Hyundai
06 tig-160/200
The machine is equipped with power voltage compensation equipment. When power voltage moves between ±
15% of rated voltage, it still can work normally.
When using long cable, in order to prevent voltage from going down, bigger section cable is suggested. If cable
is too long, it may affect the performance of the power system. So we suggest you to use configured length.
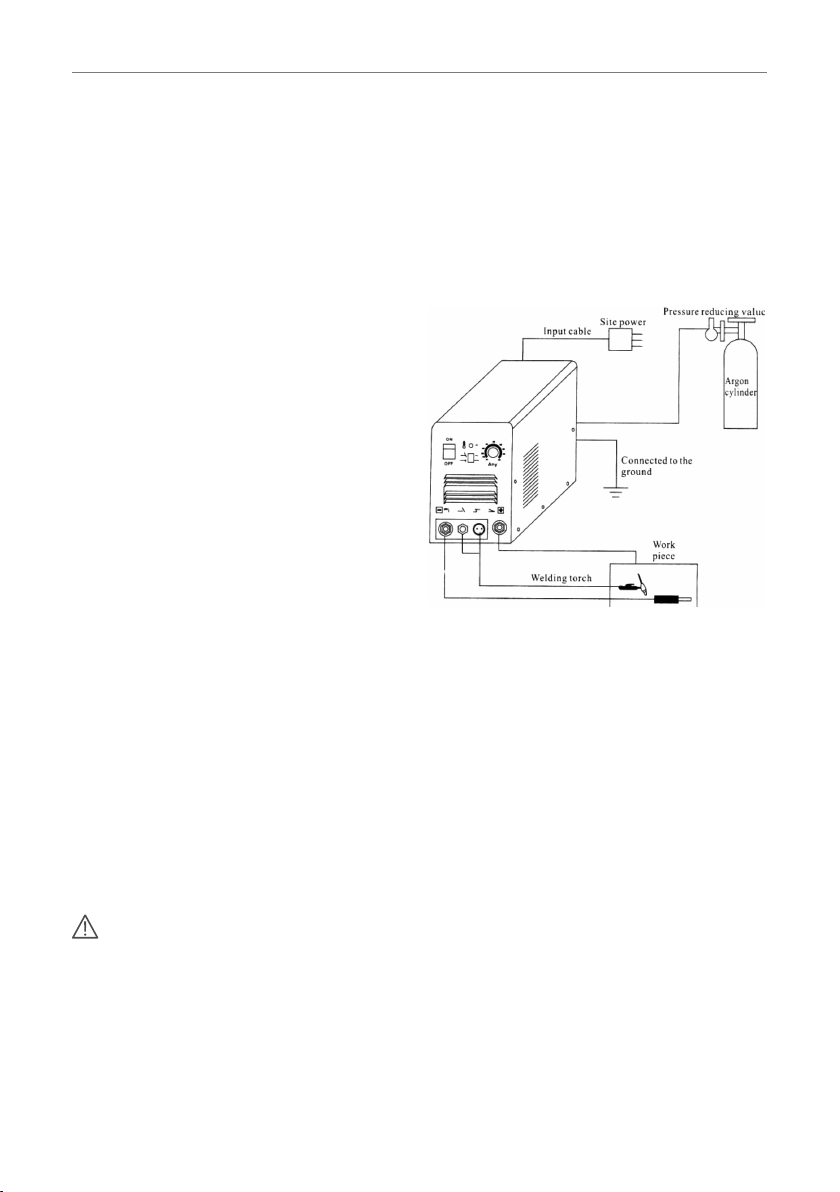
1) Make sure intake of the machine not blocked or
covered, lest cooling system could not work.
2) Make good connection of shielded gas source. Gas
supply passage includes cylinder, argon decompress
flow meter and pipe. Connecting part of pipe should
use hoop or other things to fasten, lest argon leaks
out and air gets in.
3) Use inducting cable whose section is not less than 6
mm2 to connect the housing to the ground. The way
is from the ground-connecting screw at the back to
the earth device.
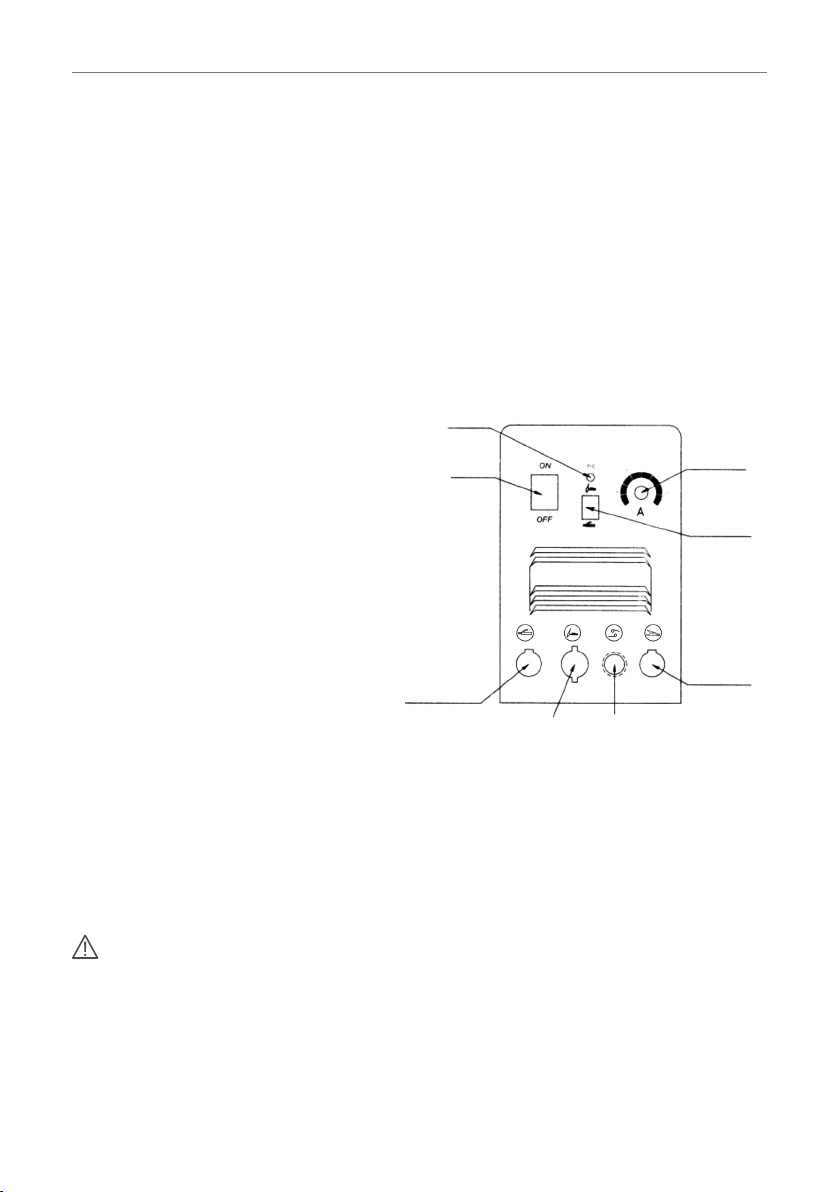
4) Correctly connect the arc torch or holder according
to the picture. When using MMA welding: Make
sure the cable, holder and fastening plug have been
connected with the ground. Put the fastening plug into the fastening socket at the “-” polarity and fasten it
clockwise. When using pulse arc welding: Put the gas-electricity plug of the welding gun to the joint at the
front panel, and fasten clockwise. Put the air switch on the gun to the relevant joint at the front panel, and
fasten the screw.
5) Put the fastening plug of the cable to fastening socket of “+” polarity at the front panel, fasten it clockwise,
and the earth clamp at the other terminal clamps the work piece.
6) According to input voltage grade, connect power cable with power supply box of relevant voltage grade.
Make sure no mistake and make sure the voltage difference among permission range. After the above job,
installment is finished and welding is available.
Warning
Before connecting operation, please make sure all the power is turned off. The right order is
to connect the welding and ground cable to the machine first, and make sure they are firmly connected and
then put the power plug to the power source.
5. Installation Debugging and Operation