to the right. To cut shallower, turn the stop to the left. The stop has threaded holes in several
positions. Make another cut on the key and measure until the machine is cutting to the proper depth.
SPACING ADJUSTMENT
To adjust the spacing on the KX-1, insert an original key into the vise. Turn the spacing cam to the
first position and set the depth cam to the proper depth of the first cut on the original key. Use the
feed handle to move the key into the cutter and determine if the carriage needs to be moved to the left
or the right.
Slide the carriage to the right as far as it
will go (by hand). With the carriage in
this position, a setscrew will be
accessible thru the small hole located
just behind the key vise (see Figure 3).
Using the 3/32” Allen wrench, loosen
the setscrew. Next, using the 1/8” Allen
wrench, remove the setscrew located on
the left side of the carriage (See figure
3). Insert a flat screwdriver into this
hole (about 3 inches) and turn the screw
clockwise to move the vise to the right
of the cutter. Turn the screwdriver
counterclockwise to move the vise to
the left of the cutter. Once you have set the proper spacing, remove the screwdriver from the carriage
and replace the Allen screw. Re-tighten the setscrew by pushing the carriage all the way to the right
and inserting the 3/32” Allen wrench into the opening. Release pressure on the carriage.
TILTING SPINDLE ASSEMBLY
Your KX-1 has the ability to cut Medeco Commercial, Bi-Axial, and Emhart keys. To make angled
cuts, release the pressure on the spindle by loosening the lock rod located on top of the machine (the
lock rods are shipped inside the drawer, if you are not cutting Medeco you may choose not to install
them). Tilt the spindle by lowering or raising the tiltingspindle rod until it comes to a positive stop.
Re-tighten the tilting spindle lock rod and make your cuts for that angle. To save time, make all of the
center cuts first, then your left angle cuts, then the right angle. To re-center the spindle, loosen the tilt
spindle lock rod and move the tilt spindle rod to the center position, where you will feel a detent, and
tighten the tilting spindle lock rod.
MAINTENANCE
Very little maintenance is required on the KX-1. A slight touch of regular automotive grease on the
rod that contacts the space and depth cam will assure smooth operation of the cams. Teflon spray can
be used on the slide rods to keep them moving freely. The KX-1 uses sealed ball bearings in the
motor and spindle, which require no maintenance whatsoever.
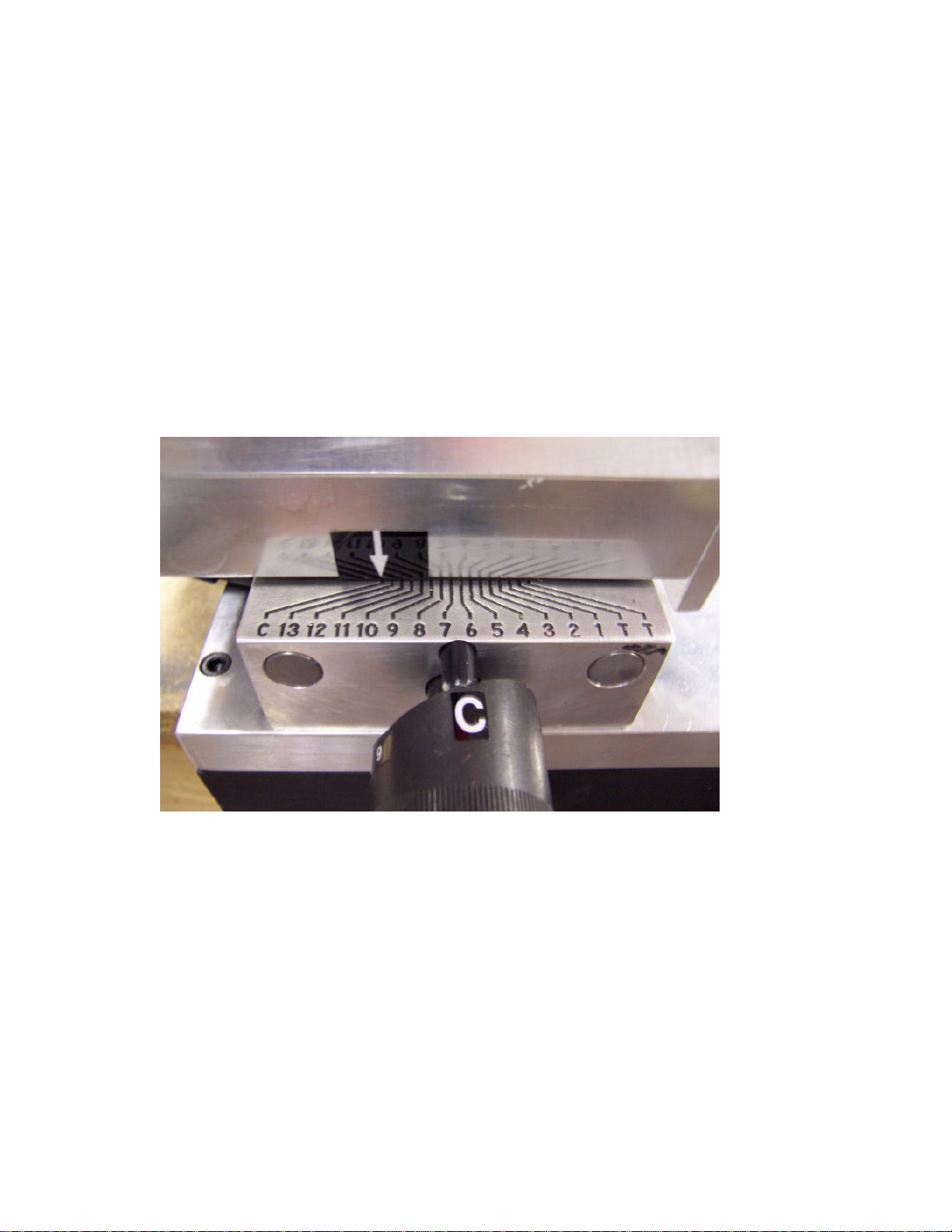
Figure 3: Location of setscrews
Figure 3: Location of setscrews