3/18
1. SAFETY
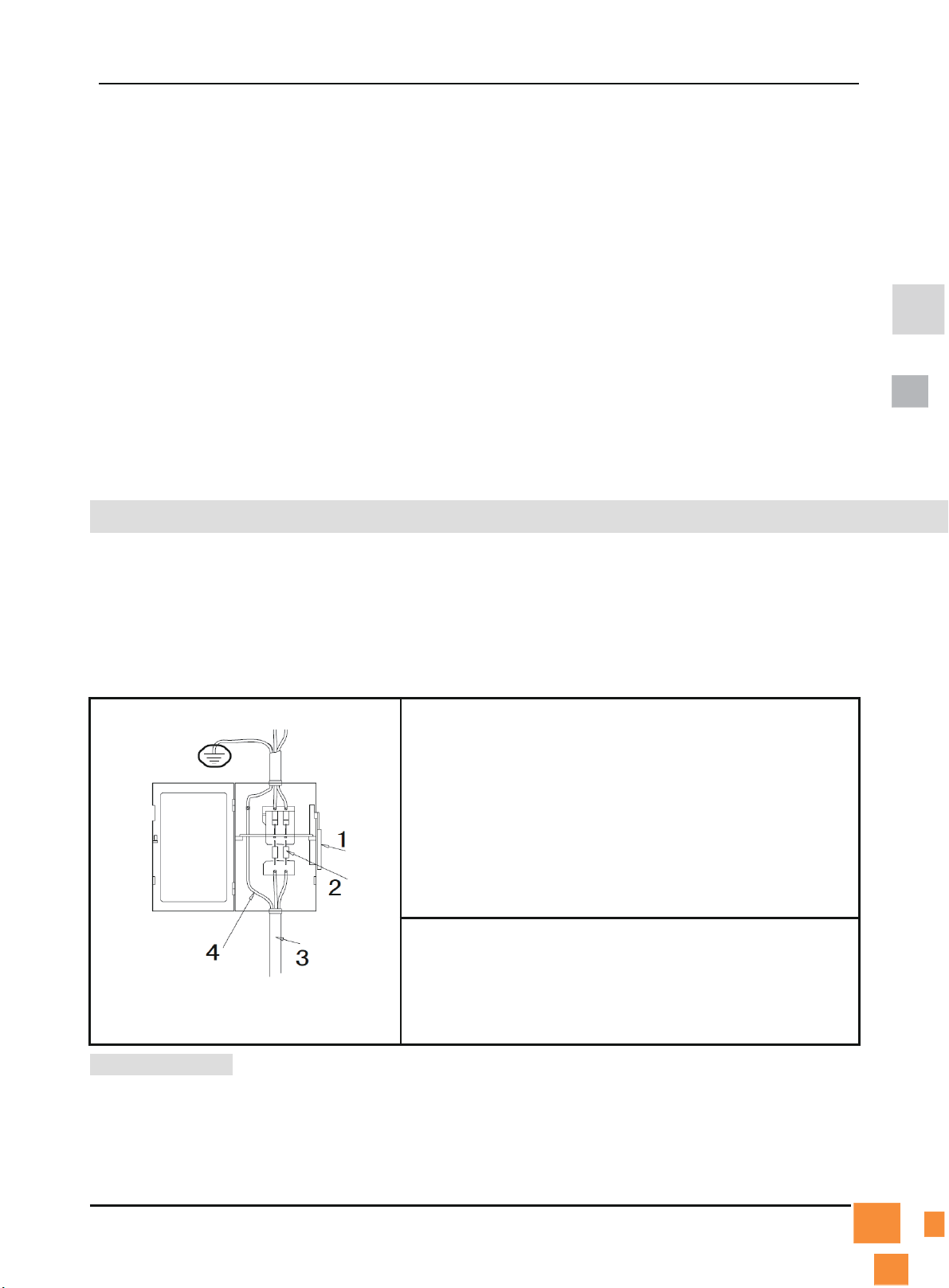
Beware of electric shock!
Install grounding device according to application standard.
Do not touch live parts with naked skin, wet gloves or wet clothes.
Be sure you are insulated from ground and workpiece.
Cover the cover plate of the machine before power on to avoid an electric shock.
Confirm the safety of your working position.
Beware of fire hazard!
Please install the machine on non-combustible materials to avoid a fire.
Make ensure there are no inflammables near the welding position to avoid a fire.
Beware of explosion!
Do not install the machine in an environment with explosive gas to avoid an explosion.
Replacing the components can be dangerous.
Only professionals can replace the components of the machine.
Make sure there are no foreign bodies such as wire leads, screws, gaskets and metal bars falling into the machine
inside when replacing the components.
Make sure the connecting wires inside the machine are correctly connected after replacing the PCBs, and then the
machine can be run. Otherwise, there is a risk of damage to property.
Carrying or moving the machine can be dangerous.
Cut the inputpower off via the switching box before moving the welding machine.
The handle can only be used for moving the welding machine by hand in short distance, and it cannot be used for
lifting. Otherwise, personal injury or property damage may be caused by a drop.
Make sure that the flying rings are tightened, and that the machine enclosure and cover are fixed when moving the
welding machine with a crane,
Two lifting belts should be used when lifting the welding machine, and the angle formed by the lifting belt and the
vertical should be smaller than 15°.
Do not apply any stress on the operation panel and cover when moving the welding machine. Otherwise, personal
injury or property damage may be caused by a drop.
Do not install and run the welding machine when the machine is damaged or lacks any components. Otherwise, fire
hazard or personal injury may be caused.
Precautions for operation
Smoke-may be harmful to your health!
Keep your head away from the smoke to avoid inhalation of waste gas in welding.
Keep the working environment well ventilated with exhaust or ventilation equipment
when welding.
Arc radiation-may hurt youreyes and burn yourskin!
Use proper mask and wear protective clothing to protect your eyes and body.
Use proper mask or curtain to protect onlooker from being injured.