4
3 SAFETY INSTRUCTIONS
3-1 GENERAL SAFETY INSTRUCTIONS
The device may only be opened by a trained and qualified technician or electrician.
Before opening the device, remove the mains plug from the wall socket, and make sure
that the machine is not receiving any electrical current. Discharge any of the machines
components which contain and store an electrical charge.
Should any questions arise, please always consult a trained professional.
Our customer service team is naturally also always at your service; staffed with a
competent, professionally trained workforce, they have the necessary resources and
equipment at their disposal and would be pleased to assist you further wherever
necessary.
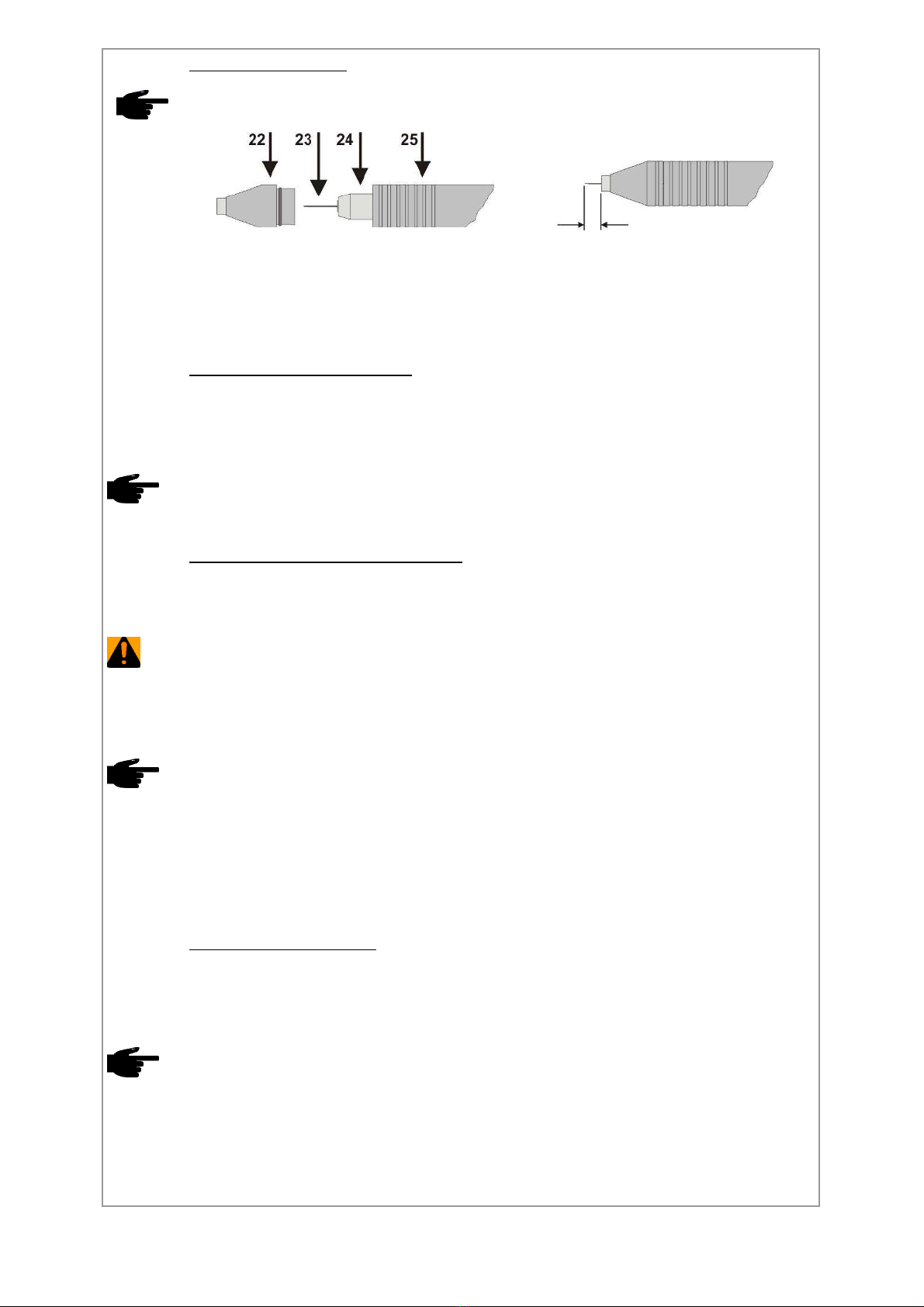
Always use original cables of sufficient length and make sure that the clamp holding the
work piece is properly and securely attached.
The risk of hazards may arise from welding current as well as from mains electricity.
When carrying out repair or servicing work, the machine must always be disconnected
from the power supply. Throughout any work of longer duration, that requires the
qualified person to leave (even if only briefly) the place where work is being carried out,
the wall socket must also be securely closed off.
The highest, and therefore most dangerous voltage in the welding circuit, is the open
circuit voltage. The maximum permissible open circuit voltage is laid down by national
and international regulations. This differs depending on the type of welding current, the
type of power source, and the potential for electrical hazard of the workplace.
If it can be assumed that a safe operation of the device is no longer possible, the
machine must be shut down and removed from the power supply; it must also be
secured against accidental re-operation or activation.
It is likely, and can be expected, that a safe operation of the device is no longer possible
when:
- The machine shows visible signs of damage.
- Malfunctions or faults occur.
- The machine will not operate.
Please observe the appropriate safety measures when handling gas bottles and the
safety rules in dealing with gases.
In its standard serialised form, the DENTA PUK must be run on a mains voltage of
230V~.
The wiring of the mains power supply plug is as follows: yellow-green lead = equipment
grounding conductor (PE). The other two leads L1 and N, are connected to the Phase
und Neutral terminals of the plug.
Since the launch of the Euro Norm IEC 38 (valid from May 1987), the mains voltage is
defined Europe-wide as 230V.
The welding device is set ex works, to run on 230V!
This means that the equipment can, because of the tolerance range of +/-15%, also be
run on a mains power of 220V~. Machines that have been “factory set” to run on a
voltage other than 230V are specially labelled with an appropriate sticker.
THE DEVICE MAY ONLY BE OPENED BY AUTHORIZED PERSONNEL!
IF THE DEVICE HAS BEEN MADE FOR A VOLTAGE OTHER THAN THE STANDARD
VOLTAGE OF 230V~, THEN THE TECHNICAL DATA INDICATED ON THE
IDENTIFICATION PLATE IS APPLICABLE! MAINS PLUGS MUST CORRESPOND
WITH THE MAINS VOLTAGE AND THE CURRENT CONSUMPTION OF
THE WELDING DEVICE. (See the technical data!)
ALWAYS USE FUSE THAT IS APROPRIATE AND SUITABLE FOR THE MACHINES
CURRENT CONSUMPTION.
USE ONLY THE POWER CORDS PROVIDED!