8
Manuel d’instructions accessible le plus possible sans toutefois empêcher le
mouvement rotatif de l’outil de coupe.
7. Tout en faisant glisser le démonte-roue sur l’ergot le plus facile
à approcher, faire tourner l’outil de coupe un ergot à la fois dans
le sens de la flèche jusqu’à ce que l’autre écrou soit en position
pour être serré.Vérifier l’emplacement de la coupe et s’assurer
que l’outil suit la bonne trajectoire.
8. Pour terminer la découpe à partir de ce point, continuer à faire
tourner l’outil decoupeetaprèschaquedemi-tour, serrer l’écrou
de chaque vis principale d’un quart à un demi tour.(il est
recommandé de prévoir deux personnes pour RC30 et RC 36 :
unepersonnepourserrerlesécrousetl’autrepour
faire tourner l’outil de coupe.) Il est primordial
de réaliser la découpe sans s’arrêter et en
maintenant une pression constante.
9. Il convient de couper au travers de toute
l’épaisseurdela paroi des tuyauxenacier.Les
tuyaux en fonte, en fonction de l’âge et de la
dureté, se briseront après la pénétration dans
un quart de la paroi. Les tuyaux en fonte duc
tile, très dur, se brisent en général dès que la
moitié ou un tiers de la paroi a été coupée.
10. Lors de la découpe de tuyaux en fonte, dès que le premier
craquementdans le tuyaua retenti, continueràserrerlesécrous
pourmaintenir la pression maximumsur letuyaujusqu’àce que
le tronçon soit complètement détaché. S’il y a un moyen de
maintenir un soutien sur le tuyau pendant la découpe à
l’aided’unegrue,d’un crichydraulique, etc.celaréduiraletemps
de coupe de moitié en provoquant la fracture plus tôt et tout
autour du tuyau et non pas seulement d’une partie de celui-ci.
11. Pour la découpe d’un tronçon de tuyau en fonte qui a été sous
terre pendant longtemps, la conduite peut être soumise à
diverses causes de compression et la fracture légèrement
irrégulièredescoupespeutrésisterausoulèvementdu morceau
coupé.Une méthode pour contourner cette difficulté consiste à
réaliser trois coupes ou lieu de deux. Réaliser une troisième
découpe à environ 21/2” à l’intérieur d’une des coupes
d’extrémité.Une massue cassera la section de 2,5 pouces et le
morceau plus grand se lèvera facilement.Pour couper un tuyau
en fonte sous compression, l’outil de coupe doit être présenté
et tourné jusqu’à ce que tous les galets externes soient en con
tact avec le tuyau afin de garantir une fracture complète.
12. L’outildecoupe a été conçu pour résister aux chargesdecoupe.
La poignée sera la première à plier.
13. Certaines marques de tuyaux en fonte ductile sont plus doux
que d’autres et peuvent être coupés plus vite et plus facilement
à l’aide des molettes coupantes RCS8-30 pour tuyaux en acier.
Si le bris de molette coupante n’est pas excessif, les gains
substantiels en temps et en main-d’oeuvre pourraient justifier
une telle démarche.
L’outil de coupe Rotary™ de Reed est un outil très efficace pour
couper des tuyaux en fonte, en fonte ductile et en acier de 20 à 36"
de diamètre. Dans la majorité des cas, l’outil de coupe Rotary™
peut être utilisé par une seule personne.
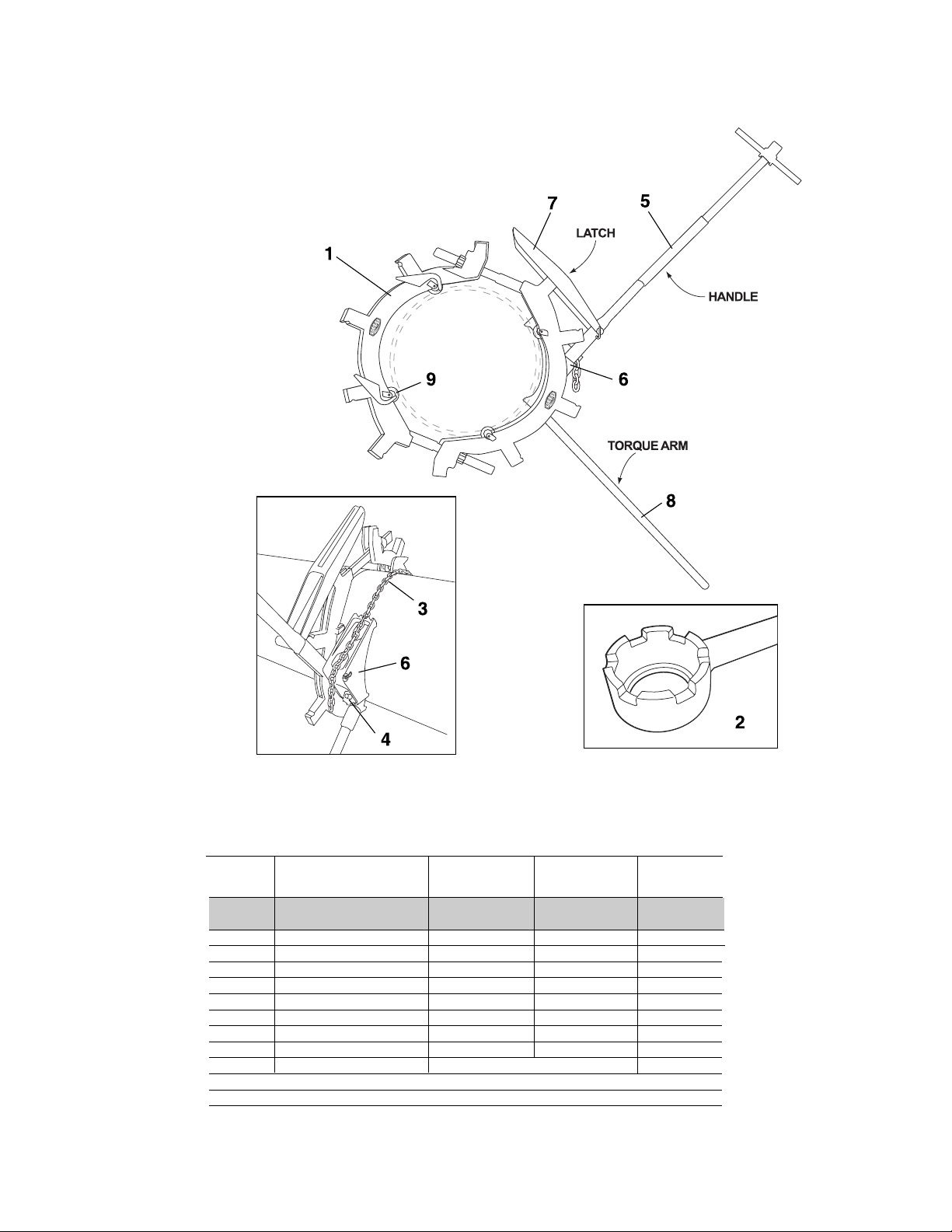
Fig. 1
Tableau de référence des molettes coupantes pour les outils de
coupe Rotary™
Suivre attentivement les instructions ci-après pour
obtenir les meilleurs résultats et garantir l’utilisation la
plus efficace :
1. Identifierlamolette coupante lamieuxadaptéeau tuyauàcouper
en consulant la Figure 1.
2. Pour changer la molette coupante, coucher l’outil de coupe
Rotary™ sur son côté, tête de goupille de molette orientée vers
lebas.Ensuite,tapotersur l’extrémitéde toutesles goupilles de
molette orientées vers le haut et leur permettre de sortir
suffisamment pour faciliter leur dépose.Avant d’enlever
complètement la goupille de molette, retourner l’outil de coupe
Rotary™ puis déposer chaque goupille.Aligner les molettes
coupantes et le galet extérieur puis enfoncer à nouveau les
goupilles dans l’orifice. Ensuite, mettre la goupille en place à
l’aide d’une légère pression puis répéter cette procédure pour
toutes les goupilles de molette.
3. Pour mettre l’outil en place avant de réaliser une découpe,
desserrer les écrous des vis principales juste assez pour que le
châssis de l’outil puisse glisser sur l’extrémité du tuyau.(les vis
principales peuvent également être déposées du châssis pour
permettre l’ouverture de l’outil et la mise en place de celui-ci
autour du tuyau.Réintroduire les vis principales dans la fente
du châssis pour fermer ce dernier.)
4. Mettre l’outil de coupe en place de telle sorte que les molettes
coupantes soient alignées sur le repère de coupe.Faire tourner
l’outil de coupe jusqu’à ce que son poids repose sur les doigts
de guidage à ressort situés sur la moitié supérieure du châssis
de l’outil.À ce stade, toutes les molettes coupantes doivent être
éloignées du tuyau et la flèche sur le châssis est orientée dans
le sens de rotation souhaité.
5. Secouer légèrement l’outil de coupe jusqu’à ce que les quatre
doigts de guidage touchent le tuyau.Ce mouvement de
balancement met l’outil de coupe en position perpendiculaire
sur le tuyau.
6. Ensuite, sans perturber la position de l’outil de coupe, serrer
les écrous des vis principales manuellement à un couple
IDENTIQUE.En général, les deux molettes du bas seront les
premières à toucher le tuyau.Continuer à serrer alors que les
doigtsdeguidage à ressort seretirentetpermettent auxmolettes
supérieures d’entrer en contact avec le tuyau.À l’aide d’un
démonte-roue sur la poignée de fonctionnement, serrer l’écrou
Item Reed Std. Blade Exposure
Code Cat. No. Pkg. Reed Cutter Inches MM Application
03530 RCS8-36 4 LCRC8; LCRC12; LCRC16; RC20; 0.635 16.1 Steel; Stainless Steel
RC24; RC30; RC36
03535 RCI8-30 4 LCRC8; LCRC12; LCRC16; RC20; 0.500 12.7 Cast Iron; Ductile Iron (manual)
RC24; RC30; RC36
03545 RCDX 4 LCRC8; LCRC12; LCRC16; RC20; 0.531 13.5 Heavy Cast Iron; Ductile Iron (PRC)
RC24; RC30; RC36
03550 RCX 4 LCRC8; LCRC12; LCRC16; RC20; 0.800 20.3 Heavy Wall Steel; Stainless Steel
RC24; RC30; RC36
Code N°cat. Pqt Outil de coupe Reed Exposition de lame
d’article Reed std. Pouces mm Application
Acier, acier inoxydable
Fonte, fonte ductile
Acier paroi épaisse, acier
inoxydable
Fonte lourde, fonte ductile
TUYAU PRÉSENTANT UNE CROÛTE IMPORTANTE OU
DES ÉCAILLES DE ROUILLE : Enlever la rouille et les écailles
de la zone à couper à l’aide d’une décalamineuse Reed (Fig. 2). Il
est possible d’utiliser un burin et un marteau ou une lime à gros
grains.Cela épargnera les molettes coupantes, réduira le temps de
coupe et permettra de placer l’outil de coupe à angle droit sur le
tuyau pour garantir le suivi de la trajectoire :