EU Declaration of Conformity..................................................................................................................... 2
1. Safety instructions............................................................................................................................... 5
2. DC330mini/nano note......................................................................................................................... 6
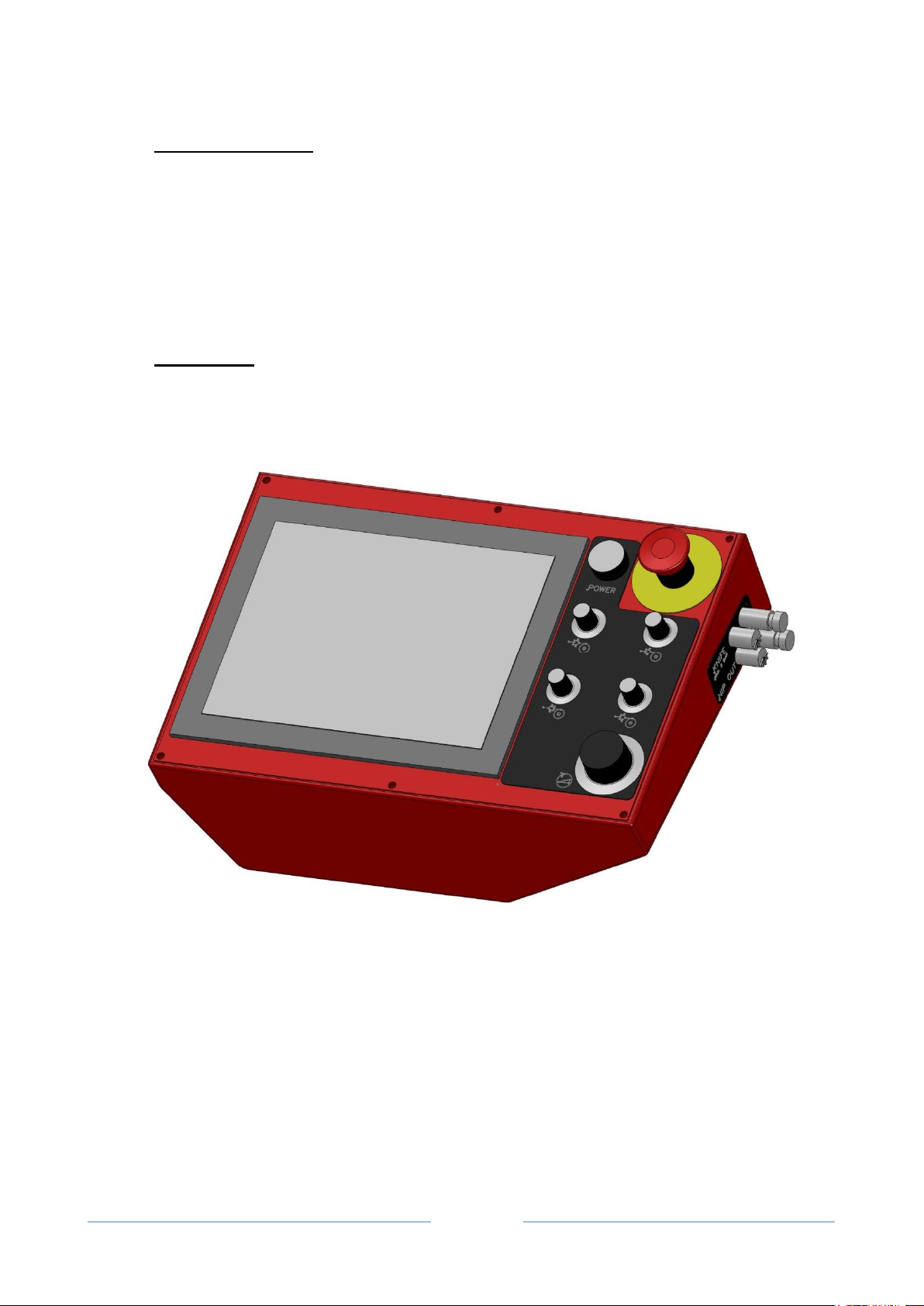
3. Control panel........................................................................................................................................ 6
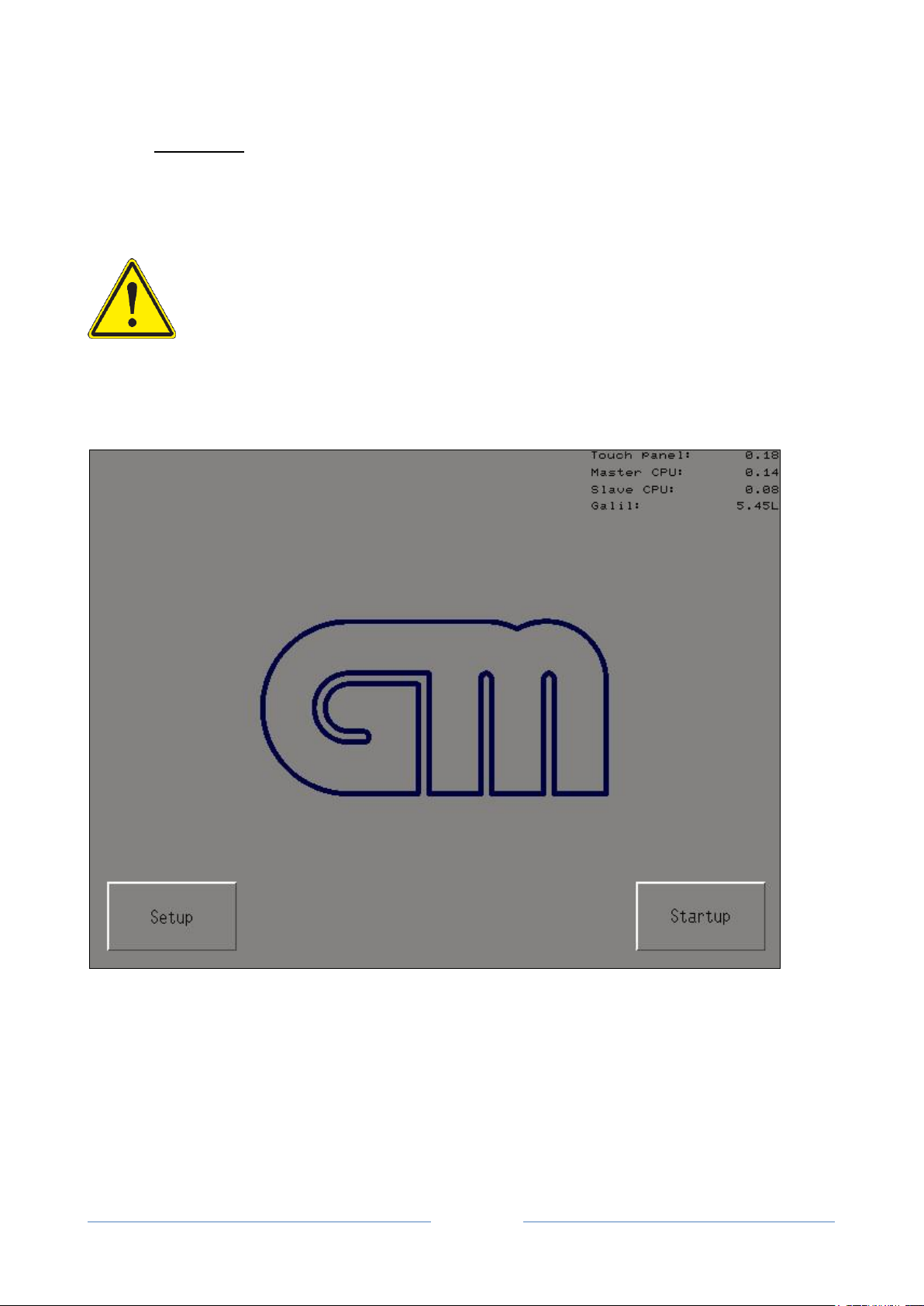
4. Touch panel.......................................................................................................................................... 7
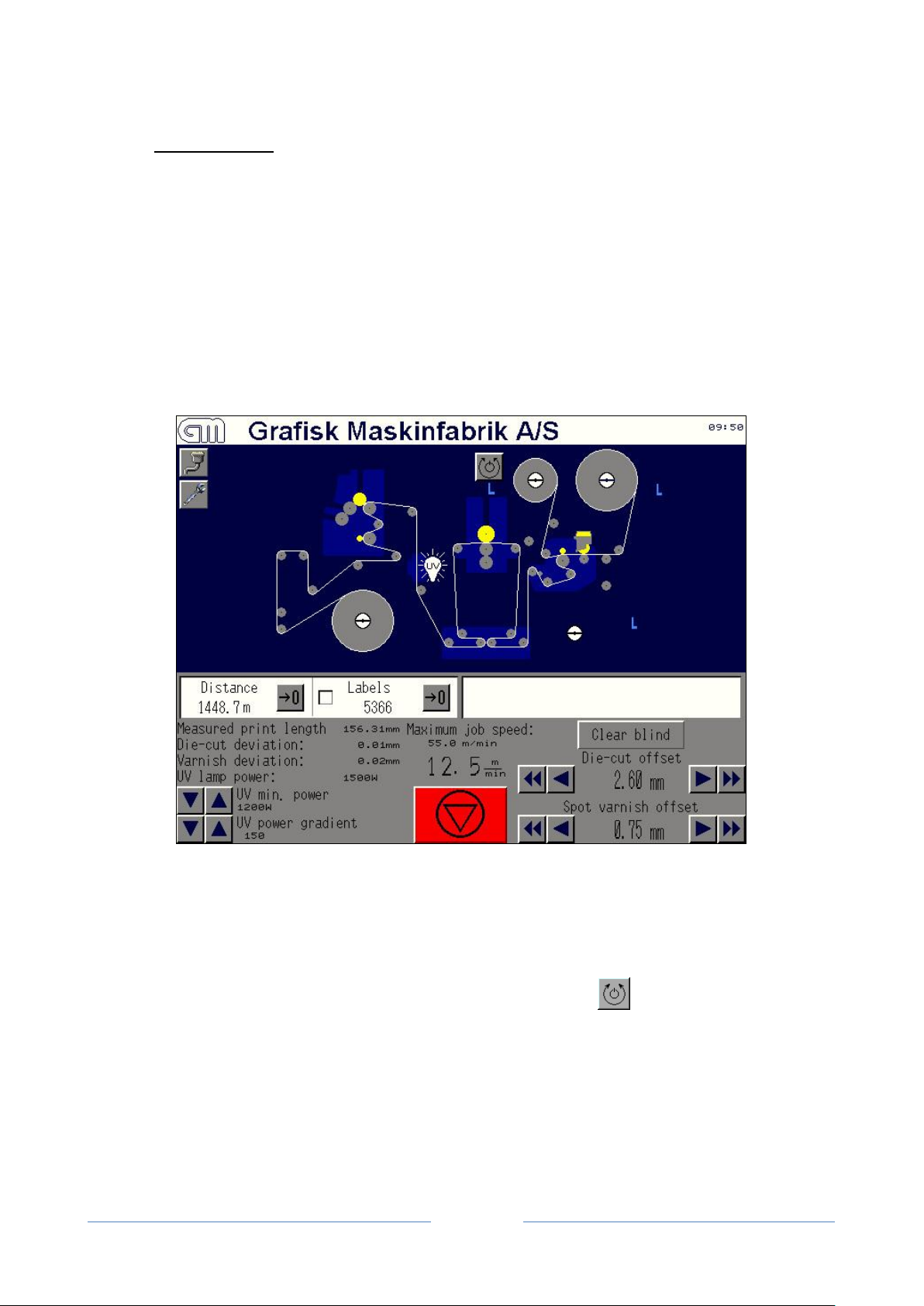
5. The main screen................................................................................................................................... 8
5.1. Web entry...........................................................................................................................................9
5.2. The varnish station.............................................................................................................................9
5.3. The spot varnish option .....................................................................................................................9
5.4. The laminating station (optional)......................................................................................................9
5.5. The UV lamp................................................................................................................................... 11
5.6. Safety instructions........................................................................................................................... 12
5.7. The die-cutting station.................................................................................................................... 13
5.8. Waste rewinder ............................................................................................................................... 14
5.9. V-knifes and Slitting knifes............................................................................................................ 14
5.10. Rewinding....................................................................................................................................... 15
6. Menu buttons.....................................................................................................................................16
6.1. Parameters....................................................................................................................................... 18
6.2. Die-cut parameters.......................................................................................................................... 20
6.3. Speed control................................................................................................................................... 23
6.4. Web tension and scale print adjustments....................................................................................... 24
7. Alarms and messages........................................................................................................................25
8. Language and units setup.................................................................................................................29
9. Special parameters............................................................................................................................30
10. Registration accuracy....................................................................................................................... 31
11. Markreader SUNX LX series..........................................................................................................32
12. Distortion and disprofactor.............................................................................................................33
13. Varnish station –prevent dripping.................................................................................................35
14. Dust problems with V-knifes & damages to anvil roller.............................................................36
15. Die cut station adjustment and alignment.....................................................................................36
16. Die cut bridge adjustment................................................................................................................ 37
17. General information for GM diecut station..................................................................................38
18. Varnish station................................................................................................................................... 41
18.1. Technical data ................................................................................................................................. 41
18.2. Anilox roller types .......................................................................................................................... 43
18.3. Mounting of the anilox roller ......................................................................................................... 44