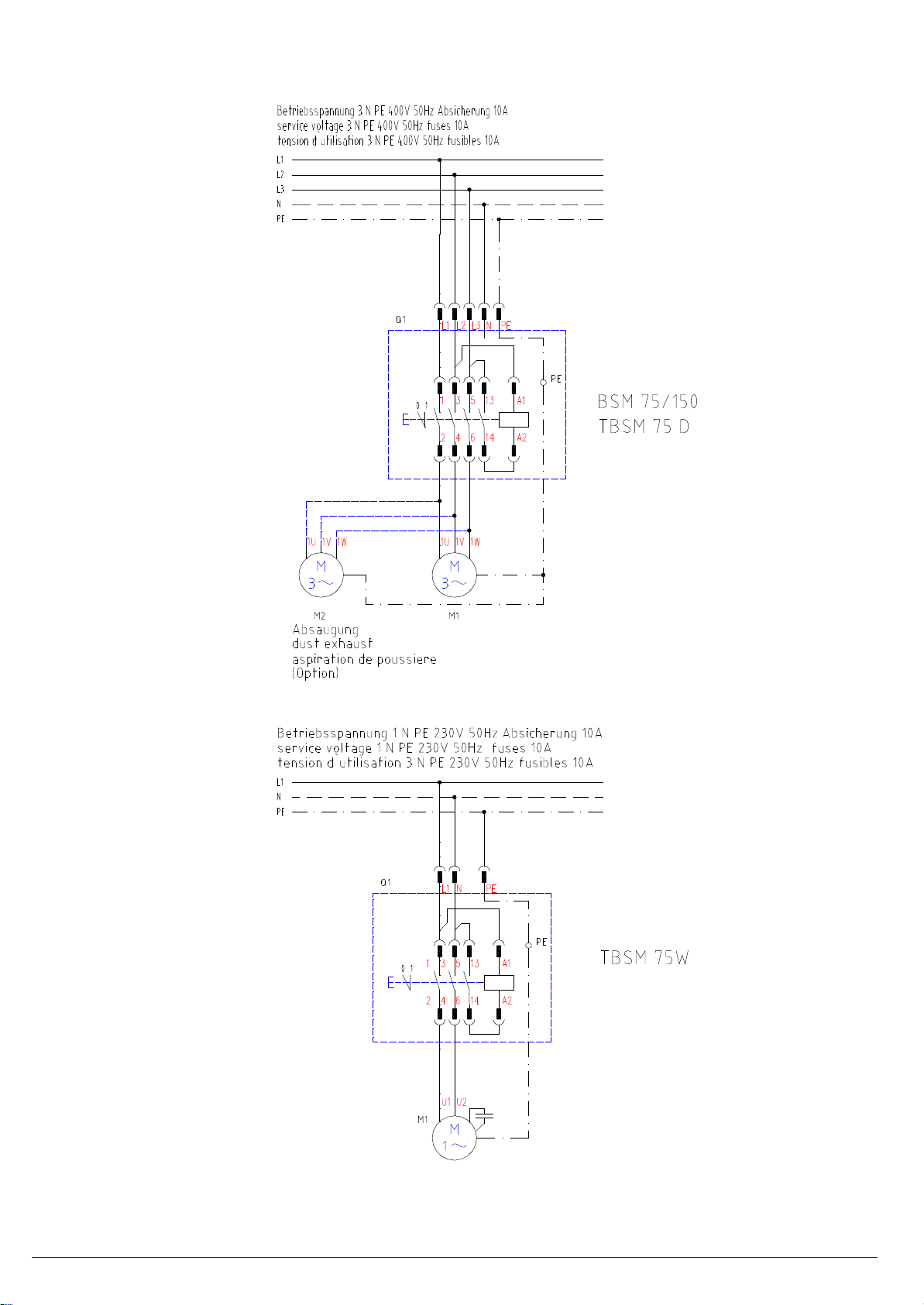
7.0 Installation
Bitte überprüfen Sie, ob Stromart, Stromspannung und Absicherung mit den vorgeschriebenen Werten
übereinstimmen. Ein Schutzleiteranschluß muß vorhanden sein. Netzabsicherung 10 A.
Für den Anschluß der Maschine empfehlen wir das Anschlußkabel Nr.: 488761 (400V) bzw. Nr.: 488762 (230V).
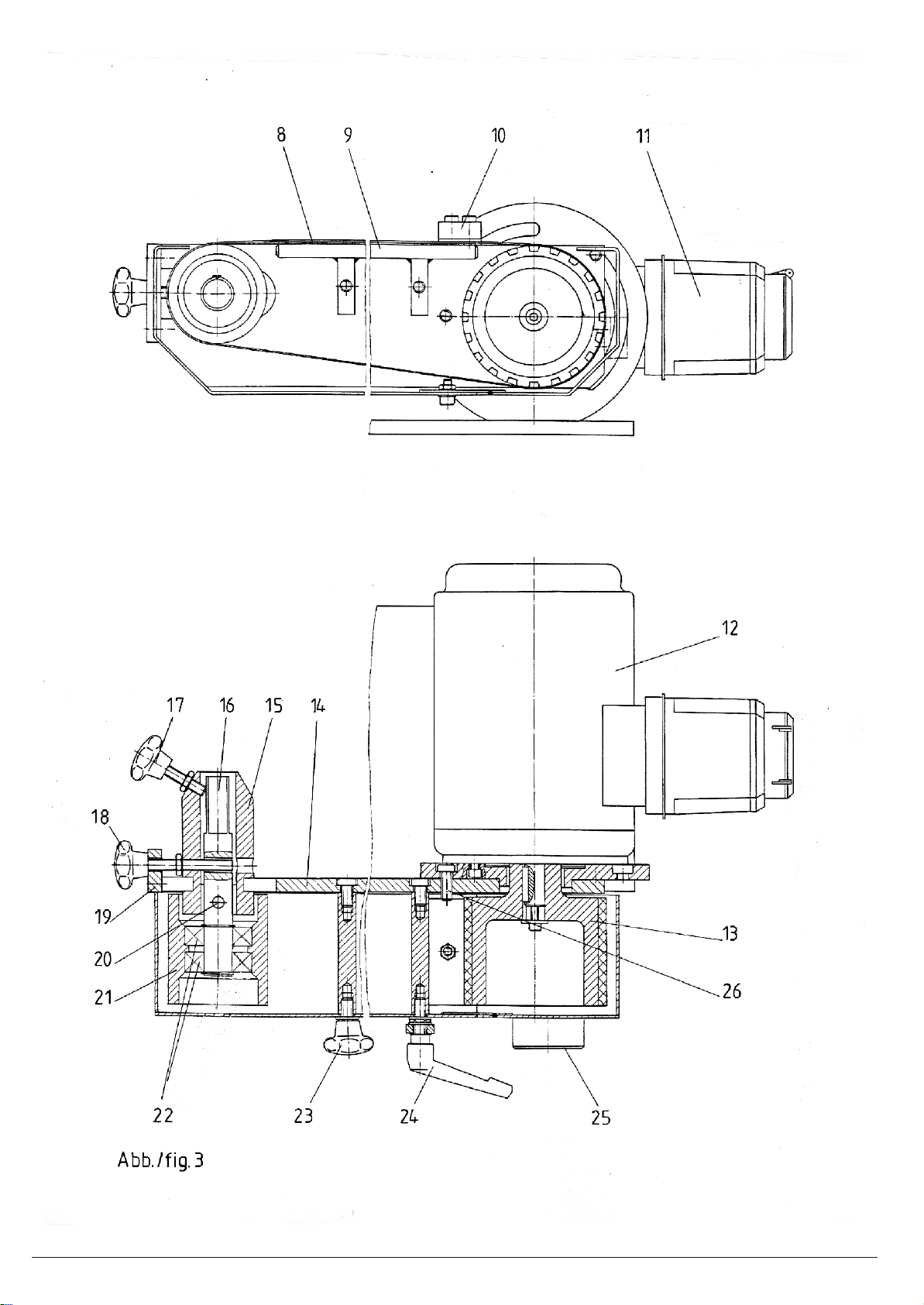
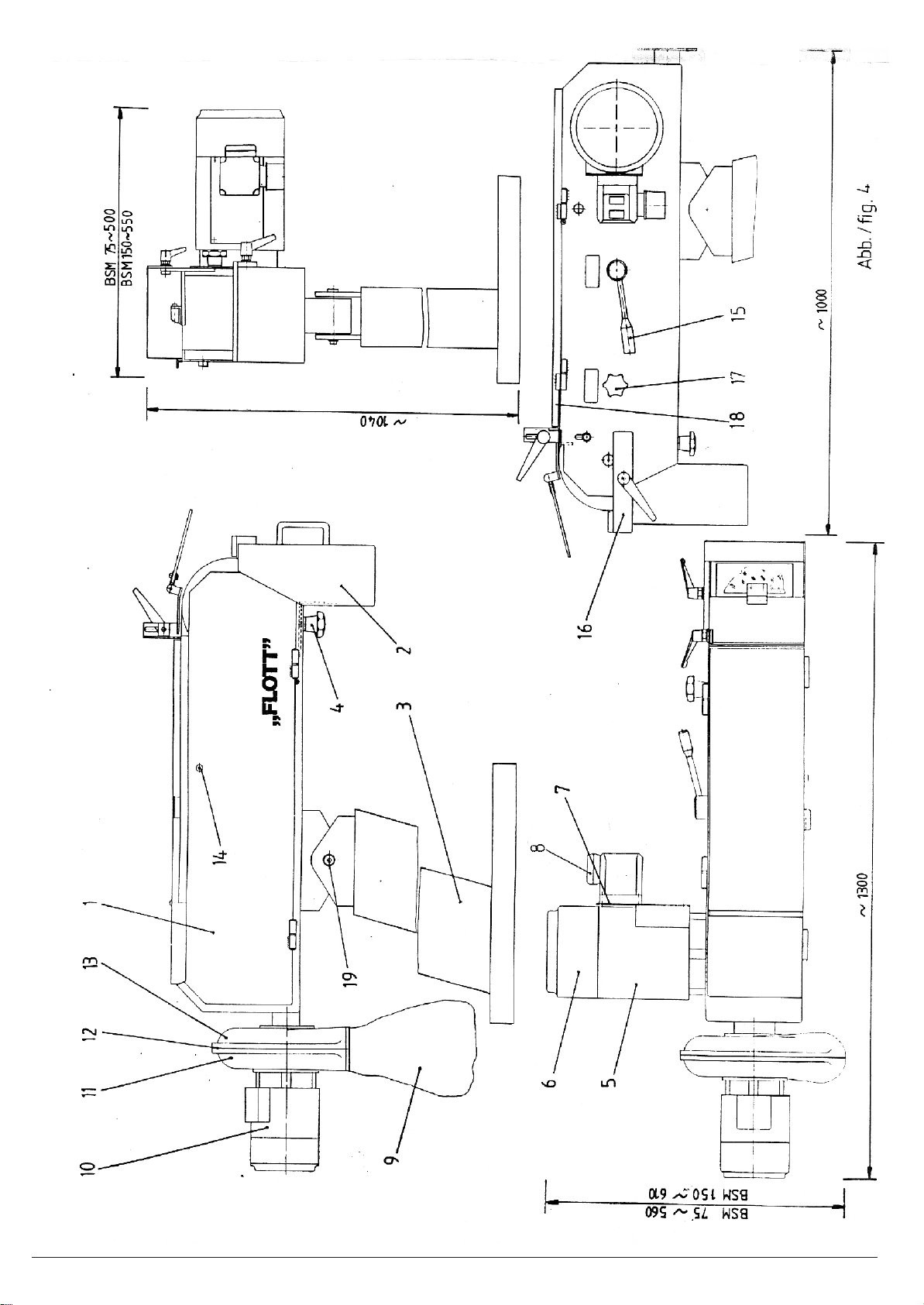
8.0 Bandjustierung (Abb. 3 / 4)
Beim Start der Maschine ist es möglich, daß das Band schief läuft. Mit der Sterngriffschraube (17) wird es wie folgt
reguliert:
- bei Drehung im Uhrzeigersinn läuft das Band nach links,
- bei entgegengesetzter Drehung läuft das Band nach rechts.
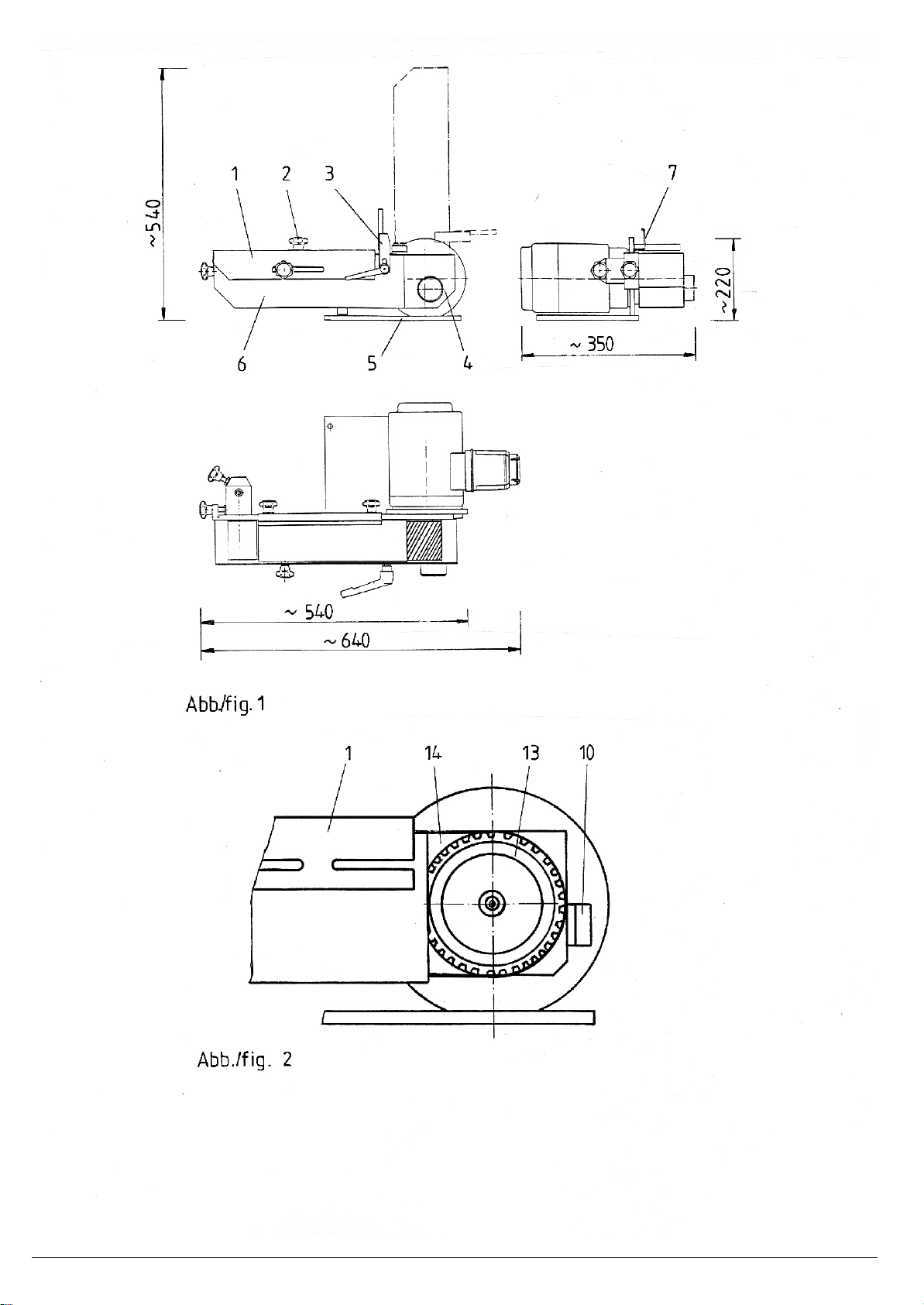
9.0 Bandwechsel TBSM 75 (Abb. 1 / 3)
Achtung! Der Bandwechsel darf nur bei völligem Bandstillstand und gezogenem Netzstecker
vorgenommen werden!
a. Den Sterngriff (23) und den Klemmhebel (24) herausdrehen,
b. Bandabdeckungen (4 u. 6) und den Anschlag (3 u. 10) abnehmen,
c. Das Band mittels Sterngriffschraube (18) lockern,
d. Das Band wechseln
Achtung! Der auf dem Band angebrachte Pfeil muß in Umlaufrichtung zeigen,
e. Das Band mittels Sterngriffschraube (18) spannen,
f. Bandabdeckungen (4 u. 6) montieren Sterngriff (23) und Klemmhebel (24) anziehen,
g. Mittels Sterngriffschraube (17) das Band justieren.
9.1 Bandwechsel BSM 75 / 150 (Abb. 4)
Achtung! Der Bandwechsel darf nur bei völligem Bandstillstand und gezogenem Netzstecker
vorgenommen werden!
a. Nach Lösen der Zylinderschraube (14) die Tür (1) aufklappen,
b. Die Glutbox (2) entfernen,
c. Das Band durch Drehen des Spannhebels (15) lockern,
d. Das Band wechseln (der auf dem Band angebrachte Pfeil muß in Umlaufrichtung zeigen),
e. Das Band mittels Spannhebel (15) spannen,
f. Tür (1) schließen, Zylinderschraube (14) einschrauben und Glutbox (2) montieren.
10.0 Kontaktschleifen TBSM 75 (Abb. 2)
Allgemeines Schleifen, Werkzeugschleifen und Entgraten von Schweißnähten usw. erfolgt bei demontierter
Bandabdeckung (4) am Kontaktrad.
Bei Schleifarbeiten am Schleifarm kann der Anschlag (10) als Schleifauflage genutzt werden, dazu wird der
Anschlag (10) an der Halteplatte (14) angeschraubt. Bei Kontaktschleifarbeiten darf die Bandabdeckung (1 u. 6)
nicht entfernt werden.
10.1 Kontaktschleifen BSM 75/ 150 (Abb. 5)
Allgemeines Schleifen, Werkzeugschleifen und Entgraten von Schweißnähten usw. erfolgt bei demontierter
Bandabdeckung am Kontaktrad (10).

371095 D/E/F - 1.2000 6
D
11.0 Planschleifen TBSM 75 (Abb. 1 / 3)
Planschleifen erfolgt bei geöffneter Bandabdeckung (6). Das Material muß dabei fest an die Graphitauflage (8)
gedrückt werden.
Der Anschlag (3) ist durch Lösen des Klemmhebels (24) bis 45° zum Phasenschleifen verstellbar. Der
Deckel (1) darf bei Phasenschleifarbeiten nicht entfernt werden. Der Deckel (1) ist auf die entsprechende
Materialstärke einstellbar, dazu muß die Sterngriffmutter (23) gelöst werden, nach dem Einstellen Sterngriff (23)
festziehen.
11.1 Planschleifen BSM 75 / 150 (Abb .5)
Planschleifen erfolgt bei geöffneter Bandabdeckung. Das Material muß dabei fest an die Graphitauflage (3)
gedrückt werden.
12.0 Einstellung des Schleifarms TBSM 75 (Abb .3)
Der Schleifarm kann stufenlos zwischen horizontaler und vertikaler Stellung eingestellt werden. Hierzu bitte
Schrauben (26) mittels Inbusschlüssel lösen, Winkel einstellen und Schrauben wieder fest anziehen.
13.0 Höhen- und Winkeleinstellung BSM 75/ 150 (Abb. 1)
Zylinderschraube (19) mittels Inbusschraube lösen, Höhe bzw. Winkel einstellen und Zylinderschraube (19) wieder
fest anziehen.
14.0 Wartung
Reinigen Sie das Kontaktrad und die Schleifunterlage regelmäßig. Ein zufriedenstellendes Planschleifen kann nur
mit einer einwandfreien Graphitauflage erreicht werden. Anderenfalls muß diese ausgewechselt werden.
15.0 Absaugung
Bei Dauerbetrieb ist eine Absaugung erforderlich.
Ist eine geeignete, betriebliche Absaugung vorhanden, muß am Aufstellungsort eine Leistung von ca. 400 m³/h bei
TBSM 75 und BSM 75 bzw. 600 m³/h bei der BSM 150 vorhanden sein.
16.0 Kanten- und Entgratvorrichtung (Abb. 5)
Demontieren Sie die Schleifauflage (13) der BSM 75/150. Die Kanten- und Entgratvorrichtung wird mit den gleichen
Befestigungselementen (Führungsstift und Spannhebel) der Schleifauflage befestigt. Die Fasengröße können Sie
durch Lösen des Spannhebels und Verschieben der Vorrichtung im Langlochbereich stufenlos von 0-45° bis 4x45°
verändern.

371095 D/E/F - 1.2000 7
E
4.0 General safety instructions
è
èè
èDo not leave the running machine, only in case of stand-still of machine.
è
èè
èTake attention to the instructions of manufacturer regarding working material and highest speed,
max feed, using of cooling materials and clamping device of workpiece.
è
èè
èOnly for original ,,FLOTT“ spare parts we will take over the guarantee of a trouble-free factory.
è
èè
èBefore changing the grinding belt or opening the machine disconnect the machine from the mains power
supply!
è
èè
èBefore starting the machine connect all safety devices!
è
èè
èThe machine should be connected to the mains power supply as indicated on the machine information
plate.
è
èè
èWithout supervision the machine should be unplugged.
è
èè
èThe machine operator should wear tight - fitted clothes. Long sleeves should be rolled up, jewelry and
neckties should be removed prior to operation. Long hair should be tight up or covered.
è
èè
èUse grinding belts according to the material to be grinded.
è
èè
èCracked or deformed grinding belts should not be used.
è
èè
èThe machine should be positioned and screwed on a level surface.
è
èè
èBefore mounting the sanding belts have to be checked.
è
èè
èUse ear protections!
è
èè
èOnly grind and trim degreased parts. Danger of fire!
è
èè
èClean dust bag and filter regularly. Danger of fire!
è
èè
èGrinding and polishing of aluminium parts and its alloys
Raised aluminium and magnesium dust can cause explosions, if there is an ignition source, like sparks or a
burning cigarette.
Hence it is necessary to exhaust the grinding dust with a seperate extraction system and to prevent
deposition of dust in the tubes.
Alternating grinding of spark arcing and non spark arcing materials is only permitted on especially
furnished grinding equipment. The grinding equipment must be provided with seperate grinding areas and
extraction systems for the different dusts. In addition particular maintenance and purging intervals have to
be observed. Grinding equipment for alternating grinding must be flagged accordingly.
Information on particular protective measures necessary for the grinding of aluminium and its alloys can
be given at the competent offices of Technical Control of the respective German employer´s lisbility
insurance associations. Details can also be viewed in the „Richtlinien zur Vermeidung der Gefahr von
Staubbränden und Staubexplosionen beim Schleifen, Bürsten und Polieren von Aluminium und seinen
Legierungen“ (guidelines for reporting the dangers of dust fires and dust explosions when grinding,
brushing or polishing aluminium and its alloys) (ZH 1/32).

371095 D/E/F - 1.2000 8
E
5.0 Delivery, transport, handling and storage
ATTENTION! Always check delivery for completeness and damage!
The carrier (forwarder or railway) is to be informed immediately in case of transport damages.
(s. yellow leaflet)
The machine is packed on pallet, it has to be transported by lift or fork truck. The packed machines are no
staple commodities!.
- sanding machine
- one sanding belt coarse - grained
- operation instructions.
6.0 Setting up the machine
The grinding machine should be placed on a level surface and screwed with 4 screws.
Check that the belt moves freely and is not impeded in any way.
7.0 Installation
Please check whether type of current, current voltage and fusing agree with the prescribed values. There must be a
protective earth terminal. Mains fusing 10 A.
For conecting the machine we recommend the cable
No.:488761 or No.: 488762 (230V)
8.0 Belt tracking (fig.3 / 4)
When first starting the machine, the belt will not run centrally on the contact wheel. This is corrected by turning the
star knop screw (17):
Clockwise - belt moves towards the left,
Anticlockwise - belt moves towards the right.
9.0 Changing the belt TBSM 75 (fig.1 / 3)
Ensure that the machine is stopped completely!
a. Unscrew star knob (23) and clamping lever (24)
b. Remove covers (4, 6) and the fence (3, 10)
c. Slacken the belt with the star knob screw (18)
d. Replace the belt.
Attention! Take care of correct direction of rotation.
e. Tighten the belt by moving the star knob screw (18) upwards
f. Reassemble covers (4, 6), pull star knob (23) and clamping lever (24).
g. Adjust the belt with the star knob screw (17)
9.1 Changing the belt BSM 75/ 150 (fig 4)
Ensure that the machine is stopped completely!
a. Remove screw (14) and open door (1),
b. remove the spark trap (2),
c. slaken the belt by turning the clamping lever (15),
d. replace the belt,
Attention! Take care of correct direction of rotation.
e. tighten the belt by turning the star knop screw (15),
f. close the door (1), thighten the screw (14) and fit the spark trap (2),
10.0 Contact grinding TBSM 75 (fig.2)
Normal grinding, grinding against the contact wheel with removed covers (4).
In case of grinding at the grinding arm, the fence can be used as grinding base - there fore screw the fence (10) on
the holder (14). In case of contact grinding do not remove the covers (1,6)
10.1 Contact grinding BSM 75/ 150(fig 5)
Normal grinding, grinding against the contact wheel with removed covers (10).
371095 D/E/F - 1.2000 9
E
11.0 Surface grinding TBSM 75 (fig.1 / 3)
Open the cover (6) and push the material hardly against the graphit grinding base (8).
The fence (3) is adjustable by loosening the clamping lever (24) up to 45°. Do not remove the cover (1) by phase -
grinding. The cover (1) is to be adjusted to the corresponding material thickness, therefore loosen the star knob nut
(23). After adjusting tighten the star knob (23).
11.1 Surface grinding BSM 75/ 150 (fig.5)
Open the cover and push the workpiece hardly against the graphit grinding base (3).
12.0 Adjusting of grinding arm TBSM 75 (fig.3)
The grinding arm is steppless adjustable in horizontal and vertical position. Loosen screws (26) with the hexagon
socket wrench, adjust the angle and tighten the screws.
13.0 Height and angle adjustment BSM 75/ 150(fig.4)
Height and angle of the machine can be adjusted to the most comfortable position by loosening the screws (19) and
retightening.
14.0 Maintenance
Ensure that all moving parts are kept clean and that the belt is in good condition. Never use a badly worn or torn
belt.
15.0 Exhausting
For continous operation a dust exhaust system is necessary!
(exhaust system capacity for TBSM 75 andBSM 75 min. 400 m³/h
exhaust system capacity for BSM 150 min. 600 m³/h).
16.0 Edges and deburring device (fig. 5)
Disassemble the grinding bearing surface (13) of BSM75/150. The edges and deburring device are fastened with
the same fastening elements (guide pin and clamping lever) of the grinding bearing surface.
You can change the land size by loosening of the clamping lever and by gradually shifting the device in the
elongated hole area from 0-45° to 4-45°.

371095 D/E/F - 1.2000 10
F
4.0 Prescription générale de sécurité
è
èè
èLa machine ne doit jamais tourner hors surveillance. Ne quittez la machine qu'après son arrêt.
è
èè
èLes indications du fabriquant des outils (bandes, disques) relatives aux pièces à travailler, aux vitesses
de coupe maxima, aux avances maxima, à l'utilisation de produits de lubrification ou refroidissement, ainsi
que de dispositif de serrage de la pièce, doivent être respectées.
è
èè
èSeul, en cas d'utilisation de pièces de rechange d'origine ,,FLOTT” nous pouvons garantir un
fonctionnement correct.
è
èè
èAvant de changer de bande, d'ouvrir la machine, ou de modification de ses conditions de travail, il faut
sortir la prise de courant.
è
èè
èAvant la mise en marche, vérifiez que toutes les protections sont correctement en place.
è
èè
èLa machine ne doit être raccordée au courant que si celui-ci correspond aux indications de la plaque
fixée sur la machine.
è
èè
èSi la machine est sans surveillance, sortez la prise de courant.
è
èè
èLors de l'utilisation de la machine, portez des habits près du corps (non amples), remontez les manches,
enlevez bijoux et cravates et serrez éventuellement des cheveux longs.
è
èè
èUtilisez seulement bandes dórigine pour travaux de poncage de matériaux.
è
èè
èNe pas utiliser des bandes endommagées ou déformées.
è
èè
èPosez la machine sur une surface plane et scellez la.
è
èè
èAvant de commencer à travailler, vérifiez l'état des bandes abrasives.
è
èè
èIl est recommandé d'utiliser des appareils antibruit.
è
èè
èNe poncer et ébavurer que des pièces dégraissées. Inflammable!
è
èè
èNettoyer régulièrement le filtre à particules et le sac à poussières. Inflammable!
è
èè
èMeulage, poncage et polissage de pièces en aluminium et ses alliages
Des poussières d`aluminium et de magnésium mélangées à de l´air donnent un mélange explosif en
présence de sources d´allumage, par exemple: étincelles, cigarette allumée.
De ce fait, il est nécessaire d´évacner les poussières par des installations d`aspiration séparées et d`évites
les dépôts de ces poussières dans les tuyaux d`aspiration.
Poncer ou meuler alternativement des matières donnant des étincelles et n´en donnant pas, n`est permis
que sur des machines spécialement équipées à cet effet. Ces machines doivent disposer de zones de
poncage et d`aspirations séparées. En outre, des intervalles spéciaux pour l`entretien et le nettoyage sont
à respecter.
Les machines pour meuler ou poncer alternativement ces matières doivent être spécialement identifiées.
Les mesures détaillées nécessaires au poncage et meulage de l ´aluminium et de ses alliages sont à
demander au syndicat professionnel, à l`inspection du travail ou au service de prévention des caisses
d`assurances maladie.
Il existe <<des directives relatives à la prévention des dangers d`incendie de poussières et d`explosion lors
du meulage, poncage, brossage et polissage de l`aluminium et de ses alliages>>. Consultez-les.

371095 D/E/F - 1.2000 11
F
5.0 Livraison, transport, manutention et stockage
ATTENTION! Veuillez vérifier si la livraison est complète, elle comprend!
Avaries sont de rapporter au transporteur (transport routier ou chemin de fer) tout de suite.
(aide mémoire jaune)
La machine est livrée montée sur palette. Pour la déplacer, utilisez un transpalette ou un chariot élévateur.
La machine emballée ne peut être gerbée.
- la machine
- une bande abrasive, grain 80
- la notice d'emploi
6.0 Mise en place de la machine
La ponceuse à bande doit être placée sur un sol ferme et scellée par 4 vis. Puis mettre en place le verre anti-
étincelles. Veuillez vérifier les fonctions suivantes :
- la bande tourne facilement, et en rond,
- la bande ne touche pas le bâti.
7.0 Installation
Vérifiez que le courant électrique, la tension et les fusibles correspondent aux valeurs prescrites. Terre et neutre
doivent être raccordés. Fusibles 10A. Nous recommandons le raccordement de la machine à l´aide du cable
488761
8.0 Règlage de la bande(fig.3 / 4)
Lors du démarrage de la ponceuse, il est possible que la bande se décale obliquement. Vous pouvez règler sa
position comme suit, avec la poignée de règlage (17):
- en la tournant dans le sens des aiguilles d´une montre, la bande va vers la gauche
- dans le sens inverse, elle va vers la droite.
9.0 Changement de bande sur la TBSM 75 (fig.1 / 3)
Attention! Le changement de bande ne doit être effectué que lorsque la ponçeuse est complètement arrêtée
et la prise de courant retirée :
a. Dévisser la poignée (23) et le levier (24)
b. Démonter le couvercle de bande (4 et 6) et la butée (3 et 10).
c. Détendre la bande avec la poignée à vis (18)
d. Changer la bande
Attention! La bande doit tourner dans la sens indique par la fièche au verso de la bande.
e. Tendre la bande avec la poignée à vis (18)
f. Monter le couvercle de bande (4 et 6) et revisser la poignée (23) et le levier (24).
g. Ajuster la course de la bande avec la poignée (17).
9.1 Changement de bande sur la BSM 75/ 150 (fig.4)
Attention! Le changement de bande ne doit être effectué que lorsque la ponçeuse est complètement arrêtée
et la prise de courant retirée :
a. Ouvrir la porte latérale (1) grâce au bouton (14),
b. Retirer la boîte (2) reccueillant les étincelles,
c. Détendre la bande en actionnant le levier (15) se trouvant à gauche , à côté du moteur,
d. Changer la bande (la flèche imprimée sur la bande indique le sens de rotation)
e. tendre la bande avec le levier (15),
f. Fermer la porte latérale (1) avec le bouton (14) et remonter le boîtier à étincelles (2).
10.0 Ponçage par contact TBSM 75 (fig.2)
Le ponçage courant, l’affutage d’outils, l’ébarbage de cordons de soudure, etc., se fait sur la roue de contact, le
couvercle de bande (4) démonté.
Pour les travaux de ponçage sur le bras de la machine, on peut utiliser la butée (10) comme reposoir.
A ce moment, la butée (10) doit être vissée sur la plaque (14). Lors du ponçage sur la roue de contact, le couvercle
de bande (1 et 6) ne doit pas être démonté.
10.1 Ponçage par contact BSM 75/ 150(fig.5)
Le ponçage courant, l’affutage d’outils, l’ébarbage de cordons de soudure, etc., se fait sur la roue de contact, le
couvercle de bande (10) démonté.

371095 D/E/F - 1.2000 12
F
11.0 Ponçage plan TBSM 75 (fig.1 / 6)
Le ponçage plan se fait couvercle (6) ouvert. Le maténan doit être appliqué fermement sur le revêtement
graphitique. La butée (3) peut être inclinée jusquá 45° pour poncer des chanfreins en desserrant le levier (24). Le
couvercle (1) doit pas être démonté lors de cette opération. Ce couvercle (1) peut être réglé suivant l’epaisseur du
matériau. Pour ce fair, desserrrer la poignée (23) et la resserrer après réglage.
11.1 Ponçage plan BSM 75/ 150( fig.5)
Le ponçage plan se fait couvercle (6) ouvert. Le maténan doit être appliqué fermement sur le revêtement
graphitique.
12.0 Réglage du bras de ponçage TBSM 75(fig.3)
Le bras de ponçage peut être réglé de façon continu entre la position horizontale et verticale.
Desserrer les vis 6 pans creuses (26) avec la clé correspondante.
Régler l’angle et resserrer la vis.
13.0 Règlage en hauteur et inclinaison BSM 75/ 150(fig.4)
Débloquez la vis six pans creux (19) avec une clef, et règlez respectivement la hauteur et l´inclinaison.
Puis bloquez énergiquement la vis (19).
14.0 Entretien
Nettoyez régulièrement les roues de contact (10) et la surface d´appui graphitée (3) de la bande. Vous n´obtiendrez
un bon ponçage plan que si la surface de contact graphitée (3) est en bon état. Si ce n´est pas le cas, il faut la
changer.
15.0 Aspiration
En utilisation continue, l´aspiration est nécessaire!
Si vous disposez d´une aspiration centrale, celle-ci doit aspirer 400 m3/h
(TBSM 75/BSM 75) respectivement 600 m3/h (BSM 150).
16.0 Dispositif de chanfreinage et d´ébarbage (fig. 5)
Démonter le support de poncage (13) de la BSM 75/150. Le dispositif de chanfreinage/ ébarbage se fixe avec les
mêmes éléments (goupille de guidage et levier de blocage) que le support. L´importance du chanfrein peut être
réglée, en débloquant le levier de blocage et en déplacant dans les traits oblongs l´ensemble du dispositif, de facon
continue entre 0-45° et 4x45°.
371095 D/E/F - 1.2000 13
17.0 Ersatzteilliste/list of spare parts/liste des pièces de rechange TBSM 75
Bestellnr. / order no. / no. de ref.
Abb.
figure
fig.
Pos.
item
repere
Bezeichnung
designation
désignation TBSM 75 W TBSM 75 D
1 1 Deckel 371521 371521
1 2 Sterngriffmutter 009645 009645
1 3 Anschlag 371531 371531
1 4 Antriebsverkleidung 371525 371525
1 5 Fuß 371430 371430
1 6 Frontverkleidung 371522 371522
1 7 Längsanschlag 371535 371535
3 8 Graphitauflage 371477 371477
3 9 Auflagestütze 371460 371460
3 10 Anschlagwinkel 371534 371534
3 11 Schalter - Stecker Kombination 008453 008659
3 12 Motor 371486 371119
3 13 Kontaktrolle kompl. 371467 371467
3 14 Halterung 371456 371456
3 15 Aufnahmebuchse 371448 371448
3 16 Achse 371447 371447
3 17 Sterngriffschraube M8 x 25 mm 009750 009750
3 18 Sterngriffschraube M8 x 70 mm 009749 009749
3 19 Distanzplatte 371463 371463
3 20 Paßkerbstift 007689 007689
3 21 Steuerrolle 371446 371446
3 22 Rillenkugellager 007165 007165
3 23 Sterngriffmutter 007233 007233
3 24 Spannhebel 009099 009099
3 25 Lamellenstopfen 009753 009753

371095 D/E/F - 1.2000 14
16.1 Ersatzteilliste/list of spare parts/liste des pièces de rechange BSM 75/150
Bestellnr. / order no. / no. de ref.
Abb.
figure
fig.
Pos.
item
repere
Bezeichnung
designation
désignation BSM 75 BSM 150
4 1 Tür 371231 371231
4 2 Glutbox 371326 371266
4 3 Ständer 371280 371280
4 4 Sterngriffmutter 009684 009684
4 5 Motor 3,0 kW 371353 371068
4 6 Motorkappe 371073 371073
4 7 Schalterblech 371028 371028
4 8 Schalter – Stecker Kombination 008659 008659
4 9 Staubsack 371055 371055
4 10 Motor 0,55 kW 371119 371119
4 11 Gehäuseteil, links 371298 371298
4 12 Absaugrad 371299 371299
4 13 Gehäuseteil, rechts 371297 371297
4 18 Abdeckung 371315 371236
5 1 Leiste zur Bandspannung 371221 371221
5 2 Bandspannung 371216 371216
5 3 Graphitauflage 371016 371017
5 4 Vierkantmutter 371254 371254
5 5 Spannhebel 009099 009099
5 6 Anschlagblech 371323 371253
5 7 Schutzscheibe 371324 371255
5 8 Buchse 371339 371264
5 9 Rillenkugellager 006524 006524
5 10 Kontaktrad 371337 371262
5 8-12 Kontaktrad vormontiert 371335 371260
5 11 Achse 371338 371263
5 12 Buchse 371340 371264
5 13 Schleifauflage 371331 371272
5 14 Spannhebel 009200 009200
5 15 Sterngriffmutter 009684 009684
5 16 Hebel 371228 371228
5 17 Handgriff 009199 009199
5 18 Hebelscheibe 371227 371227
5 19 Flansch 371226 371226
5 20 Scheibe 371225 371225
5 21 Stift 371222 371222
5 22 Tellerfeder 007231 007231
5 23 Stift 371223 371223
5 24 Bolzen 371224 371224
5 25 Feder 371229 371229
5 26 Scheibe 371358 371207
5 27 Steuerrolle 371359 371090
5 28 Motorhalter 371276 371211
371095 D/E/F - 6.00 15
371095 D/E/F - 6.00 16
371095 D/E/F - 6.00 17

371095 D/E/F - 6.00 18
371095 D/E/F - 6.00 19
This manual suits for next models
5
Table of contents
Languages:
Other Flott Grinder manuals





 Handling instructions")















