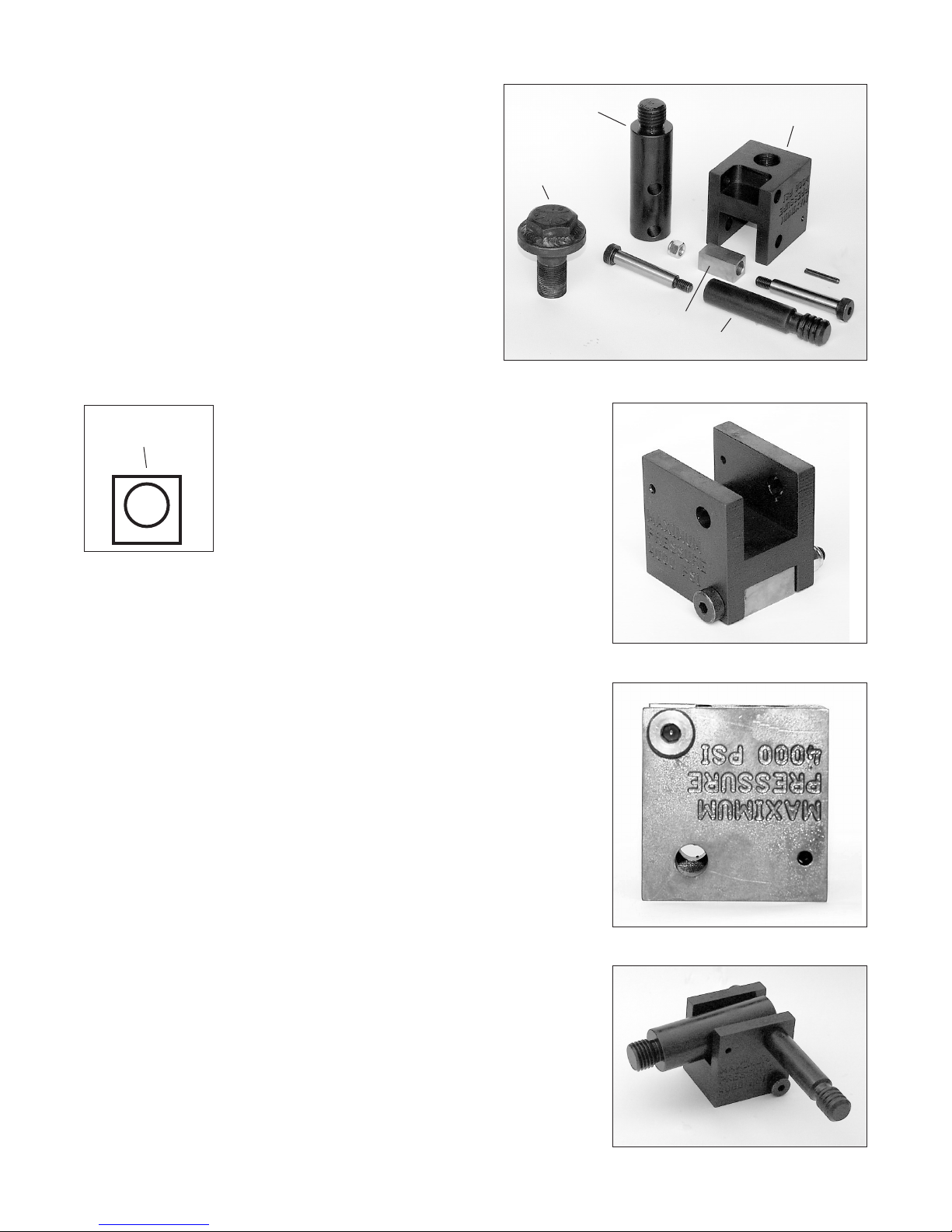
7) Screw the hydraulic cylinder completely into the hydraulic
swivel block. If when tightened the cylinder's quick disconnect
hose tting is not facing in the downward direction, loosen
the cylinder until it does face in the downward direction. The
cylinder will have a little play in its threads. This is normal and
will not cause any problems.
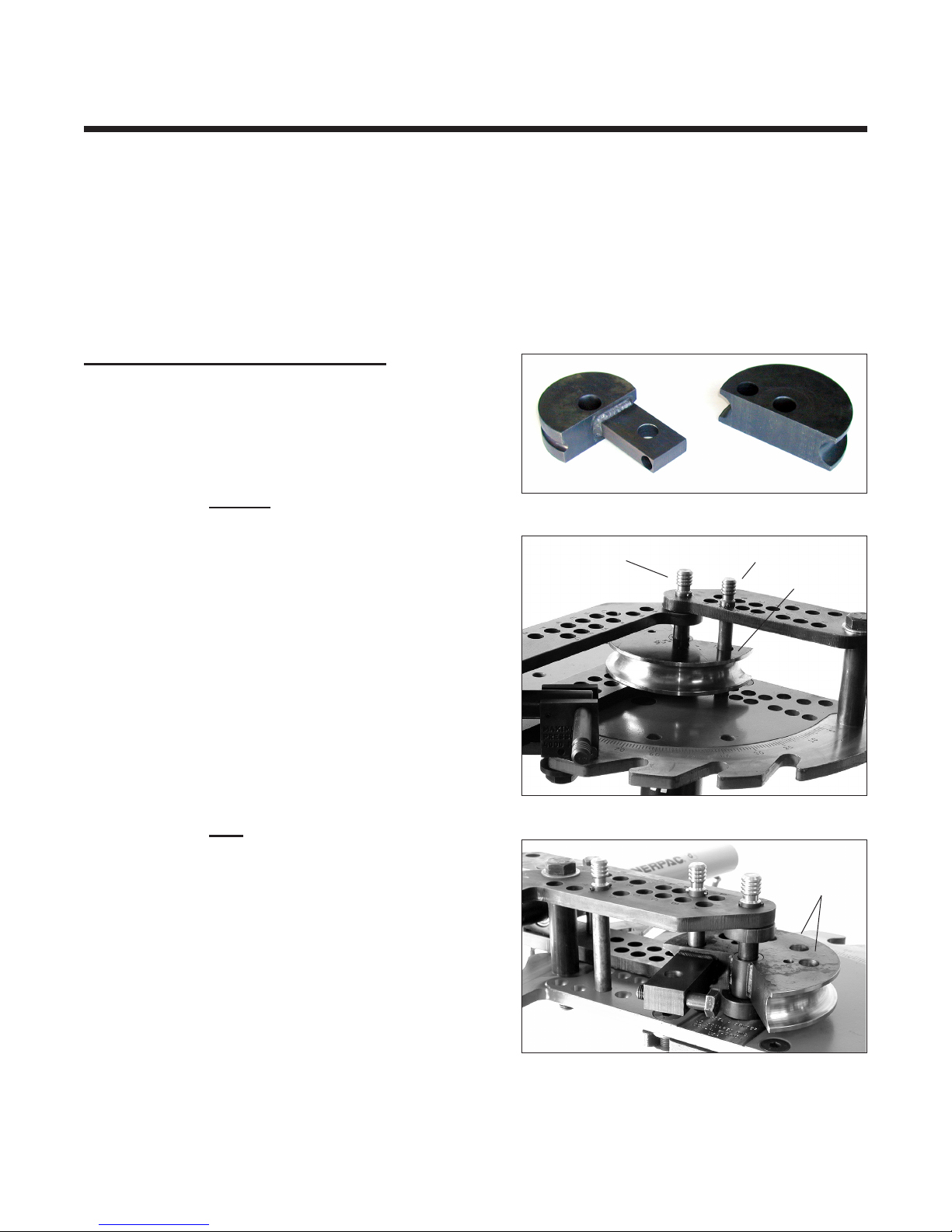
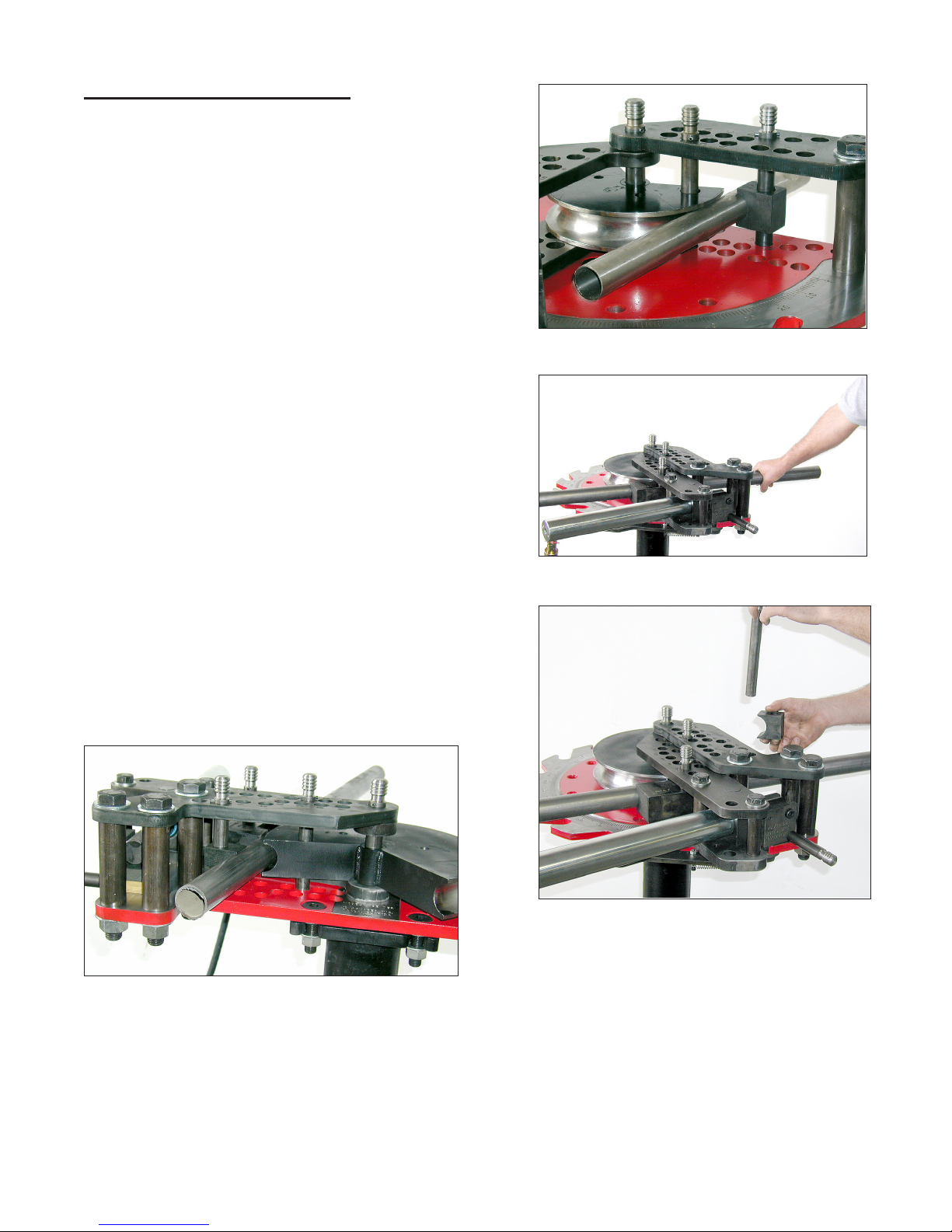
Screw the completed pusher block assembly into the
cylinder. You may need to rotate the drive links to the rear
of the bender in order for the handle to clear the main frame
as the pusher block is screwed into the cylinder. Rotate the
pusher block so that the handle is facing toward you. Rotate
the drive links until the pusher block is positioned approximately
as shown in gure 14.
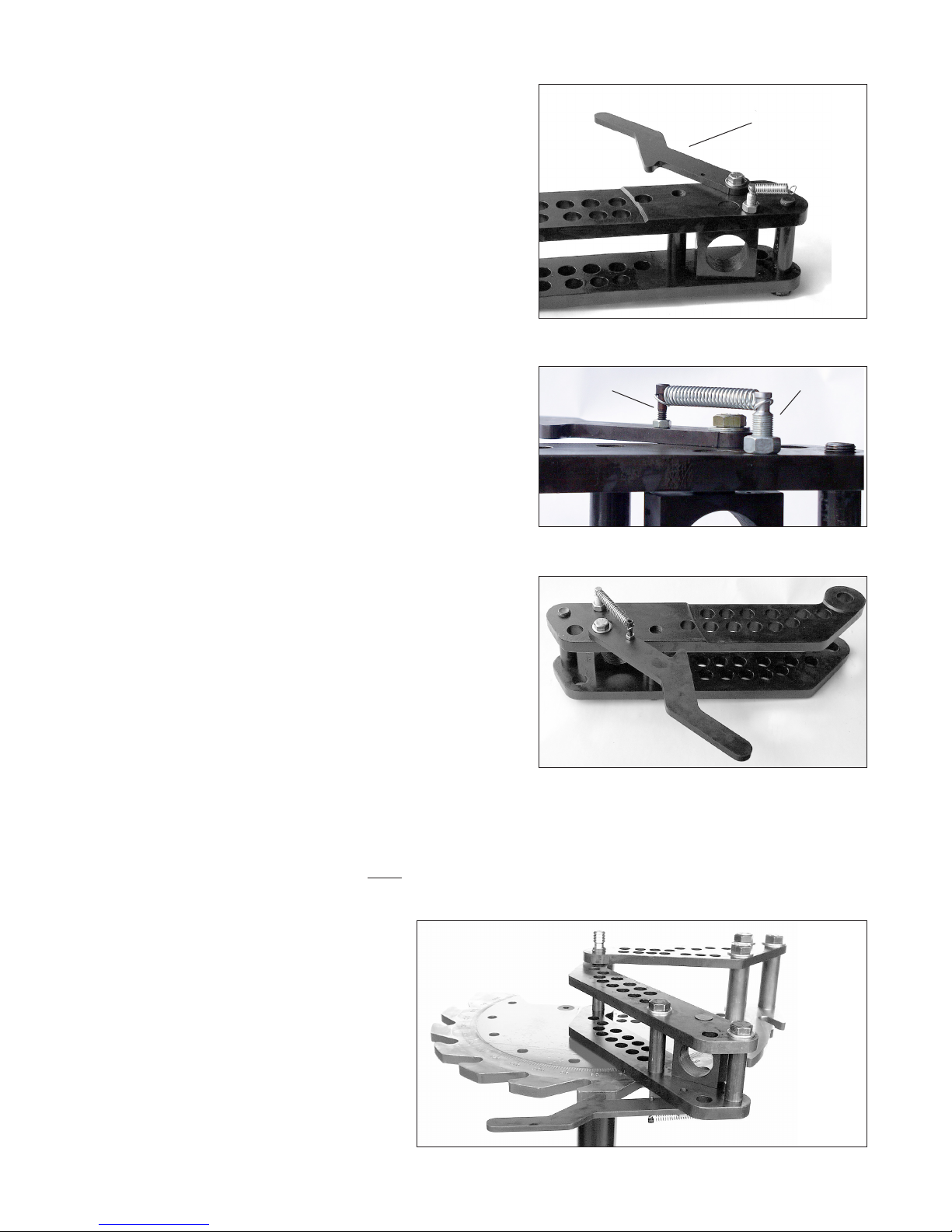
Using the handle, move the 1" welded ange bolt into
one of the lower frame's teeth. When the bender is under load, the rear of the pusher blockshould rise
approximatley 1/16" above the face milled at of the lower frame. With the bronze pivot block protruding
out of the bottom of the pusher block 1/16", this should make the pusher block ride at when bending.
This will eliminate any side loads on the hydraulic cylinder, therefore preventing any unnecessary wear
in the cylinder.
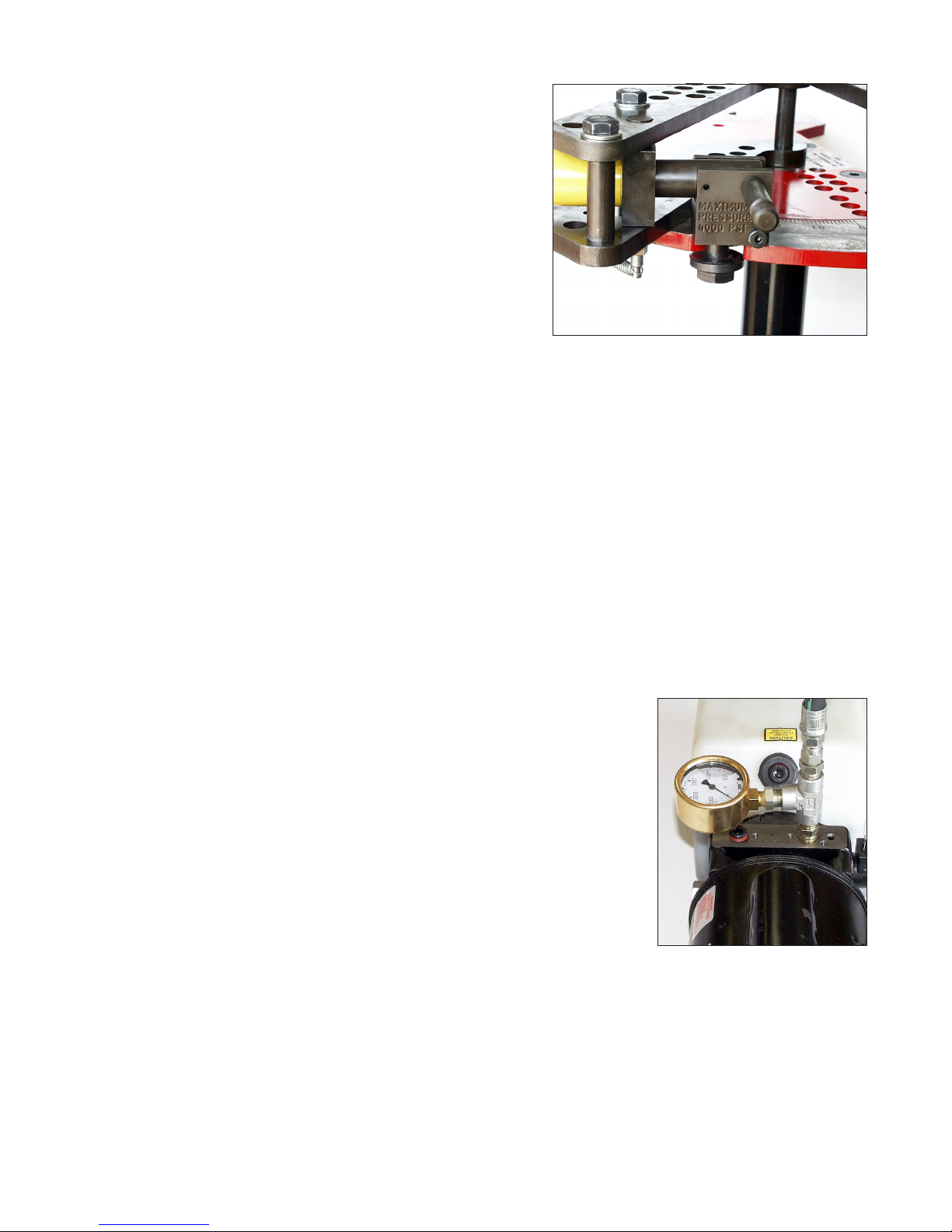
8) Next attach the hose to the pump in its correct port. If you have your own pump or purchased a
pump with your bender and it wasn't the 2 HP model, follow the directions included with the pump. If you
purchased the preferred 2 HP pump as shown in gure 15, you can look at the photo as a reference. Wrap
2 to 3 layers of teon tape around the male threads on the hydraulic hose. Looking at the bender from
the electric motor side, screw the hose into the right side upper port. Wrap 2 to 3 layers of teon tape
around the 1/2" pipe plug and screw it into the left side upper port. Make sure both are tightened snugly.
Attach the hose to the cylinder's quick disconnect tting and hand tighten only. Plug the pump into the
proper electrical outlet. Note: Upon start up, if the pump acts like it's not getting enough current, take these
steps to x the problem. First use a heavy gauge (12 gauge or heavier),
short electrical extension cord. The shorter the better. If using 110 volts,
make sure the electrical circuit breaker is rated at least 30 amps. As a
general rule, if when the bender is operating, the electrical extension cord
feels hot, it's too small. Also if the electrical relay operates erratically when
pressed, it's probably a sign of an electrical supply problem.
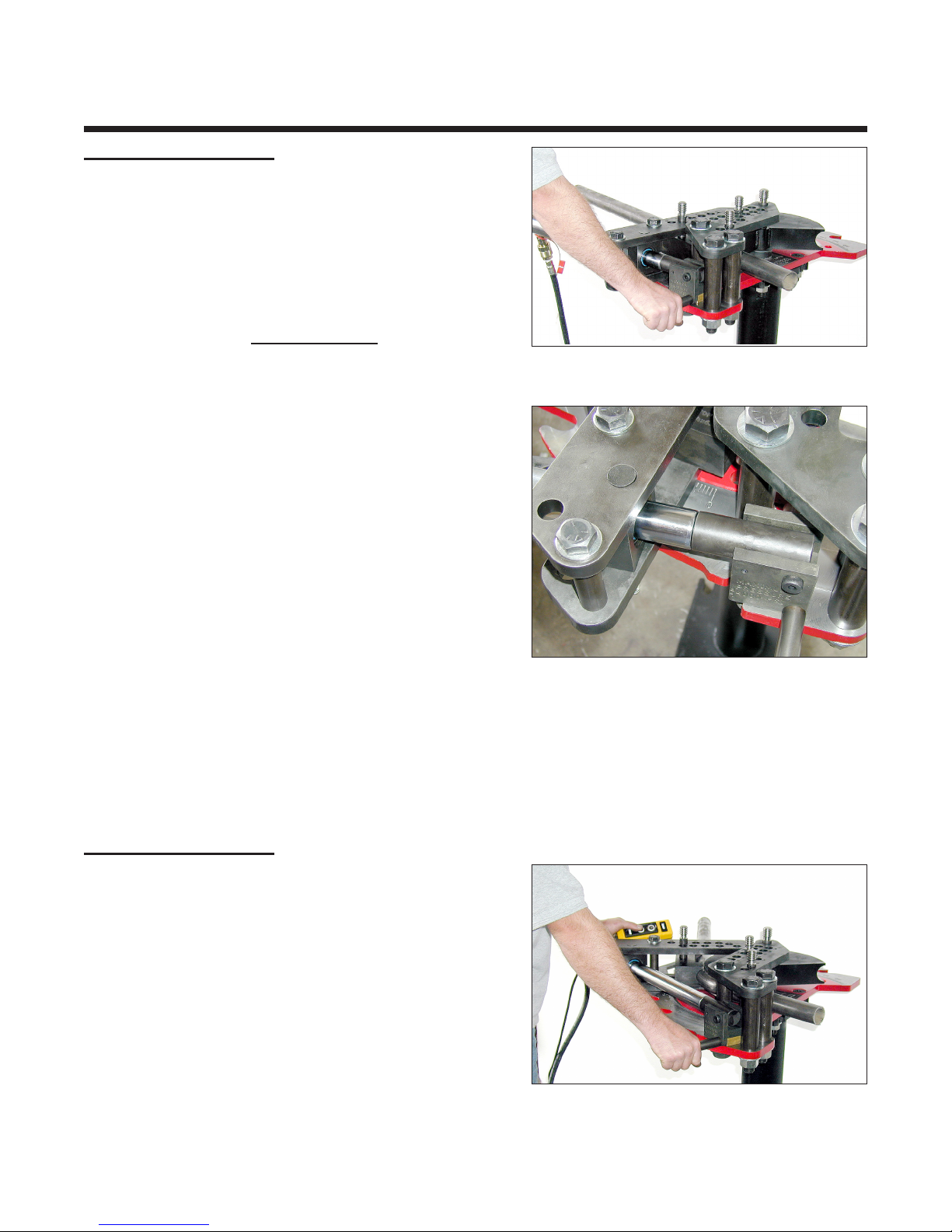
Pressing the pump control buttons will extend the cylinder under
pressure or release the pressure, thereby retracting the cylinder using its
internal spring return. If neither button is pressed the cylinder will hold its
position. The 2 HP pump is relatively fast. It's easy to overshoot the desired
bend angle. To prevent this from happening, follow this procedure: Press
the cylinder extend button and hold down until the bender is 3-5 degrees
before the desired angle. Now quickly tap the button on and off until the
bender edges up to the proper degree. With practice you should easily be
able to advance the cylinder as little as 1/5 of a degree. Note the 5000 p.s.i.
pressure gauge shown in gure 15. This gauge is not included with the pump, but is highly recommended.
A good quality gauge can be purchased at any hydraulic supply business. Simply tee it into the pressure
hose as shown in gure 15.
- 5 -
Figure 14 - Pusher block engaged
Figure 15