3
Table of Contents
TABLE OF CONTENTS................................................................................................................... 3
UNPACKING..........................................................................................................................................................................7
CLEANING ............................................................................................................................................................................7
PRIOR TO OPERATION .............................................................................................................................................................7
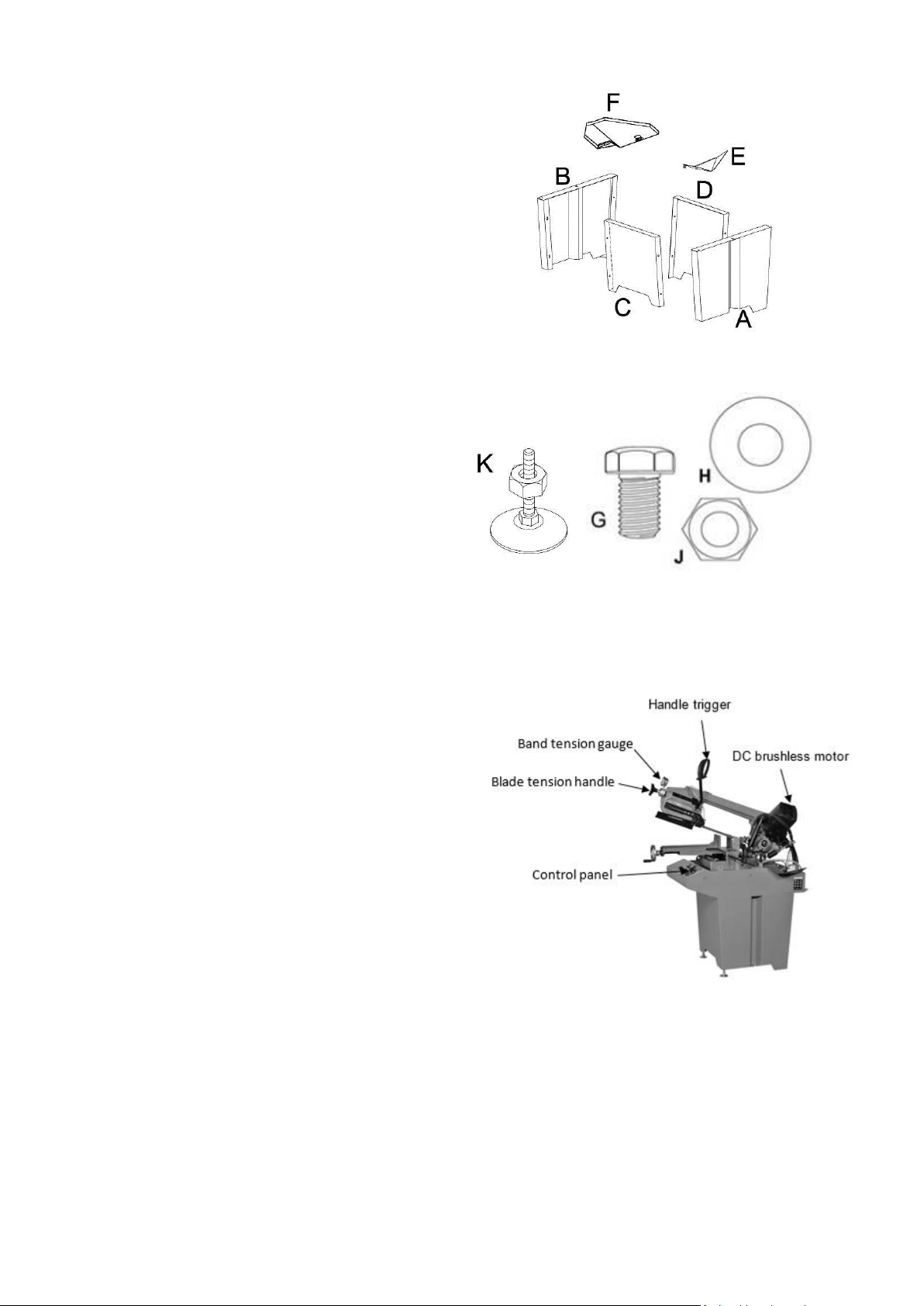
SET-UP AND ASSEMBLY ............................................................................................................... 8
STAND.................................................................................................................................................................................8
HARDWARE ..........................................................................................................................................................................8
SAW HEAD ...........................................................................................................................................................................8
WORK STOP .........................................................................................................................................................................9
STAND ASSEMBLY ..................................................................................................................................................................9
MOUNTING SAW TO STAND.....................................................................................................................................................9
INSTALL THE EXTENSION TRAYS ...............................................................................................................................................10
MACHINE BASE ...................................................................................................................................................................10
COOLANT SYSTEM................................................................................................................................................................10
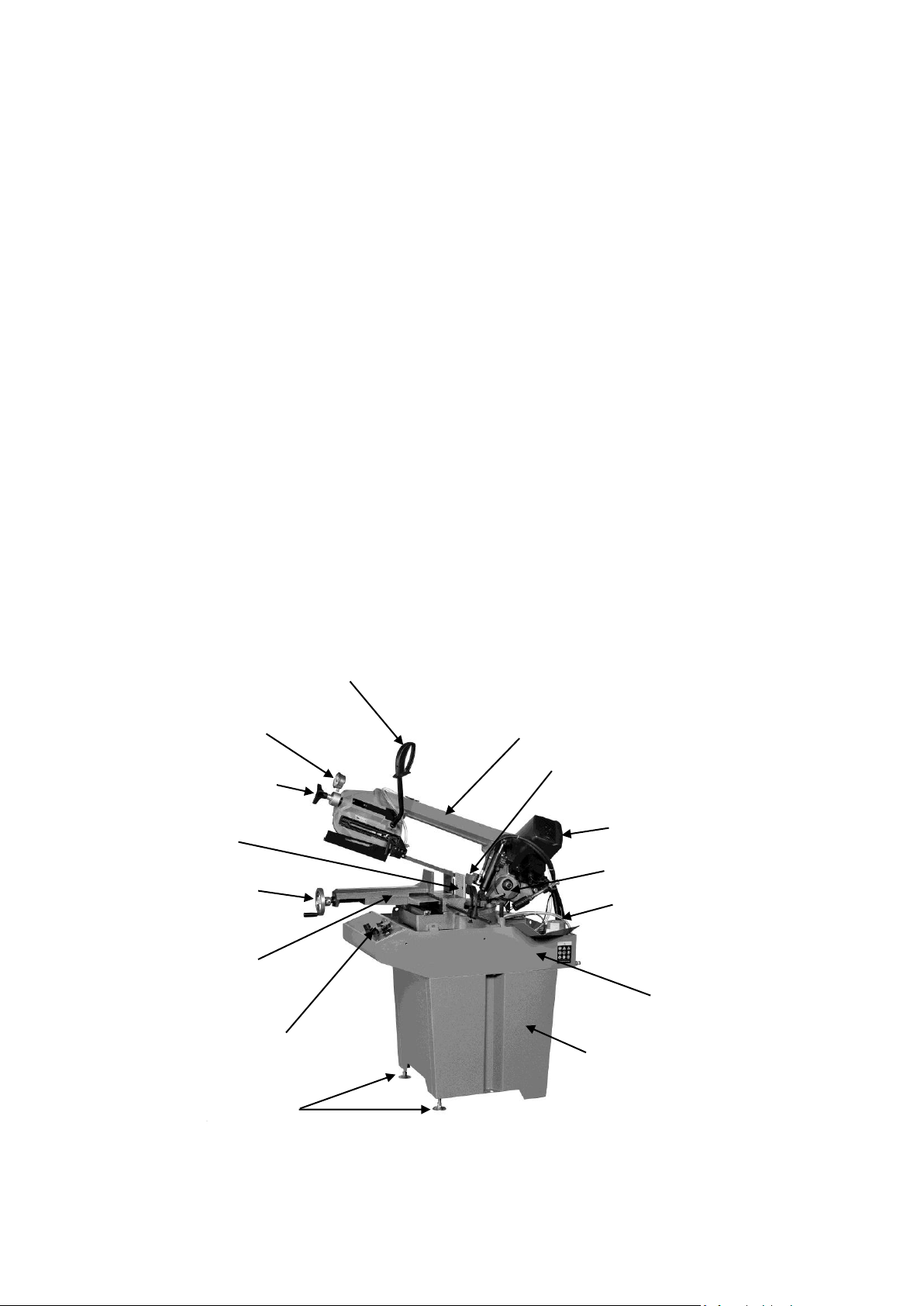
OPERATING CONTROLS ............................................................................................................. 11
OPERATION OF CONTROL PANEL.............................................................................................................................................11
OPERATION .............................................................................................................................. 12
SPRING SETTING ..................................................................................................................................................................12
COUNTERBALANCE SPRING.....................................................................................................................................................12
GENERAL OPERATING PROCEDURE ...........................................................................................................................................12
ADJUSTMENTS .......................................................................................................................... 13
ADJUSTING MOVABLE BLADE GUIDE ........................................................................................................................................13
VISE OPERATION .................................................................................................................................................................13
ADJUSTING BLADE TENSION...................................................................................................................................................13
BLADE INSTALLATION/REPLACEMENT .......................................................................................................................................14
TEST CUTTING TO VERIFY ADJUSTMENT.....................................................................................................................................14
ADJUSTING BLADE SQUARE TO TABLE ......................................................................................................................................15
ADJUSTING BLADE SQUARE TO VISE ........................................................................................................................................15
SQUARING BLADE TO VISE......................................................................................................................................................15
ADJUSTING BLADE TRACKING .................................................................................................................................................16
ADJUSTING BOW ANGLE FOR MITER CUTS.................................................................................................................................16
ADJUSTING BLADE GUIDE BEARINGS........................................................................................................................................17
SELECTING THE BLADE ..........................................................................................................................................................17
BLADE SPEEDS........................................................................................................................... 18
EVALUATING CUTTING EFFICIENCY ............................................................................................ 18
MAINTENANCE ......................................................................................................................... 19
LUBRICATION............................................................................................................................ 19
TROUBLESHOOTING.................................................................................................................. 20
REPLACEMENT PARTS ............................................................................................................... 22
SAW TABLE ASSEMBLY DRAWING (1 OF 3) -EXPLODED VIEW ......................................................................................................22
SAW BOW ASSEMBLY DRAWING (2 OF 3) -EXPLODED VIEW........................................................................................................23
SAW STAND ASSEMBLY DRAWING (3 OF 3) -EXPLODED VIEW .....................................................................................................24
MBS-708CSB PART LIST .....................................................................................................................................................25
WIRING DIAGRAMS................................................................................................................... 30
MBS-708CSB ELECTRICAL APPLIANCE DESCRIPTION .................................................................................................................31