CATALOGUE
Summary............................................................................................................................................................ 1
1. Components........................................................................................................................................... 1
2. Connection............................................................................................................................................. 1
3. Features..................................................................................................................................................2
4. Usage......................................................................................................................................................2
5. Symbol Instruction................................................................................................................................. 2
6. Working Environment............................................................................................................................ 3
Technical Parameter...........................................................................................................................................3
1. Power source SLG-200HF、SLG-300HF、SLG-400HF........................................................................... 3
2. Arc initiator QFK-E1................................................................................................................................6
3. Requirements of gas supply...................................................................................................................7
4. Requirement of torch coolant................................................................................................................7
Panel Function....................................................................................................................................................8
1. Power source front panel.......................................................................................................................8
2.Arc initiator panel..................................................................................................................................11
3. Secondary menu.................................................................................................................................. 12
Installation........................................................................................................................................................13
1. Acceptance inspection......................................................................................................................... 13
2. Product defect......................................................................................................................................13
3. Installation requirement...................................................................................................................... 13
4. Noise.....................................................................................................................................................13
5. Ground connection and shield installation..........................................................................................13
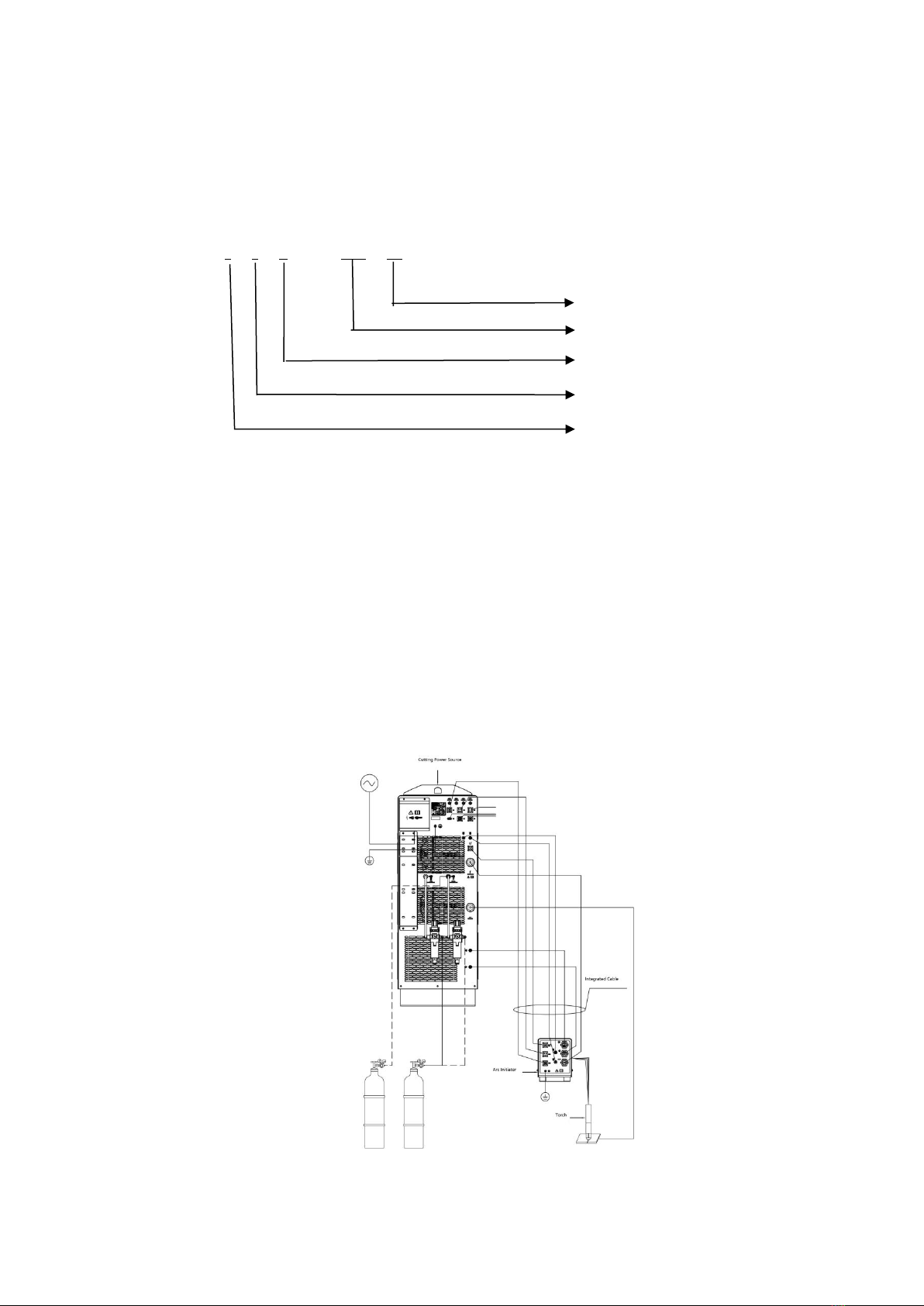
6. Installation drawing..............................................................................................................................14
7. Installation of plasma cutting power source(Part A)..................................................................... 16
8. Installation of arc initiator(5-2 Part B)........................................................................................... 17
9. Torch installation(5-2 Part C)..........................................................................................................18
10. Cable and hose installation(5-2 ○
1~○
18)...................................................................................... 18
11. Filling coolant liquid........................................................................................................................... 22
12. Setting of gas supply.......................................................................................................................... 22
13. Optimize the cutting quality.............................................................................................................. 23
14. Inspection before operate................................................................................................................. 25