Contents
Introduction ................................................................................5
Specifications ..............................................................................5
Safety Considerations .....................................................................5
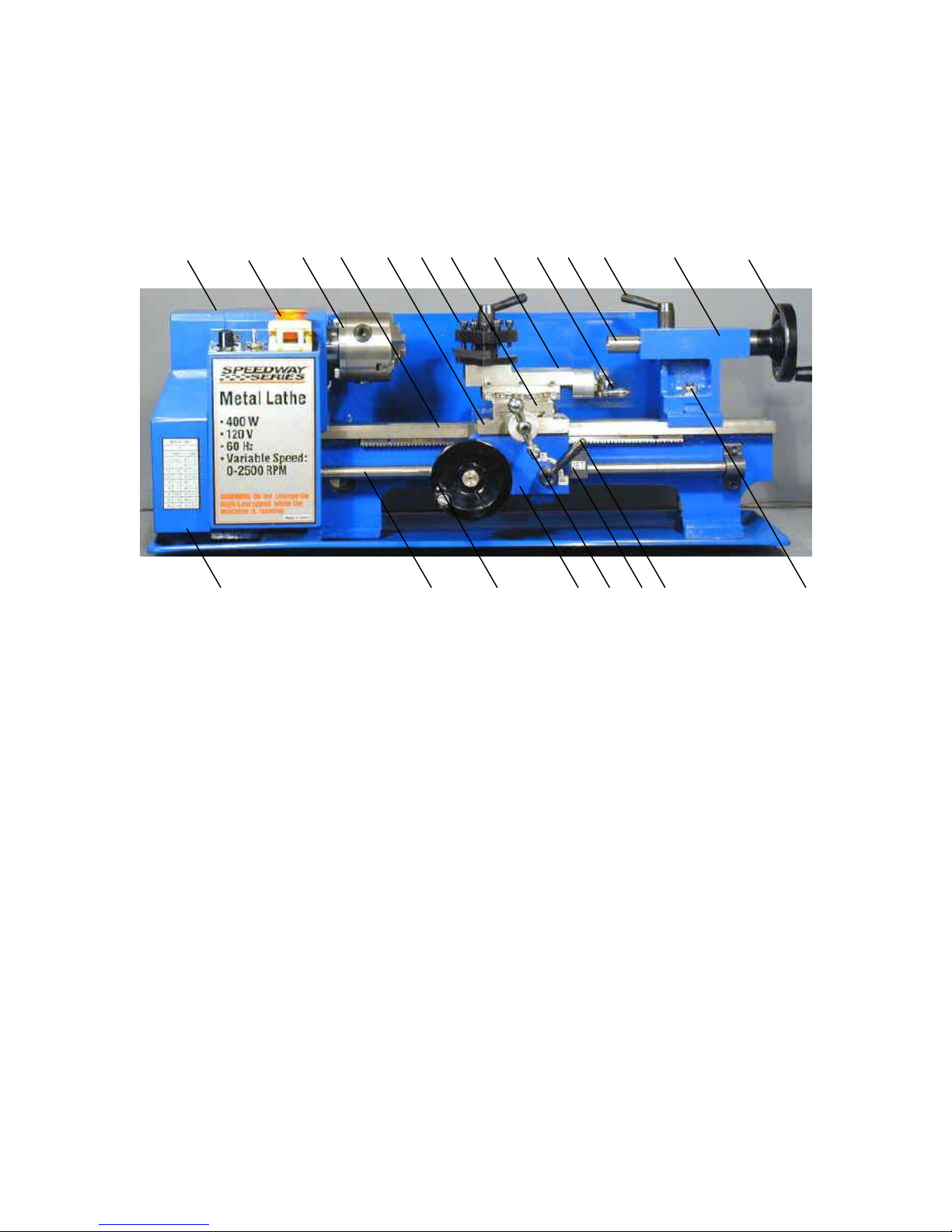
Features.....................................................................................6
Front View ...............................................................................6
Rear View ................................................................................7
Basic Accessories...........................................................................7
Cleaning .....................................................................................7
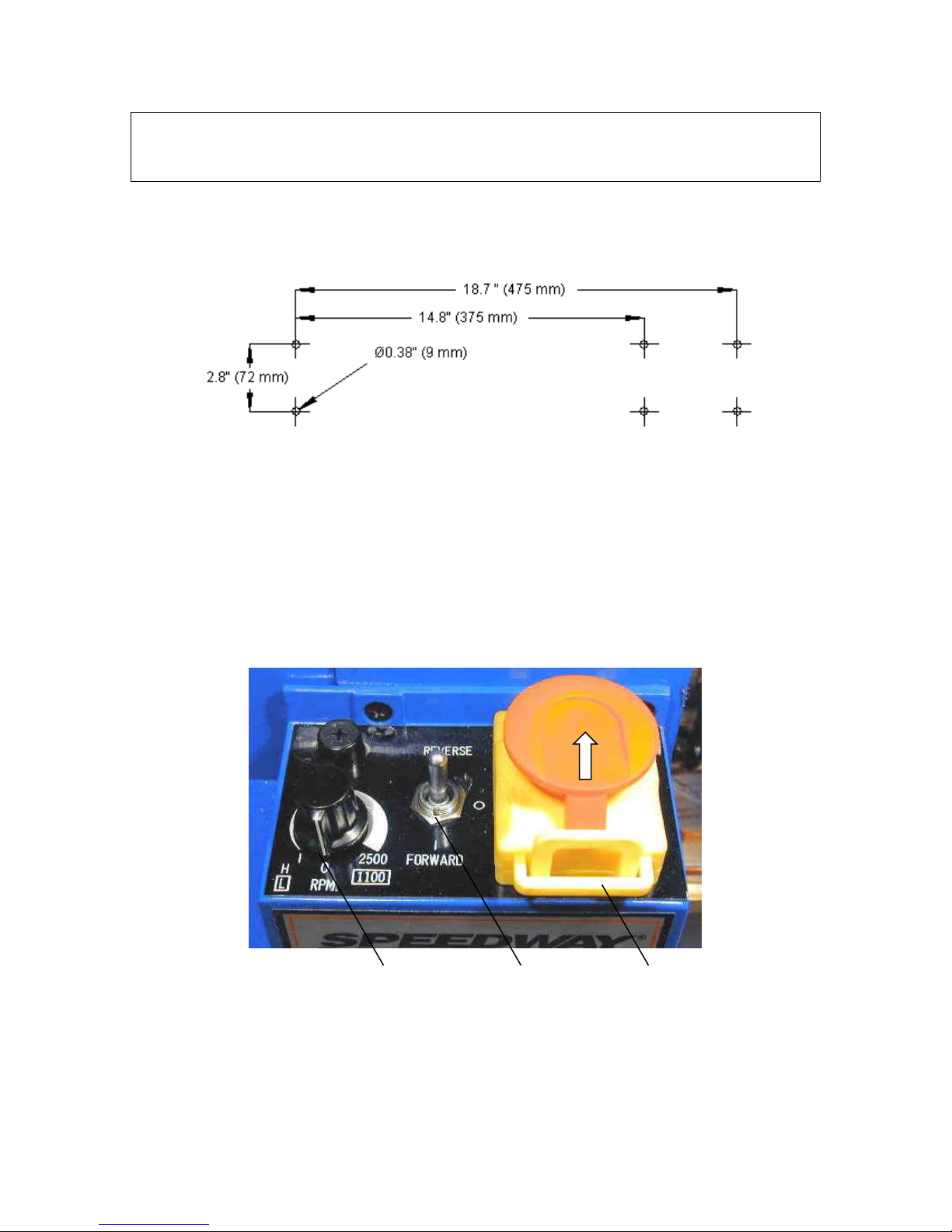
Mounting Your Lathe ......................................................................7
Operating Controls ........................................................................8
Motor Controls...........................................................................8
High/Low Speed Shifter ................................................................9
Power Feed Forward/Neutral/Reverse Lever ..................................... 10
Power Feed Lever ..................................................................... 10
Carriage Hand Wheel ................................................................. 10
Cross Slide Feed Handle.............................................................. 10
Compound Rest Feed Handle ........................................................ 11
Compound Rest Rotation............................................................. 11
Tailstock Lock Nut .................................................................... 11
Tailstock Quill Hand Wheel .......................................................... 11
Tailstock Quill Locking Lever........................................................ 11
Adjustments .............................................................................. 12
Carriage ................................................................................ 12
Cross Slide Gibs........................................................................ 12
Cross Slide Nut ........................................................................ 13
Compound Rest Gibs.................................................................. 13
Apron Position ......................................................................... 13
Half Nuts ............................................................................... 14
Lead Screw Mounting ................................................................. 14
Drive Belt............................................................................... 14
Lubrication................................................................................ 15
Lubricating the Transmission Gears ................................................ 17
Changing Chuck Jaws.................................................................... 17
Grinding Tool Bits........................................................................ 18
Grinding Tool Bits ..................................................................... 20
Grind the Front Relief ................................................................ 20