CATALOGUE
Summary.....................................................................................................................................6
Model description................................................................................................................6
Features................................................................................................................................6
Usage...................................................................................................................................6
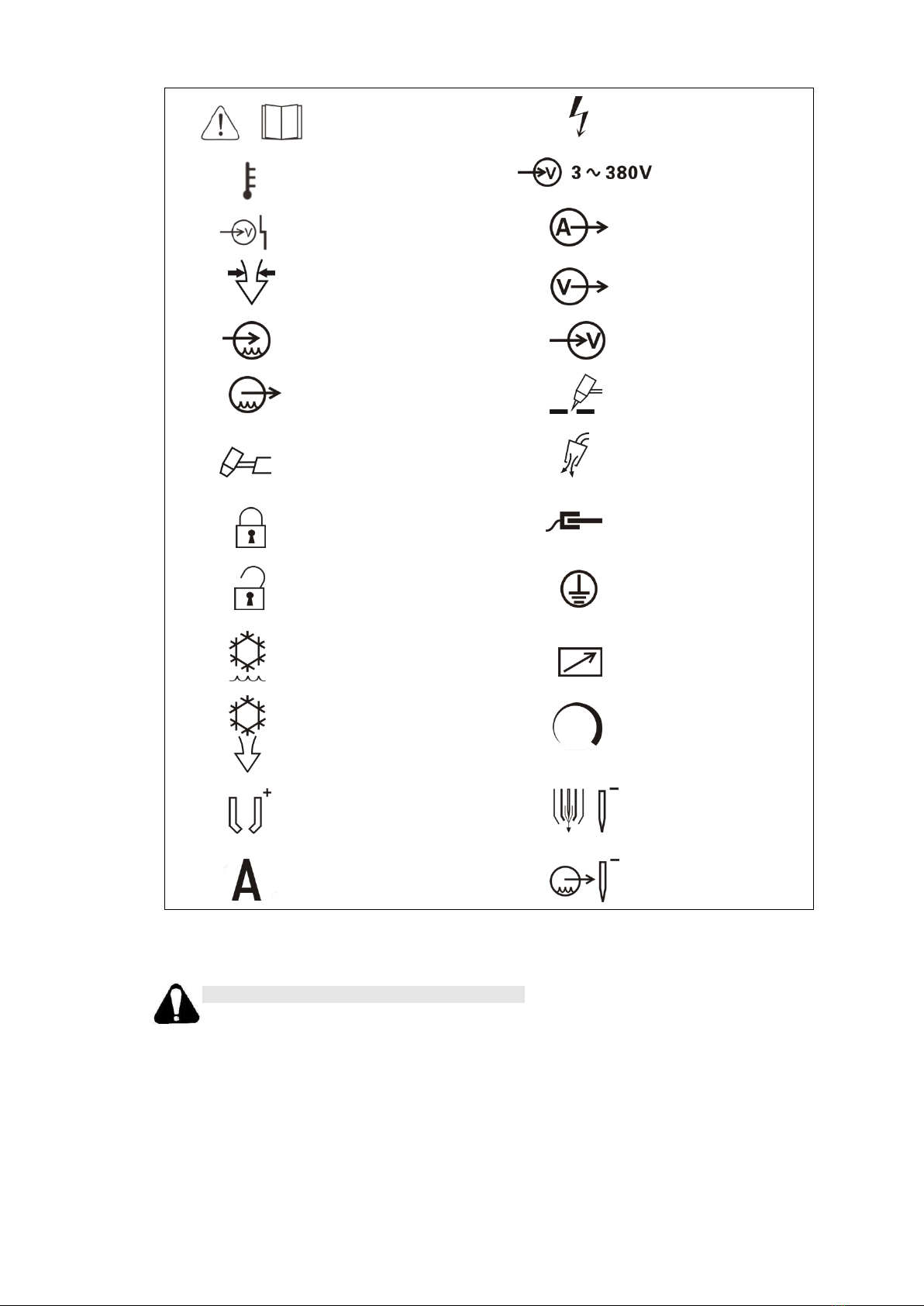
Symbol instructions.............................................................................................................6
Safety and attention ....................................................................................................................7
Working Environment Requirements .........................................................................................8
Environmental condition .....................................................................................................8
Power supply condition.......................................................................................................8
Technical parameters..................................................................................................................8
Main technical parameters...................................................................................................8
Plasma gas condition...........................................................................................................9
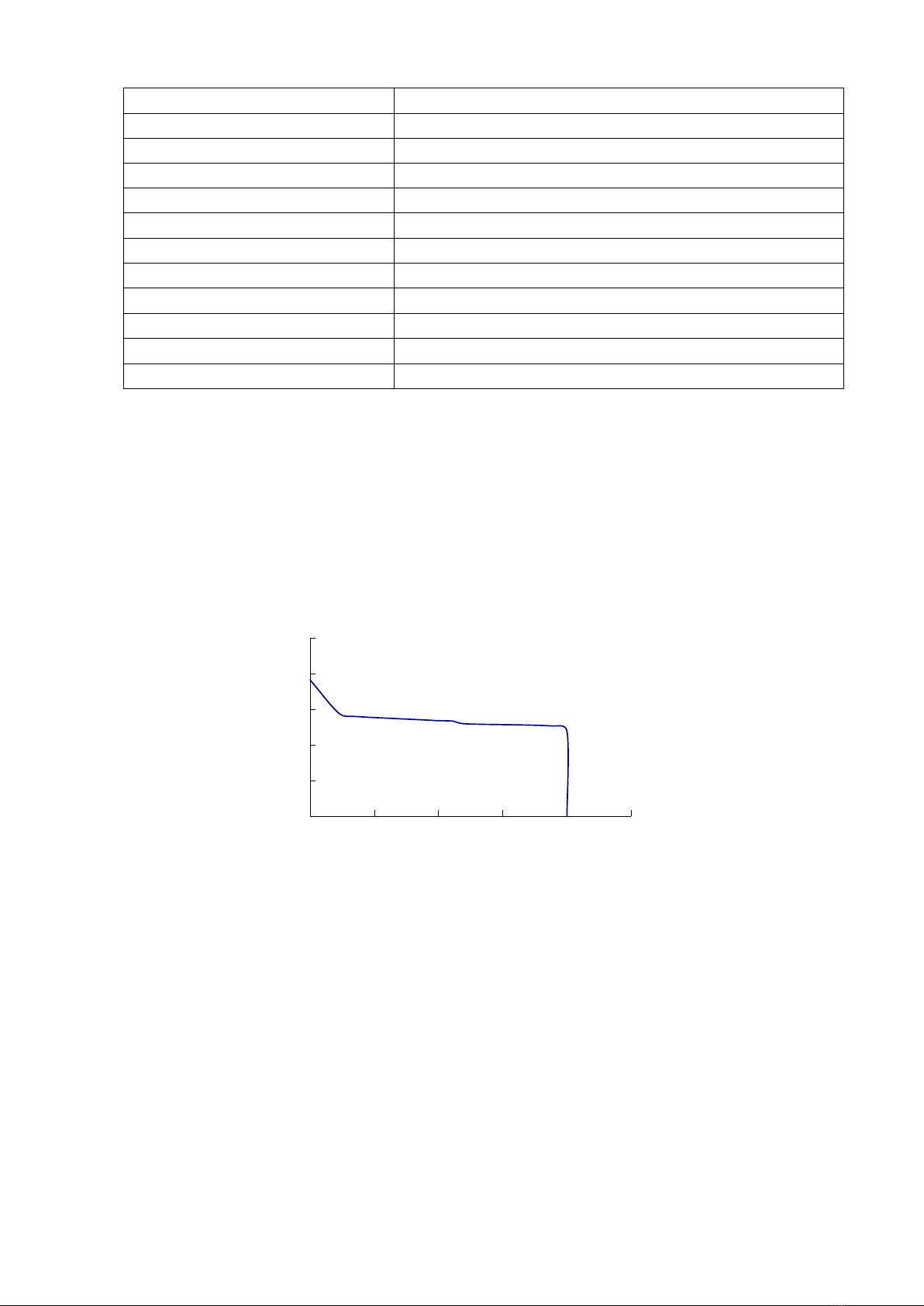
External characteristic curve ...............................................................................................9
System instruction ......................................................................................................................9
Working principles ..............................................................................................................9
Machine working theory....................................................................................................10
Installation and operation .........................................................................................................10
Moving and lifting.............................................................................................................10
Open the packing and check..............................................................................................10
The fix and installation of the plasma power source.........................................................10
The connection of three phase input cable ........................................................................11
Panel and its functions.......................................................................................................13
Protection function introduction........................................................................................14
Operation...........................................................................................................................15
Gouging operation.............................................................................................................16
Cutting operation...............................................................................................................16
Gouging technology instruction ...............................................................................................17
Cutting technology instruction .................................................................................................19
The related main technical parameters..............................................................................19
Eliminate the cutting burr..................................................................................................20
Repair and maintenance............................................................................................................21
Trouble shooting.......................................................................................................................21
Trouble shooting................................................................................................................21
Some main components sheet............................................................................................23
Packing list ...............................................................................................................................23
Attached diagram:main circuit diagram ................................................................................24