3
C O N T E N T S:
Safety Precautions...............................................................4
A. Overview of the Machine............................................5
B. Main Usage and Features.............................................5
C. Main Specications........................................................6
D. Transmission System.....................................................7
D.1 Main Transmission System.......................................8
D.2 Feeding System............................................................8
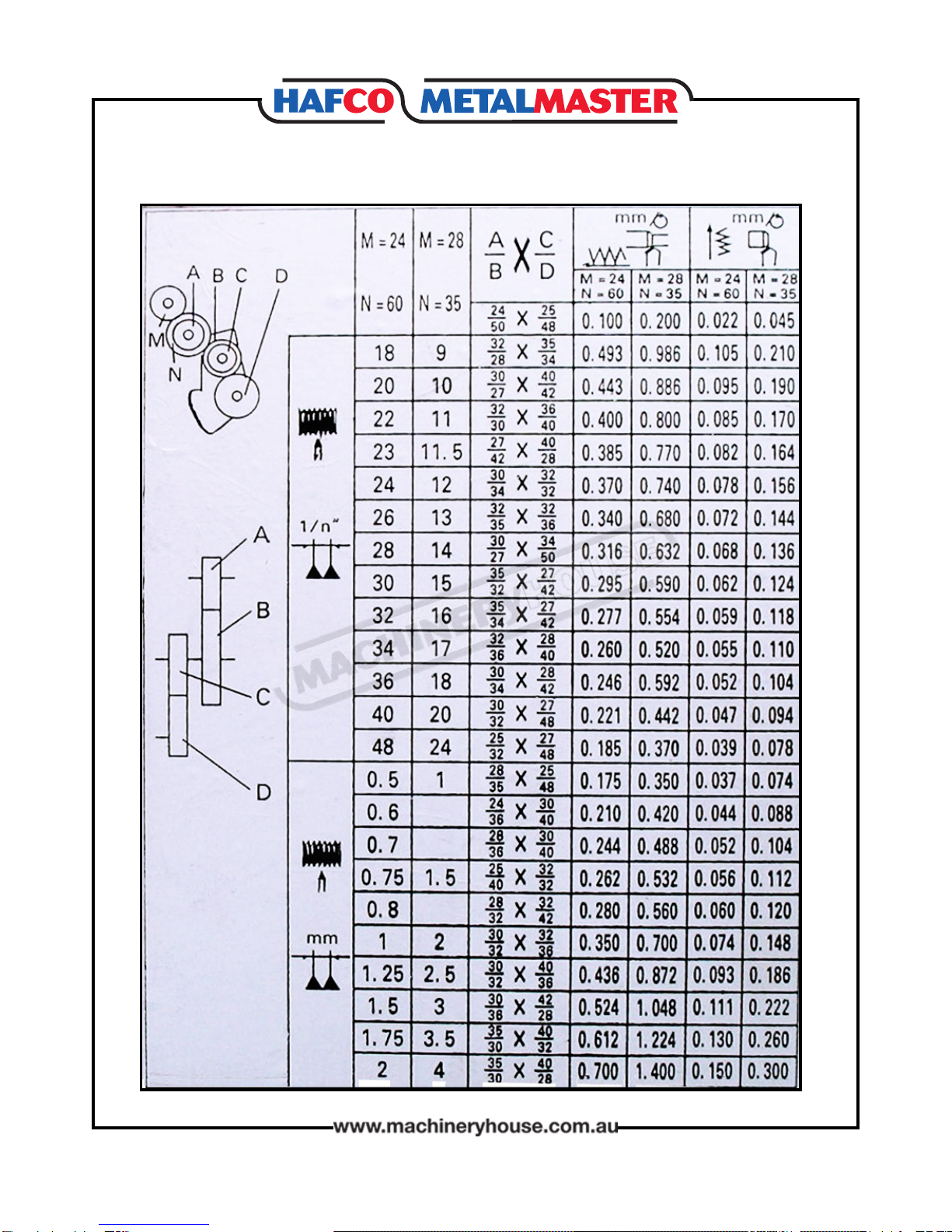
D.2.2 Threading....................................................................9
Change Gears.........................................................9
Thread Chart........................................................10
D2.3 Setting The Cutting Tool With Spindle
Centerline............................................................................11
E. Installation And Adjustment Of The Lathe.........12
E.1 Installation....................................................................12
E.2 Adjustment Of The Lathe........................................13
E.2.1 Adjustment Of Main Spindle..............................13
E.2.2 Adjustment Of Clearance Between The Top
Slide, Worktable And Cross Slide.................................13
E.2.3 The Adjustment Of The Locking Handles Of
TheTailstock........................................................................14
F. Operation.........................................................................15
F.1 Illustration Of The Operation Parts......................15
F.2 Speed Changing Of The Main Spindle...............16
G. Lubrication.....................................................................16
Lubrication Points.............................................................17
Table Of Lubrication Points...........................................17
H. Wiring Diagram.............................................................18
Spare Parts...........................................................................19