HU
5-2. SAW
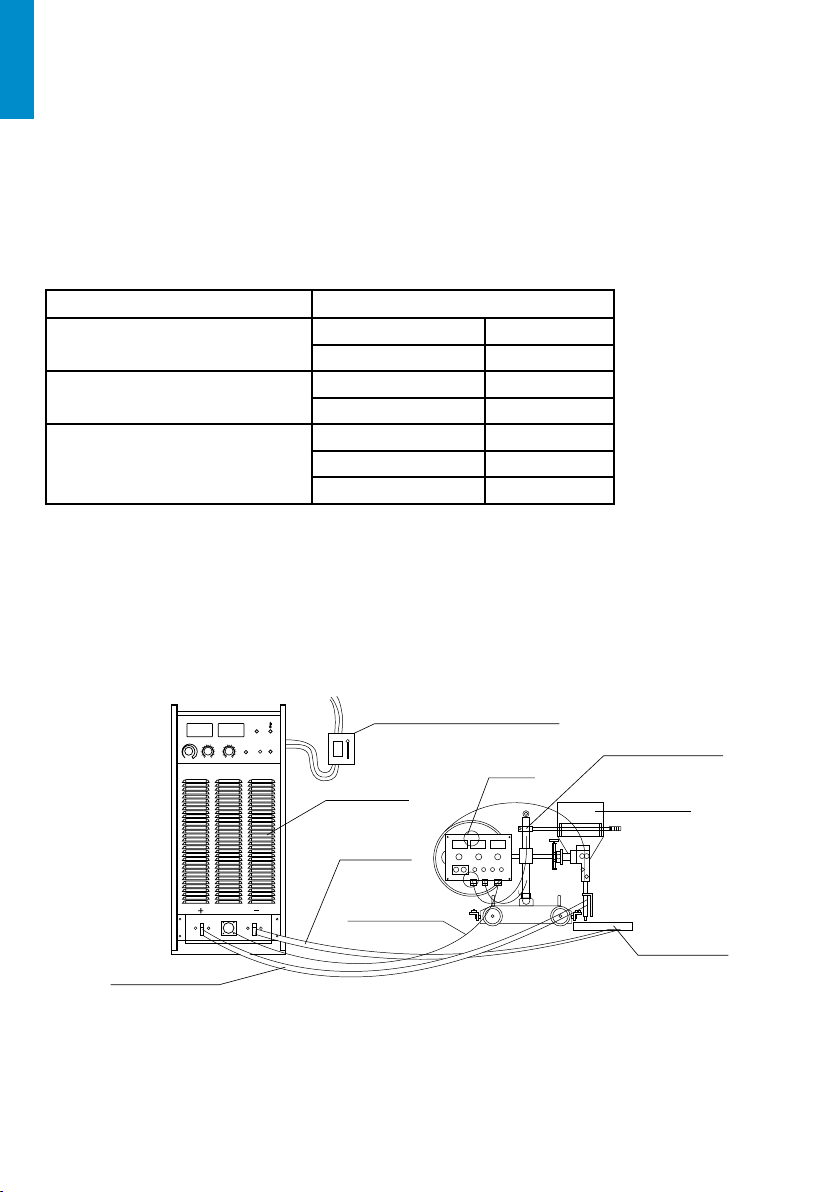
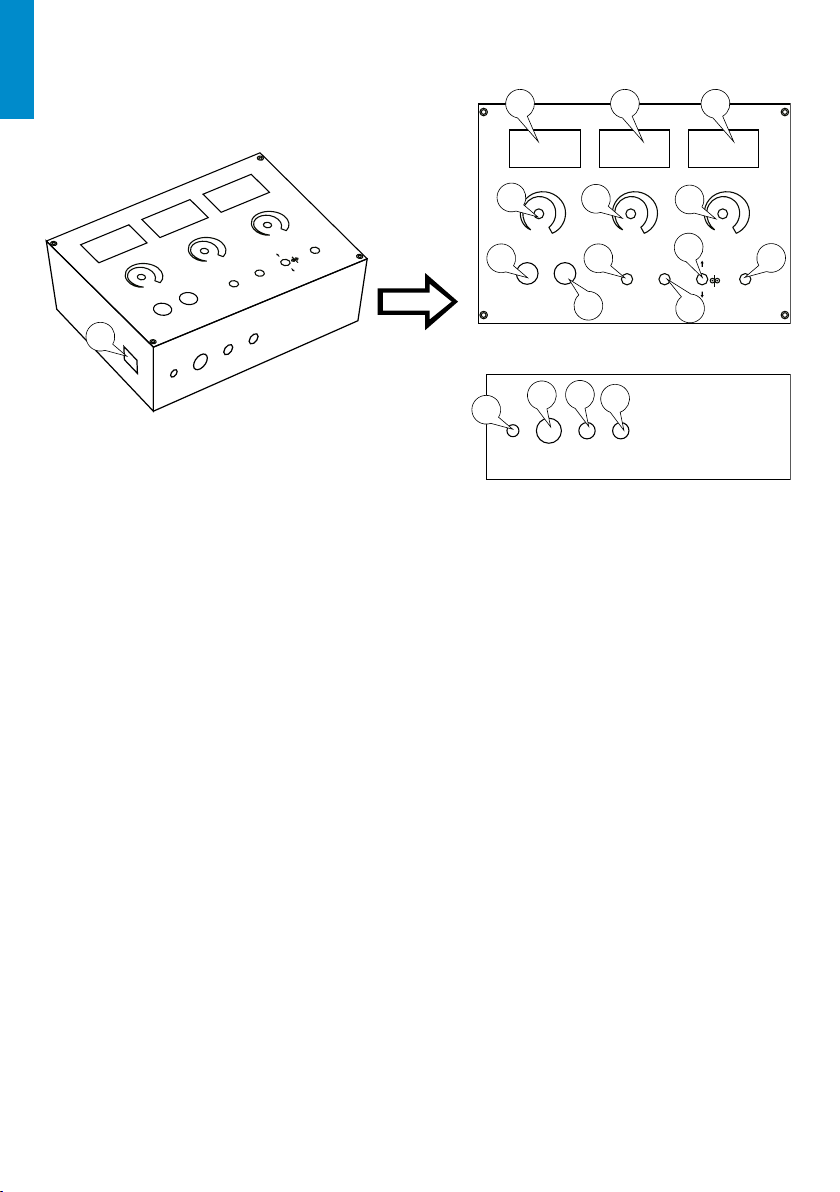
· Csatlakoztassa a hegesztőgép bemeneti vezetékeit;
· Csatlakoztassa a földelést;
· Kapcsolja az üzemmód választó kapcsolót „SAW” állásba;
· Csatlakoztassa a hegesztő traktor pozitív bemenetét a hegesztőgép pozitív kimenetére;.
· Csatlakoztassa a hegesztőgép negatív kimenetét a munkadarabra;
· Csatlakoztassa a vezérlőkábelt a hegesztőgép és a vezérlőegység között.
· Válassza ki a Távvezérlés/helyi vezérlés választó kapcsolóval a megfelelő vezérlési módot;
· Állítsa be az Arc-Force és kezdőáram a megfelelő értékét.
· Csatlakoztassa a hegesztőgépet az áramforrásra és kapcsolja be a főkapcsolóval.
· Állítsa be a hegesztőáramot és a feszültséget és végezze el a hegesztést .
Megjegyzés: Ha a hegesztőkábel csatlakozása megszűnik , a hegesztőgép nem ad a kimenet-
re áramot.
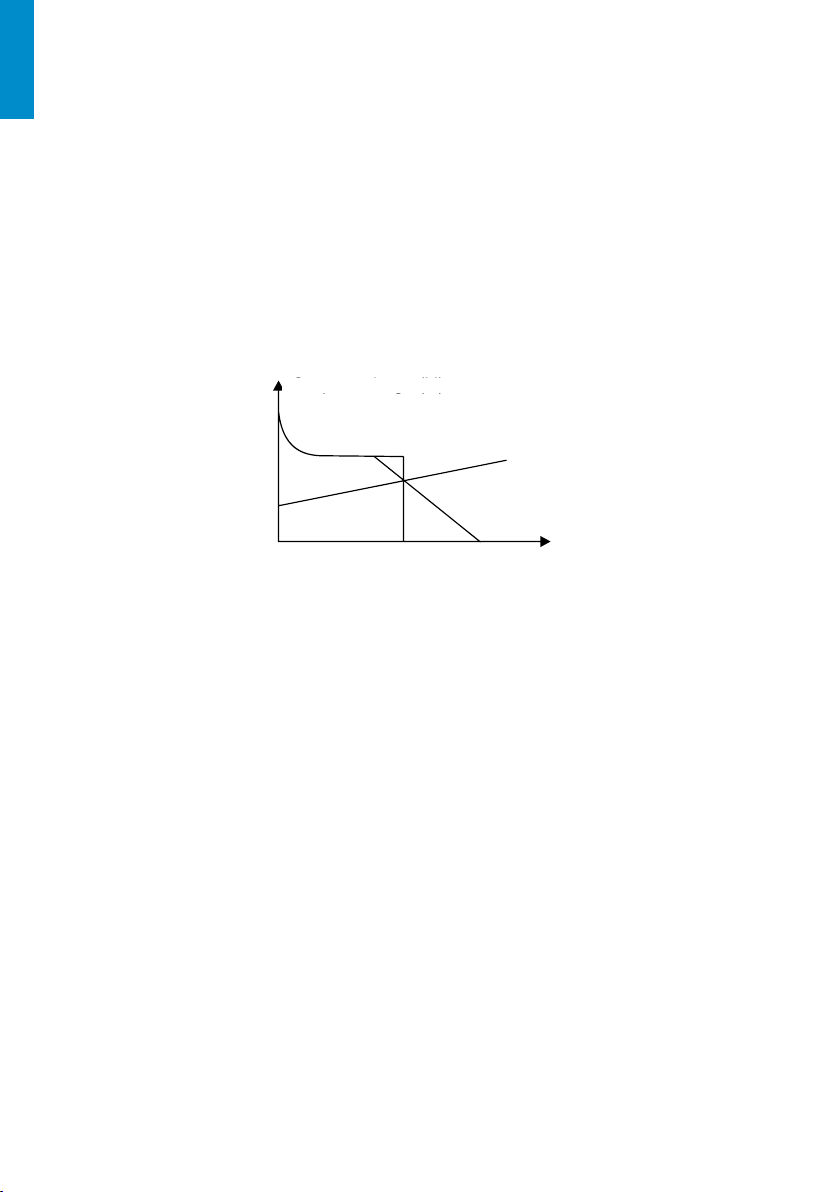
A hegesztőgép kimeneti feszültség-áramerősség karakterisztikáját a 5. ábra mutatja.
5. ábra Az SW-1250 hegesztőgép kimeneti karakterisztika görbéje
Megjegyzés: M-A-B-C: állandó kimeneti jelleggörbe az N-C terhelési görbe mentén.
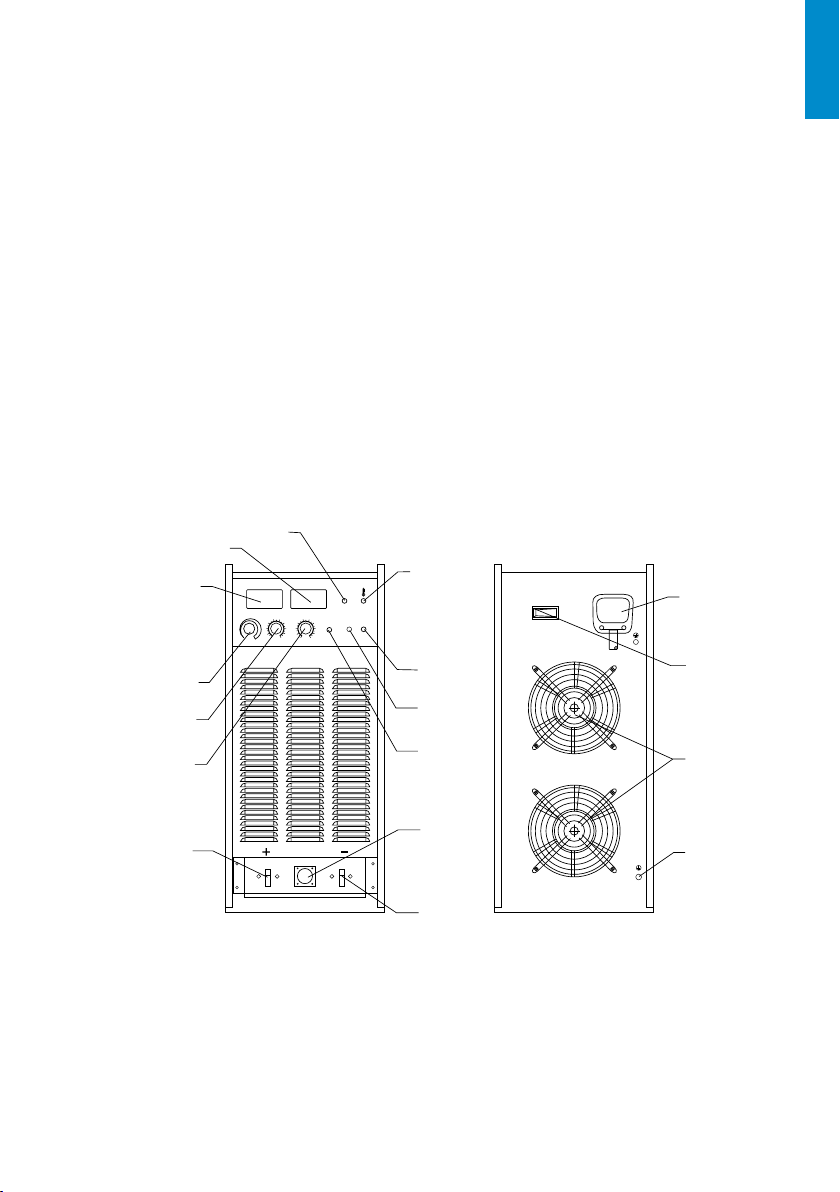
· A hegesztőáram beállító gomb használatával változtathatjuk a hegesztőáram erősségét, azaz
változik az A-B szakasz hossza a függőleges tengelyen. Az A-B szakasz az állandó áramerősségű
része a jelleggörbének. Ennek értéke változtatható a hegesztőgép minimális és a névleges
áramerősség értékei között.
· Az Arc-Force gomb megnyomásával beállíthat az íverősség-szabályozás mértéke azaz be-
állítható a kimeneti jelleggörbe D-C szakaszának meredeksége. MMA módban a beállítási
tartomány 0-150A, SAW módban 0-450A
· A kezdőáram beállító gombbal szabályozható az ívgyújtáshoz szükséges megnövelt áramerős-
ség értéke. Megfelelő beállítással növelhető a sikeres ívgyújtás aránya és megakadályozható a
z elektróda leragadása. A kezdőáram beállítási tartománya : 80+10A~ 80+37,5A
· A hegesztési vonal formája szorosan összefügg a hegesztési beállításokkal.
Általánosságban a következő szabályok érvényesek:
· Állandó áramerősség esetén (Arc-Force=0), a beolvadás sekély lesz, a varrat kiemelkedő és
keskeny;
· Lassan eső áramerősség esetén (Arc-Force=0), a beolvadás mély lesz, a varrat lapos és kes-
keny;
· Ha a hegesztőáramot növeljük , a beolvadás mélysége és a varrat szélessége növekszik.
· Ha az Arc-Force értékét növeljük a beolvadás nagyobb lesz és a varrat laposabb
· Ha SAW módban a feszültséget növeljük a beolvadás mélysége csökken , a varrat szélesebb és
laposabb.
· Ha a hegesztőpisztoly távolságát lassan csökkentjük, a beolvadás mélysége és a varrat széles-
sége csökken.
· A tökéletes varrathoz a fenti paraméterek átfogó összehangolt módosítása szükséges.
Használja a paraméterek beállításokhoz a referenciatáblázatokat (2.-8. táblázat).
A
B
M
N
0V
1V
Output current (A
U=20+0.04I
D
Kimeneti feszültség (V)
Kimeneti áramerősség (A)
Eső karakterisztika
10