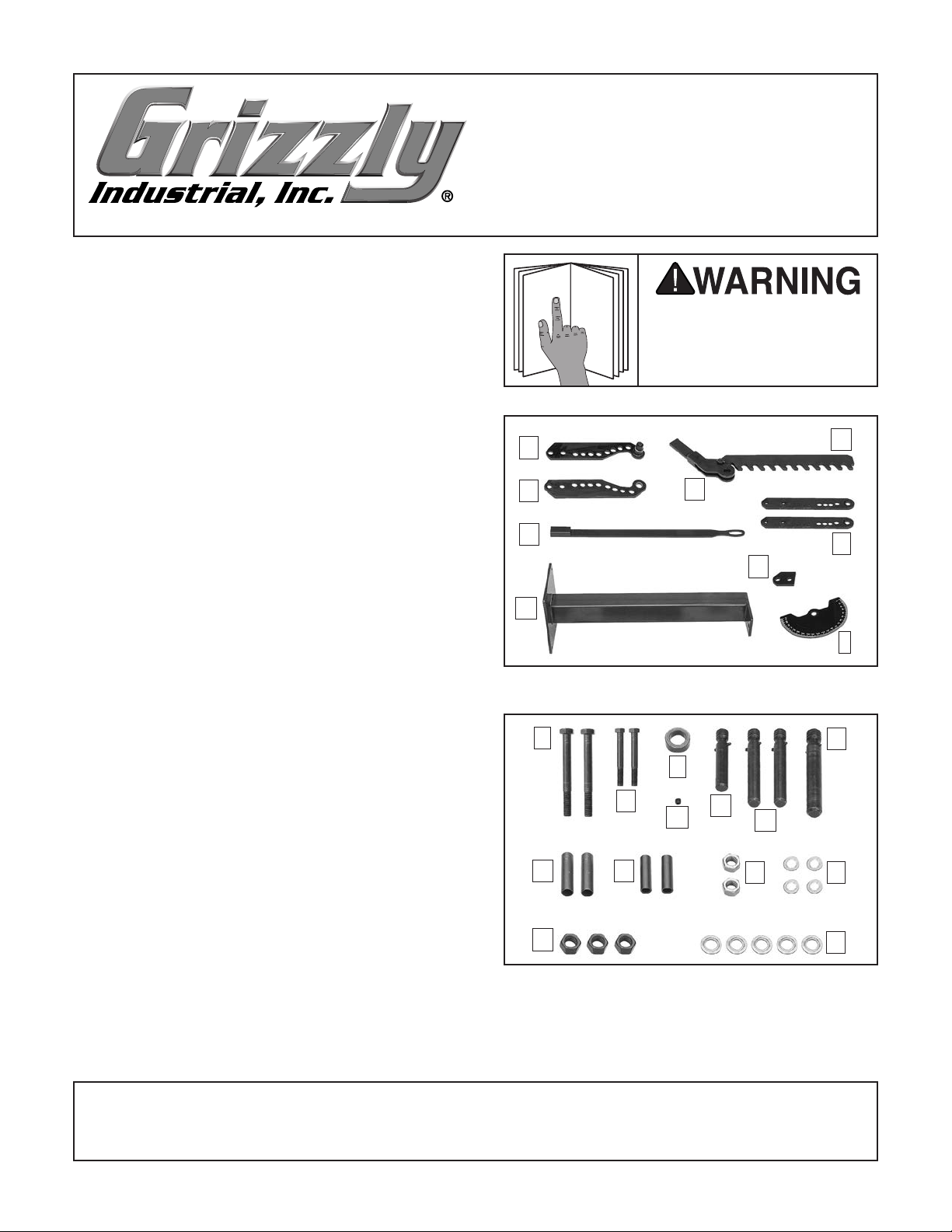
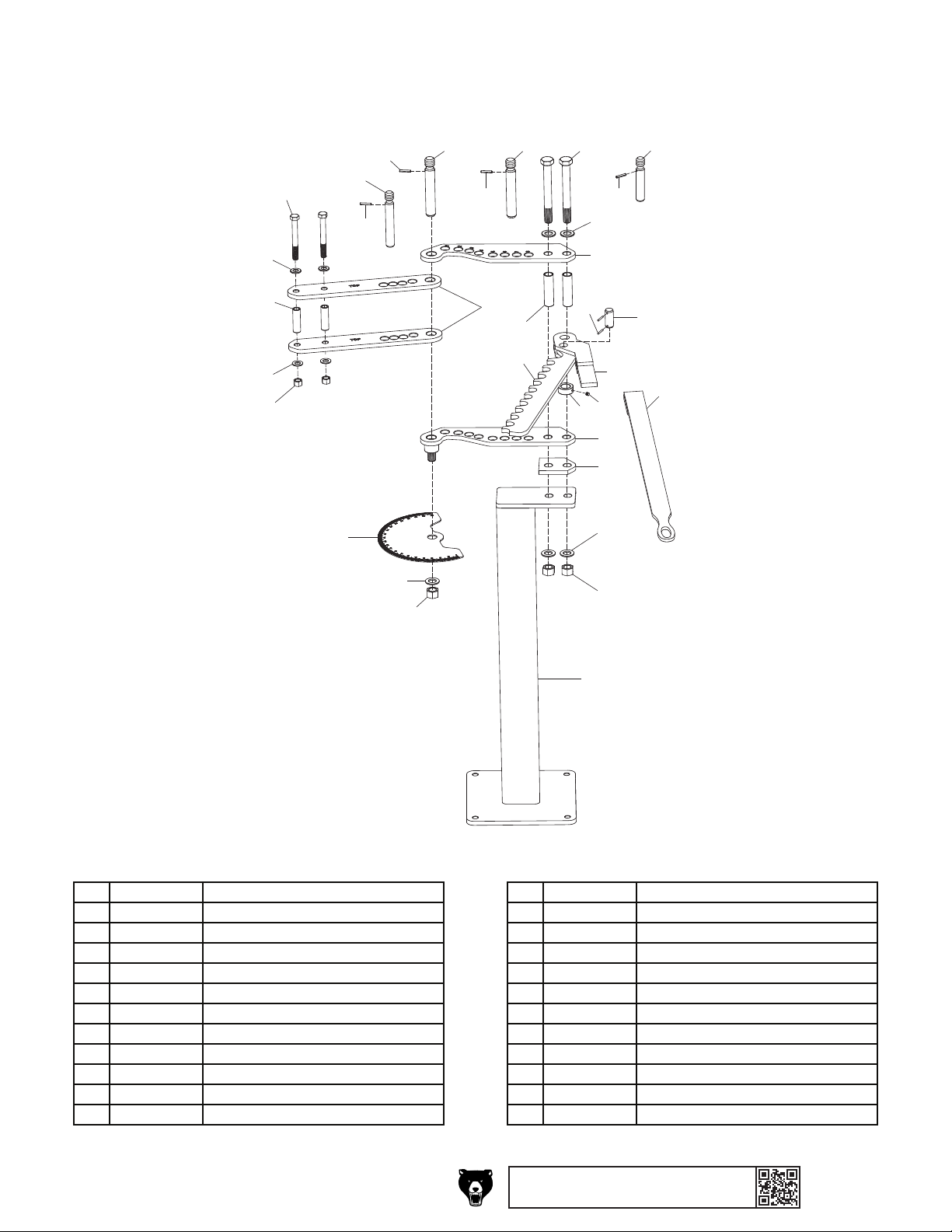
Frame
Pin
Drive
Pin
M14-2 x 110
Hex Bolt
14mm
Flat Washer
14mm
Flat Washer
M14-2
Hex Nut
Drive
Link
Drive
Link Drive Link
Spacer
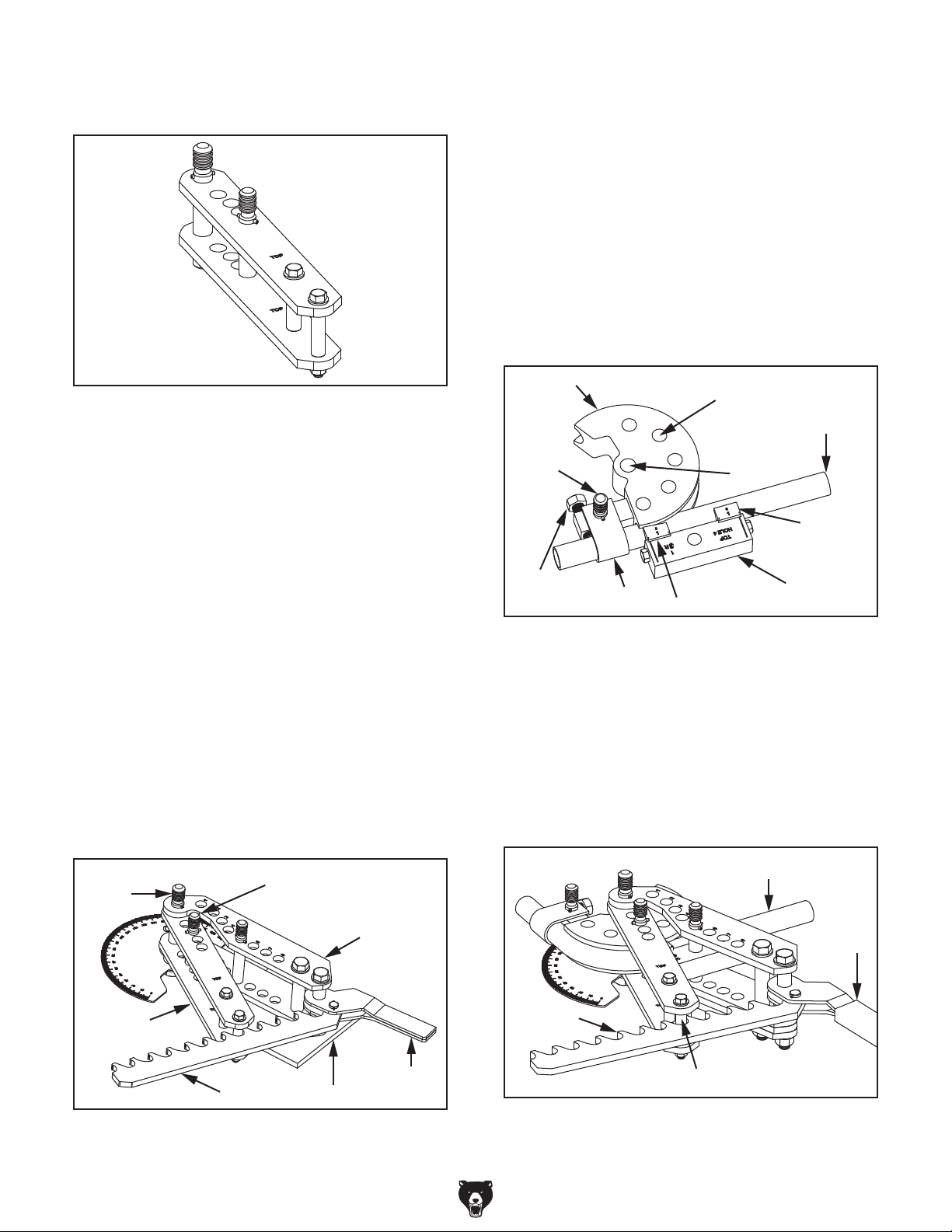
Figure 6. Drive link assembly setup.
Figure 5. Completed frame assembly.
Model T30860 (Mfd. Since 12/19) -3-
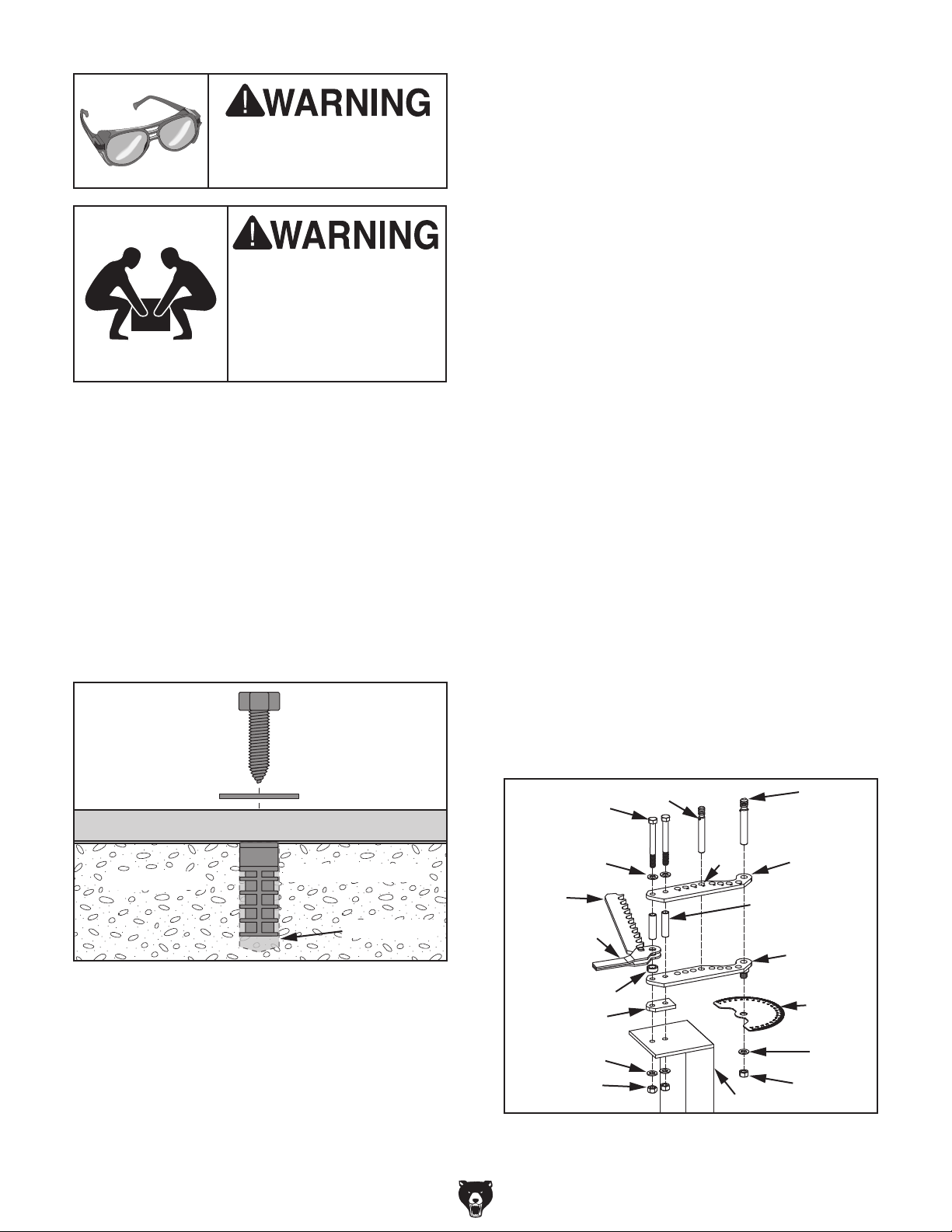
5. Insert M20-2.5 x 175 hex bolts with 20mm
flat washers through upper frame link, frame
spacers, swing lever, collar, lower frame
link, frame base, and stand (see Figure 4).
Secure with 20mm flat washers and M20-2.5
hex nuts (only hand tighten for now).
6. Insert frame pin through upper and lower
frame links (see Figure 4).
7. Insert drive pin into #5 hole as shown in
Figure 4.
8. Fully tighten both hex nuts installed in Step
5. Verify drive pin and frame pin are able to
slide through their respective holes.
9. Raise swing lever to middle of frame spacer
and lock into position by tightening set screw
on collar with 4mm hex wrench.
10. Install bend angle indicator, 20mm flat wash-
er, and M20-2.5 hex nut onto lower frame link
(see Figure 4) and hand tighten.
Note: This nut should never be tightened with
a wrench. This allows the bend angle indica-
tor to be adjusted while bending.
11. Verify frame is assembled as shown in
Figure 5.
Drive Link Assembly Setup
1. Place both drive links (see Figure 6)on their
side with "TOP" stamp facing same direction.
Note: Drive link "TOP" stamp must face
same direction on both drive links since three
of four drive holes are offset to the right.
2. Insert M14-2 x 110 hex bolts with 14mm flat
washers into upper drive link holes shown in
Figure 6.
3. Install drive link spacers (see Figure 6)over
hex bolts and insert threaded end of hex bolts
through lower drive link holes.
4. Secure hex bolts with 14mm flat washers and
M14-2 hex nuts, and hand tighten.
5. Insert frame pin and drive pin through drive
link holes shown in Figure 6.
Note: The frame pin is shared between
assemblies for alignment purposes only dur-
ing setup.
6. Fully tighten both hex nuts installed in Step
4. Verify drive pin and frame pin are able to
slide through their respective holes.