®
Safety Precautions - Read Before Using
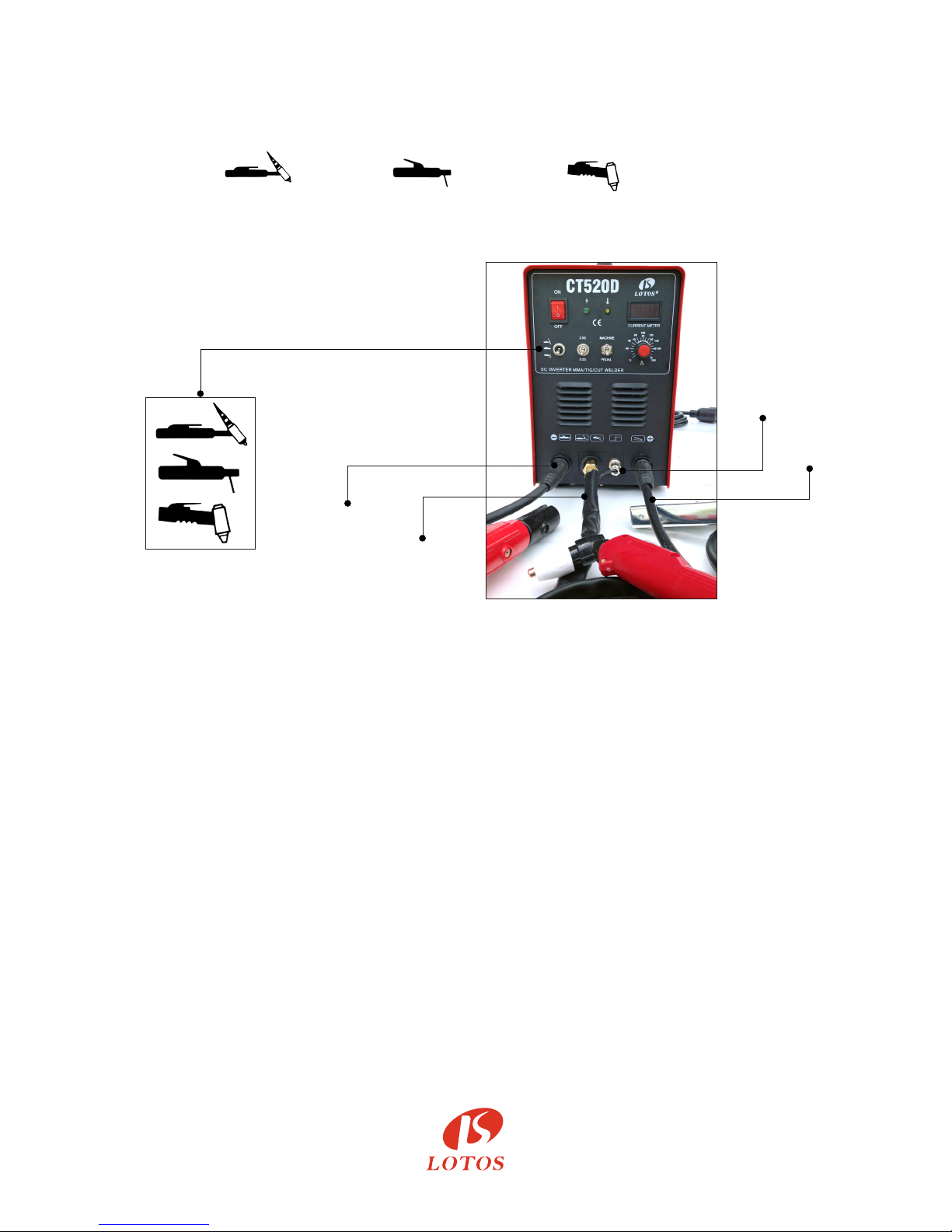
Overview
Cauon Recommendaons
Arc rays from the welding process pro-
duce intense visible and invisible rays
that can burn eyes and skin. Sparks y
o from the weld.
CAUTION: Welding and arc cung
can cause bodily injury.
• Connect the machine to a UL-approved outlet
only. Do not hard wire the machine directly to
the power source.
• Wear safety goggles at all mes. This will dark-
en the arc that is generated by the machine and
protect your eyes from harmful rays.
• All machine operators should be technically
cered for welding/cung.
Avoiding Harmful Smoke, Gases, and Vapors that can injure or kill.
Avoiding Harmful Arc Emissions/Rays that can burn eyes and skin.
Avoiding Fatal Electric Shock
Protect yourself and others from injury — read and follow these precautions.
Welding produces fumes and gases.
Breathing these fumes and gases can
be hazardous to your health.
7
• Do NOT switch o the machine while machine is
in operaon for internal circuitry can be
damaged.
• Wear appropriate clothing and a welding or
cung mask to protect your eyes and skin.
• Use appropriate screen or curtain to prevent
emissions from reaching individuals near the
work area.
• Ensure that your working area contains no
ammable items; and that none are nearby.
Cauon: Welding and cung spray can ignite.
Avoiding Harmful Noises that can damage hearing.
Noise from some processes can
damage hearing.
• Wear protecve earplugs while operang
machine.
• Isolate yourself from both the
earth and the work piece.
• Make sure that your working area is
nonammable and explosive-free.