İÇİNDEKİLER
....................................................................................................................................2
.........................................................................................................................................6
...........................................................................................................................6
....................................................................6
................................................................................7
........................................................................................................................................8
.............................................................................................................................9
......................................................................................................................................9
.................................................................................................................................10
.............................................................................10
...............................................................................................10
...............................................................................................................10
......................................................................................................................11
.......................................................................................................11
...................................................................................................11
......................................................................................................................11
......................................................................................................11
............................................................................................................................12
.................................................................................................................................13
.........................................................................................................................13
....................................................................................................13
........................................................................14
................................................................................14
...................................................................................................................15
.........................................................................................................15
..........................................................................16
................................................................................................17
....................................................................17
....................................................................18
......................................................................................................................19
...............................................................................................................................19
.............................................................................................................19
...................................................................................20
........................................................................................................................................20
...................................................................................................21
........................................................................................22
.....................................................................................23
......................................................................24
..................................................................................................................25
..................................................................................................................26
...............................................................................................................27
..................................................................................................................28
.............................................................................................................29
...............................................................30
1
RS 350 M / RS 400 M / RS 500 M / RS 400 MW / RS 500 MW
GÜVENLİK KURALLARI
1. TEKNİK BİLGİLER
1.1 GENEL AÇIKLAMALAR
1.2 RS 350 M / RS 400 M / RS 500 M MAKİNE BİLEŞENLERİ
1.3 RS 400 MW / RS 500 MW MAKİNE BİLEŞENLERİ
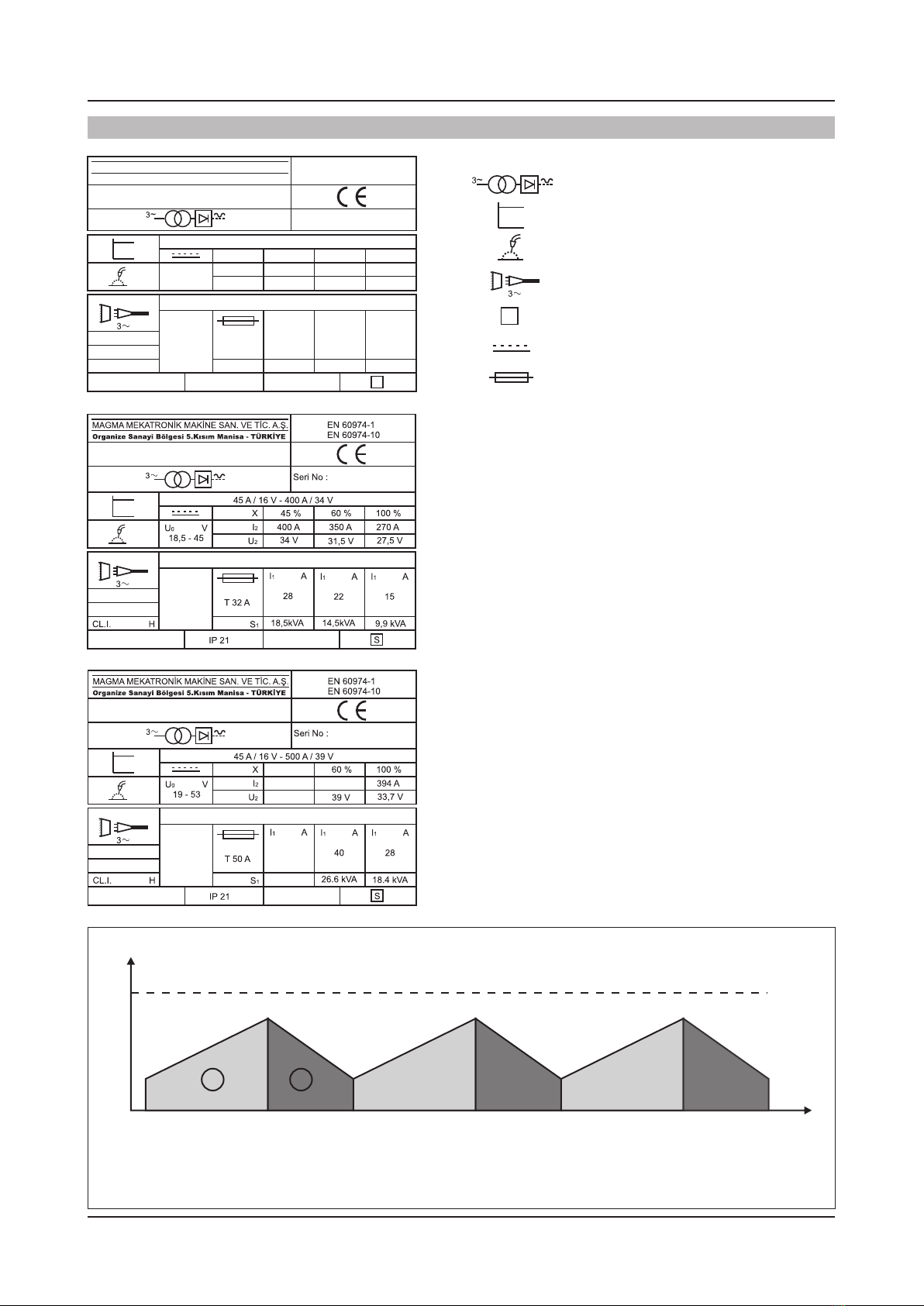
1.4 ÜRÜN ETİKETİ
1.5 TEKNİK ÖZELLİKLER
1.6 AKSESUARLAR
2. KURULUM BİLGİLERİ
2.1 TESLİM ALIRKEN DİKKAT EDİLECEK HUSUSLAR
2.2 KURULUM VE ÇALIŞMA TAVSİYELERİ
2.3 ELEKTRİK FİŞİ BAĞLANTISI
2.4 KAYNAK BAĞLANTILARI
2.4.1 Tel Sürme Ünitesi Bağlantıları
2.4.2 Topraklama Pensesi Bağlantıları
2.4.3 Su Soğutma Ünitesi
2.4.4 Uzun Ara Paketlerin bağlantısı
2.4.5 Gaz Bağlantıları
3. KULLANIM BİLGİLERİ
3.1 ŞEBEKEYE BAĞLAMA
3.2 TORCU HAZIRLAMA VE BAĞLAMA
3.3 TEL SÜRME MAKARALARININ SEÇİMİ VE DEĞİŞİMİ
3.4 TEL SEPETİNİ YERLEŞTİRME VE TELİ SÜRME
3.5 GAZ DEBİSİNİ AYARLAMA
3.6 TETİK MODLARININ KULLANIMI
3.7 KAYNAĞA BAŞLAMA VE KAYNAĞI SONLANDIRMA
3.8 RS 350 M KAYNAK PARAMETRELERİ
3.9 RS 400 M VE RS 400 MW KAYNAK PARAMETRELERİ
3.10 RS 500 M VE RS 500 MW KAYNAK PARAMETRELERİ
4. BAKIM VE ARIZA BİLGİLERİ
4.1 PERİYODİK BAKIM
4.2 PERİYODİK OLMAYAN BAKIM
4.3 BASİT ARIZA VE SORUNLARIN GİDERİLMESİ
4.4 SİGORTALAR
EK 1: GÜÇ KAYNAĞI YEDEK PARÇALARI
EK 2: TEL SÜRME ÜNİTESİ YEDEK PARÇALARI
EK 3: SU SOĞUTMA ÜNİTESİ YEDEK PARÇALARI
EK 4: DEVRE ŞEMALARINDA KULLANILAN KISALTMALAR
EK 5: RS 350 M DEVRE ŞEMASI
EK 6: RS 400 M DEVRE ŞEMASI
EK 7: RS 400 MW DEVRE ŞEMASI
EK 8: RS 500 M DEVRE ŞEMASI
EK 9: RS 500 MW DEVRE ŞEMASI
EK 10: TEL SÜRME ÜNİTESİ İÇİNDE YER ALAN İNCE AYARLAR