CONTENT
CONTENT........................................................................................Hata! Yer işareti tanımlanmamış.
LIST OF FIGURES..........................................................................Hata! Yer işareti tanımlanmamış.
MAIN SAFETY INFORMATION...................................................Hata! Yer işareti tanımlanmamış.
STICKERS USED ON THE MACHINE.........................................Hata! Yer işareti tanımlanmamış.
INTRODUCTION ............................................................................Hata! Yer işareti tanımlanmamış.
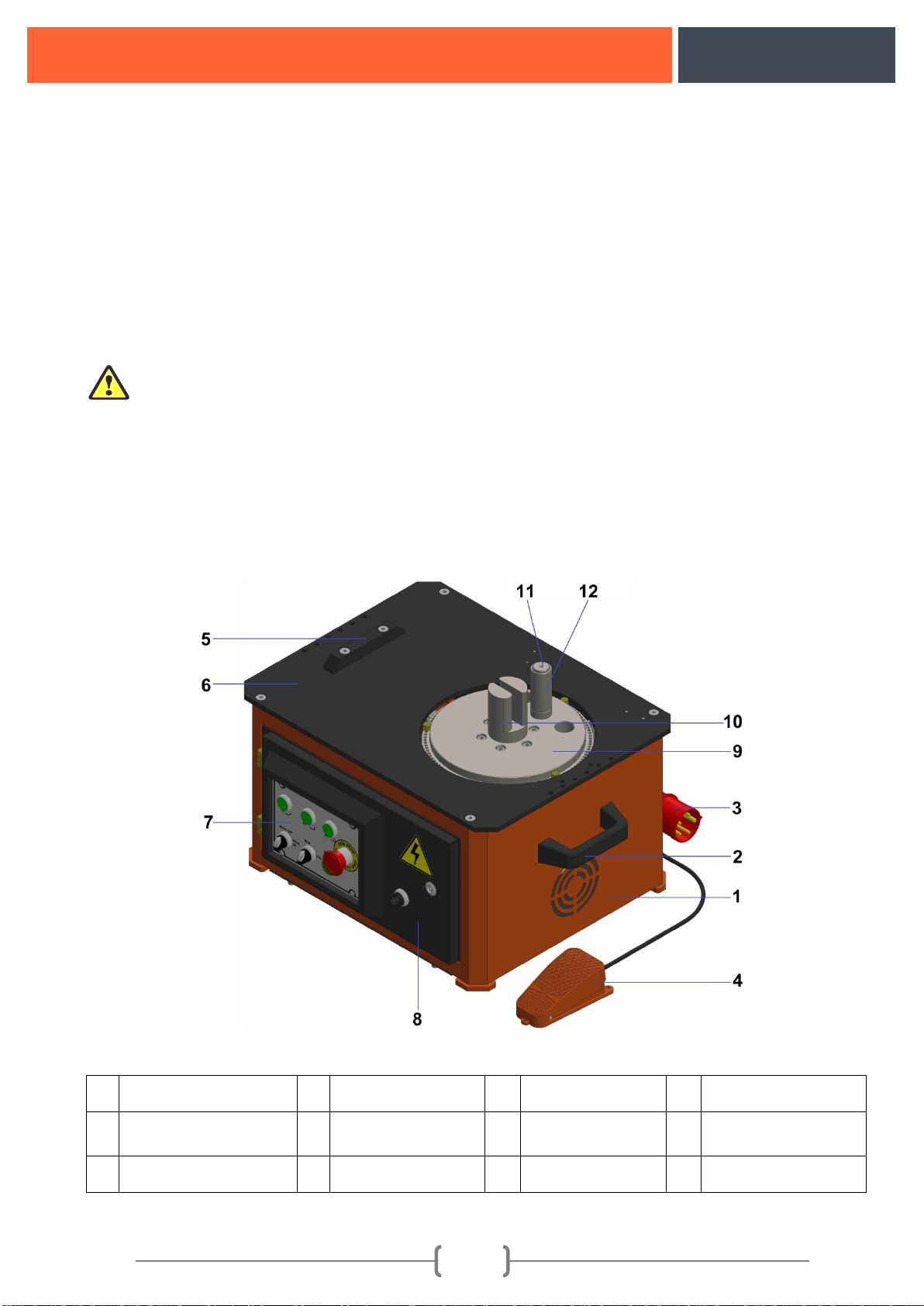
1. MAIN SECTIONS OF REBAR BENDING MACHINE.....................................................................4
2. MACHINE ASSEMBLY......................................................................................................................5
3. MACHINE RUNNING PROCEDURES ORDER...............................................................................6
3.1. Energise and Rotation Determining the Direction of Rotation..............................................................6
3.2. 380V Manual Machine Operation ......................................................................................................7
3.3. 220V Manual Machine Operation ......................................................................................................8
3.4. 380V Digital Machine Operation ........................................................................................................9
3.5. 220VDigital Machine Operation.......................................................................................................10
4. TECHNICAL DATA..........................................................................................................................11
5. EQUIPMENT SUPPLIED WITH MACHINE...................................................................................11
6. OPERATION OF MACHINE............................................................................................................12
6.1. Correct Positioning of Rebar On The Machine............................................................................12
6.2. Incorrect Positioning of Rebar On The Machine .........................................................................12
7. PROHIBITED USAGE ON THE MACHINE ...................................................................................13
8. SCOPE OF WARRANTY..................................................................................................................13
9. PROTECTORS TO BE USED WHEN WORKING WITH THE MACHINE..................................14
9.1. Protector apparel...........................................................................................................................14
9.2. Work clothes.................................................................................................................................14
10. TRANSPORTATION THE MACHINE ..........................................................................................14
11. CONTROLS AND SETTINGS ON THE MACHINE.....................................................................15
11.1. Thermal Settings Diagram And Motor Protective Switch ........................................................16
11.2. Hook Bending setting (P3-45°) .........................................................................................……17
11.3. Set-Square Bending setting (P2-90°): .......................................................................................18
11.4. Bent Bar Bending setting (P1-180°): ........................................................................................18
11.5. Stirrup Bending .........................................................................................................................19
12. MAINTENANCE AND LUBRICATION INSTRUCTIONS..........................................................19
13. TROUBLESHOOTING....................................................................................................................20
14. MACHINE SPARE PARTS LIST....................................................................................................21