MetalMaster S924A User manual

MECHANICAL GUILLOTINE
OPERATION MANUAL
Edition No : MGG-2
Date of Issue : 06/2018
Models.
MG-440, MG-840
Order Code S924A Order Code S926A
2
OPERATION MANUAL
NOTE:
In order to see the type and model of the machine, please see the
specication plate. Usually found on the back of the machine. See
example (Fig.1)
Fig.1
MECHANICAL GUILLOTINE
MACHINE
MODEL NO.
SERIAL NO.
DATE OF MANF.
Note:
This manual is only for your reference. Owing to the continuous improvement of the
Metalmaster machines, changes may be made at any time without obligation or notice.
Please ensure the local voltage is the same as listed on the specication plate before
operating this electric machine.
Distributed by
www.machineryhouse.co.nz
MACHINE DETAILS

3
OPERATION MANUAL
C O N T E N T S:
1. GENERAL MACHINE INFORMATION
1.1 Specications................................................................. 4
1.2 Standard Equipment................................................... 4
1.3 Overall Drawings.......................................................... 5
2. IMPORTANT INFORMATION
2.1 Safety Requirements................................................... 6
2.2 Features of the Machine............................................ 8
2.3 Lifting Instructions...................................................... 9
3. INSTALLATION
3.1 Base Foundation and Securing Points.................. 10
3.2 Machine Leveling......................................................... 11
3.3 Checking the Power Supply..................................... 11
3.4 Attaching The Accessories........................................ 12
4. COMMISSIONING
4.1 Preparation of the Machine...................................... 13
4.2 Omrom E3Z Safety Sensor Alignment.................. 13
4.3 Manual Back Gauge..................................................... 16
4.4 Commissioning Check List........................................ 16
5. OPERATION INSTRUCTION
5.1 Pre-Operational Safety Check.................................. 17
5.2 Start Up............................................................................ 18
5.3 Adjusting Of The Blade Gap..................................... 19
6. MAINTAINANCE
6.1 Type And Frequency Of Inspections................... 21
6.2 Lubrication Points........................................................ 22
6.3 Brake Adjustment........................................................ 23
6.4 Calibrate Rapid Blade Adjustment Dial................ 24
6.5 Top Position Cam Adjustment................................. 26
APPENDIX
A. Electrical Diagram........................................................ 27
Risk Assessment Sheets...................................................... 28
4
OPERATION MANUAL
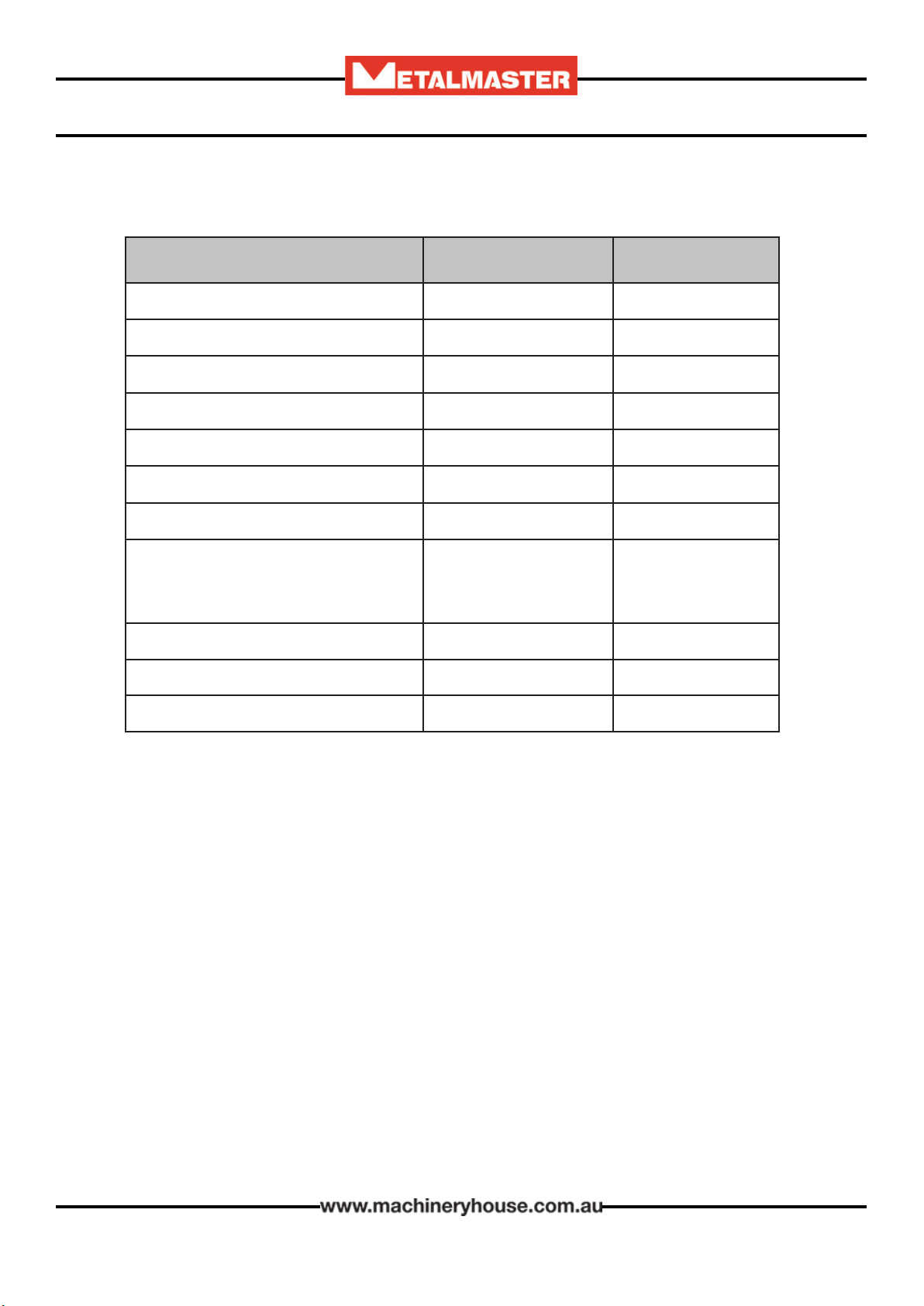
Machine Type MG-440 MG-840
Shearing Length (mm) 1300 2500
Material Capacity Mild Steel (mm) 4 4
Material Capacity Stainless Steel (mm) 2.5 2.5
Shear Angle (degree) 2 2
Back Gauge Range (mm) 750 750
Back Gauge Type Rack & Pinion Rack & Pinion
Strokes per Minute 22 28
Dimensions Width (mm)
Depth (mm)
Height (mm)
1860
2210
1180
3124
2398
1290
Weight (kgs) 1440 2500
Main Motor 3 Phase 415 Volt 50Hz (kW) 4 7.5
Back Gauge Manual Manual
1.1 SPECIFICATIONS:
1.2. Standard Equipment:
Instruction Manual
Back-gauge assembly
Front guarding
Foot switch and control panel

5
OPERATION MANUAL
1.3 OVERALL DRAWING

6
OPERATION MANUAL
DO NOT use this machine unless a Qualied person has instructed you in its safe use and
operation of the machine.
The most common metal guillotine injuries are crushed or amputated ngers.
Most of these accidents are not caused by the blade of the guillotine, but by the clamps that
hold the sheet metal being cut. Other injuries are from ngers jamming under the sheet that is
to be cut, and strain injuries while handling large and awkward sheets of metal.
By law, guillotines must be guarded, and operators must be trained. Safe working procedures
must be developed to prevent injuries.
2.1 SAFETY REQUIREMENTS
The following topics can be used as a guide to identify workplace hazards and to reduce the
risks of operating metal guillotines.
It is an unsafe practice for two people to work at a guillotine unless both operators are provided
with interlocked actuating devices (usually a foot control). However in some guillotine
operations, for example cutting large sheets, two operators may be required to maneuver
sheets into position before cutting. For such operations safe work procedures should be
developed to control any hazards.
Safety glasses must be worn at
all times in work areas. Earmus
should be worn if the work area is
noisy.
Sturdy footwear must be worn
at all times in work areas.
Gloves should be worn when
handling the material used on this
machine.
Long and loose hair must be
contained with a net or under a
hat
2. IMPORTANT INFORMATION

7
OPERATION MANUAL
SAFETY CHECKS BEFORE OPERATING
qEnsure xed guards are in place to prevent hands or other parts of the body from entering
the trapping space.
qGuards or safety devices must never be removed or adjusted, except by an authorized
person for maintenance purposes.
qWorking parts should be well lubricated and free of rust and dirt.
qThe area around the machine must be adequately lit and kept free of materials, which
might cause slips or trips.
qBe aware of other personnel in the immediate vicinity and ensure the area is clear before
using equipment.
qFamiliarize yourself with and check all machine operations and controls.
qEnsure cutting table is clear of scrap and tools.
qFaulty equipment must not be used. Immediately report suspect machinery
SAFETY CHECKS WHEN OPERATING
qDo not attempt to cut material beyond the capacity of the machine.
qNever attempt to cut rod, strap or wire with this machine.
qUse correct lifting procedures when handling large sheets of material.
qTake extreme care during the initial feeding of the workpiece into the machine.
qThe workpiece should always be held suciently far back from the edge being fed into the
guillotine.
qEnsure ngers and limbs are clear before actuating the guillotine.
qHold material rmly to prevent inaccurate cutting due to creep.
qWhen cutting ensure feet are positioned to avoid contact with the foot operated lever.
SAFETY CHECKS AFTER OPERATION
qRemove all o cuts and place them in either the storage rack or waste bin.
qLeave the work area in a safe, clean and tidy state.
POTENTIAL HAZARDS
qCuts from the sharp edges and burrs on the sheets before and after cutting
qParts of the body being caught in crush and pinch points.
qInjuries caused when handling metal sheets

8
OPERATION MANUAL
The electrical circuits of your machine are designed to allow operation
with maximum safety. The following precautions are available on the
machine for enhanced safety.
There are three Emergency stop buttons (engaging type). They are
found on the foot switch, control unit, and on the front of the machine.
Once the buttons has been pressed to reset the emergency stop, the
red button must be rotated.
2.2. FEATURES OF THE MACHINE:
Foot pedal control
The foot pedal when pressed activates the beam and must be held in the
depressed position until the machine has completed its cut.
Release the foot pedal during the cutting operation and the blade will stop
and stay in that position. To make it return to the top of the stroke the foot
pedal must be pressed again and held until the cycle has been completed.
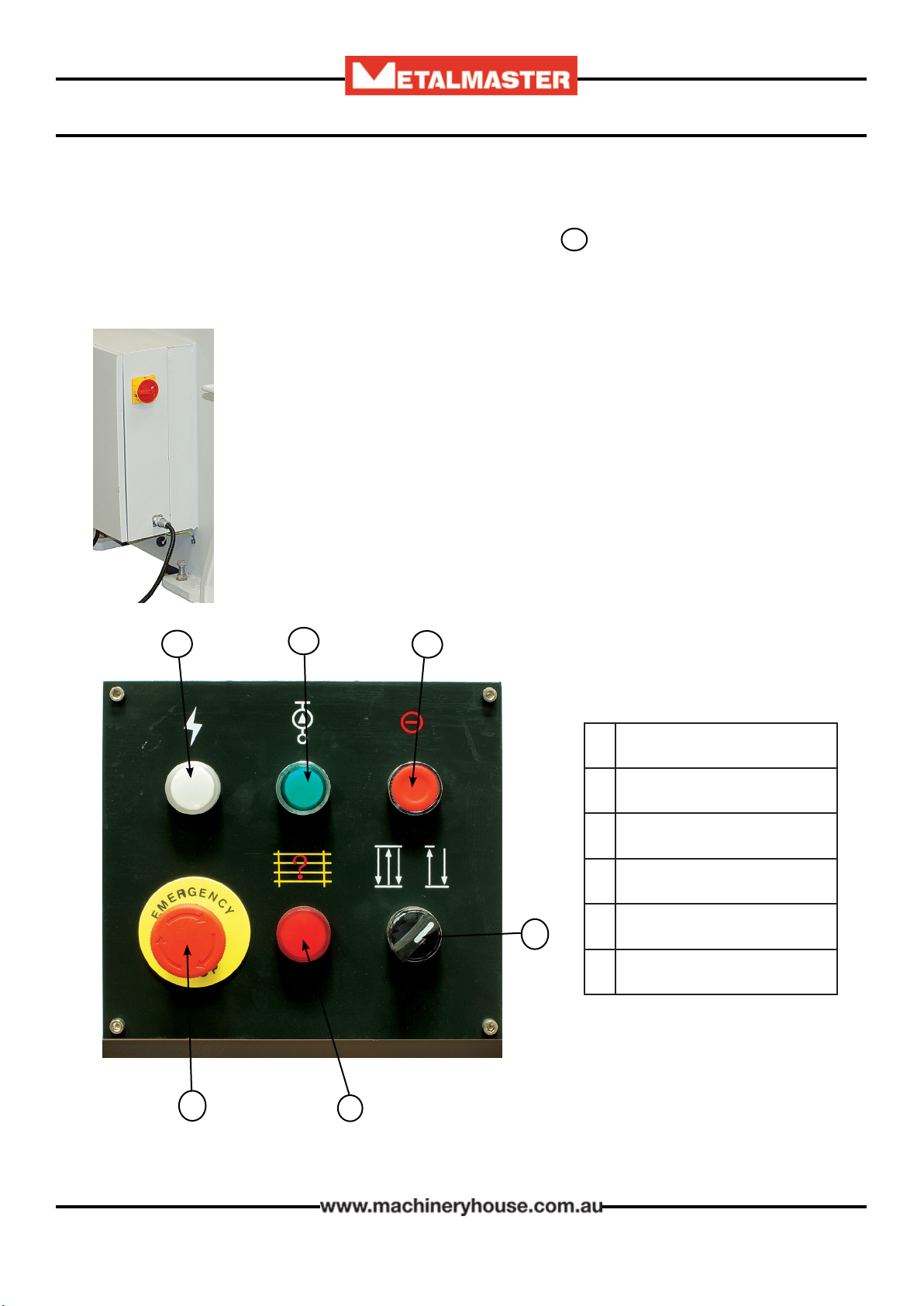
Main Controls
The main machine operating controls are located on the front of the
machine.
12
3
4
56
1 Power ON Light
2 Illuminated Start Button
3 Electrics OFF
4 Continuous or Single cut
5 Emergency Stop
6 Rear Safety Guard
9
OPERATION MANUAL
2.3 LIFTING INSTRUCTIONS
On the day that the machine arrives, make sure that a crane with sucient capacity is available
to unload the machine from the vehicle. Ensure access to the chosen site is clear and that doors
and ceilings are suciently high and wide enough to receive the machine.
To handle the Guillotine, use only the two sling lifting points located on the top of the end
plates. (Fig. 2.3) The slings should be positioned so the machine is level when lifted.
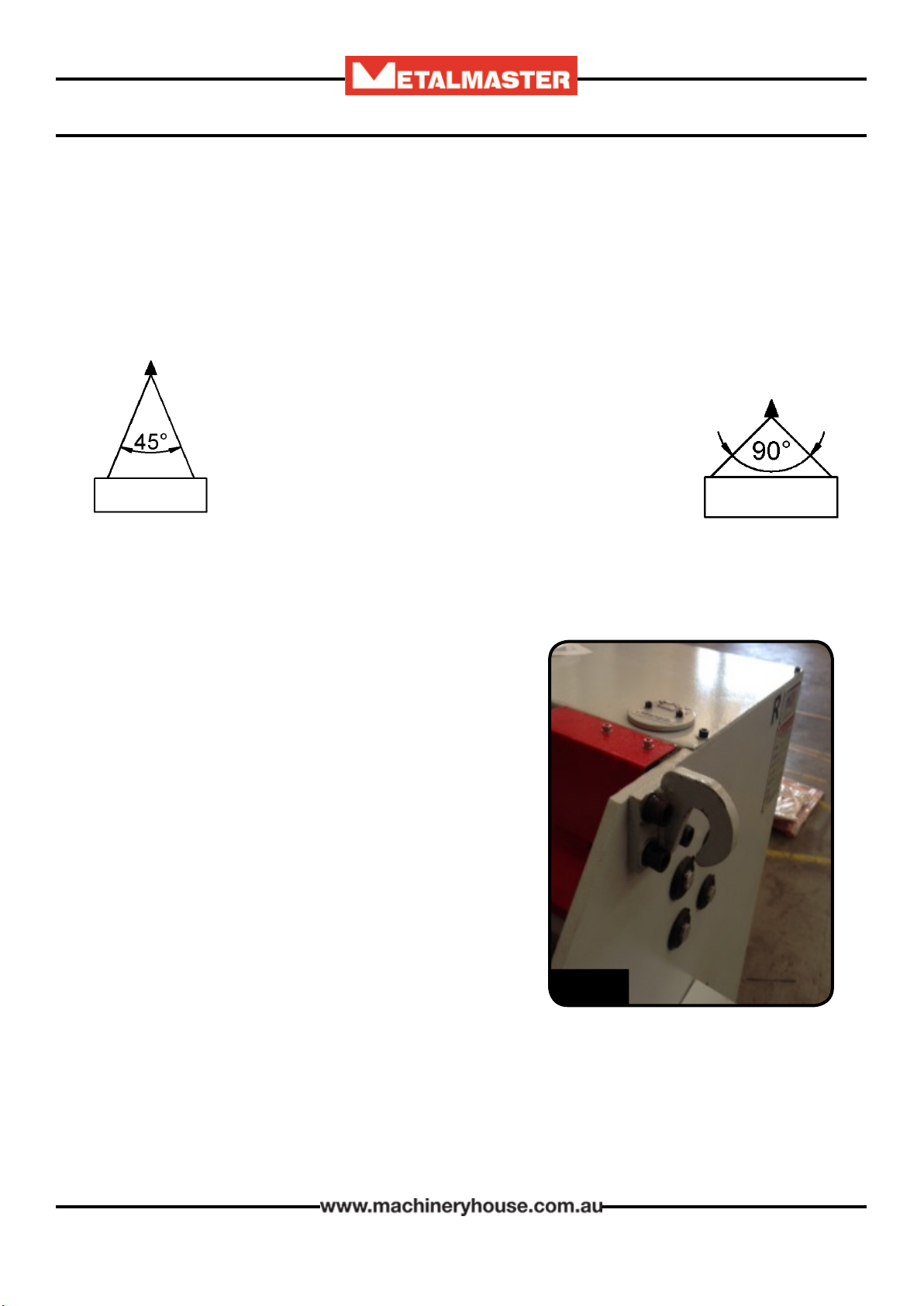
When using slings please take note of the sling angle and the loads that apply
When the slings are at a 45° angle then each sling is carry-
ing the equivalent of 50% of the load weight. (Fig.2.1).
When the slings are at a 90° angle then each sling will
have a weight equal to 75% of the load on each sling.
(Fig 2.2)
Note! Metalmaster recommend not to exceed 90° angle
Fig 2.2
Fig 2.1.
When lifting the machine use only certied lifting slings
Ensure that when lifting, the machine does not tip over.
Check that the lifting slings do not interfere with the
hydraulic pipes or electrical conduits.
Failure to follow these instructions could cause damage
to the machine
Lifting Points
Fig. 2.3

10
OPERATION MANUAL
The machine is delivered in a complete assembled execution. It must be leveled and rmly
stationed on the oor where it is to be used, according to the Installation Diagram attached.
Indoor installation and a dry working environment without danger of re and explosion is
necessary. The oor load, where the machine is to be installed, must be suitable for the weight
of the machine.
3. INSTALLATION
3.1 BASE FOUNDATION AND SECURING POINTS
Before securing the machine a solid concrete base must be prepared to the specication of the
machine. The sizes for the bolt holes position are listed as A-B.
Size A B
1300 1640 500
2500 2504 500
11
OPERATION MANUAL
3.3 Checking The Power Supply
METALMASTER machines are supplied wired ready to run. Check the specication plate on the
machine to conrm the correct voltage of the power supply.
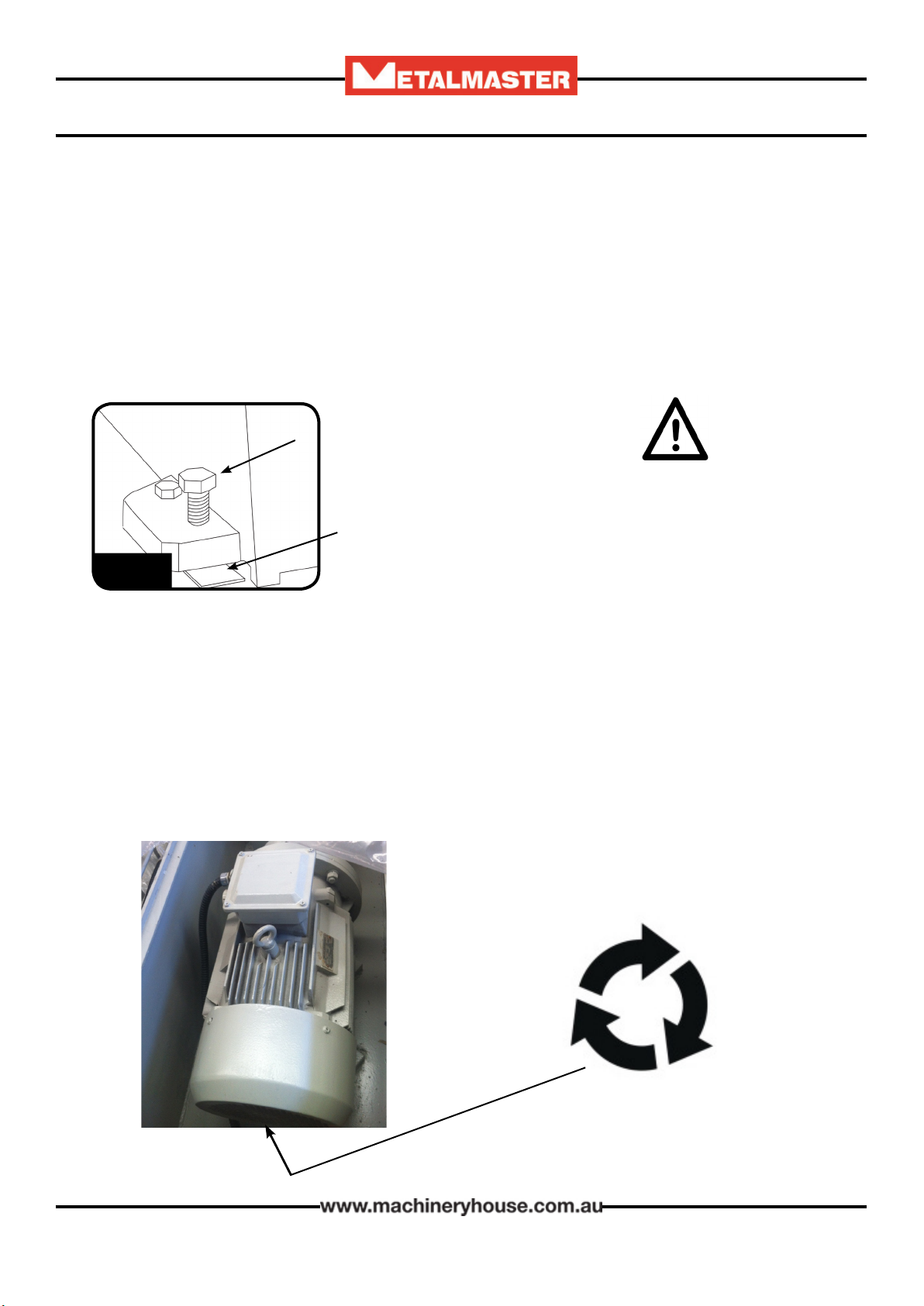
Check the rotation of the motor is correct.
The machine must be connected to the power only by a qualied and licensed electrician.
Warranty may be voided if it is found that the connection was not carried out by a qualied
electrician.
3.2 MACHINE LEVELING
To set your machine up so that it operates to optimum performance, apply the following
procedure
After your guillotine has been anchored to a concrete slab oor, it then needs to be leveled. The
leveling is performed using each of the screws on each pad.(Fig. 3.1). Loosen the hold down
bolts and place a level on the surface of the working table. Tolerances: 1000:0.30mm, for both
longitudinal and transverse.
Metal plates need to be placed under each jacking screw to distribute the load. Once level then
tighten the hold down bolts.
Metal Plate
Jacking Screw
The machine must not rest on supports
other than those dened in Fig. 3.1
Fig. 3.1

12
OPERATION MANUAL
1. Place the squaring stops Fig 3.3 into position on the table
top, securing into place with the bolts supplied.
2. Check that the square stops are square to the blade.
3. Adjust by loosening the bolts and moving by the amount
allowed by the clearance of the holes.
4. Re tighten the screws.
3.4 ATTACHING THE ACCESSORIES.
Bolt the support arms onto the feed table. Ensure they are level and square to the table. (Fig 3.2)
Unpack and attach the rear fence to the back of the machine. Ensure that the sensors have been
connected and set up. (Fig.3.4)
Unpack the mobile foot control and plug the into the socket provided on the machine. (Fig.3.5)
Fig. 3.4
Fig. 3.2
Fig. 3.3
Fig. 3.5
13
OPERATION MANUAL
4. COMMISSIONING
4.1. PREPARATION OF THE MACHINE.
qRemove all wrapping and packing grease from the machine.
qCheck the machine for loose bolts. Tighten as required.
qCheck the top return position is correct.
qClean the blades and tighten the securing bolts as required. Examine the cutting edges of
both blades for damage.
qInform your service provider of any damage or faults with the machine.
Warning- Follow all setup instructions before starting the machine
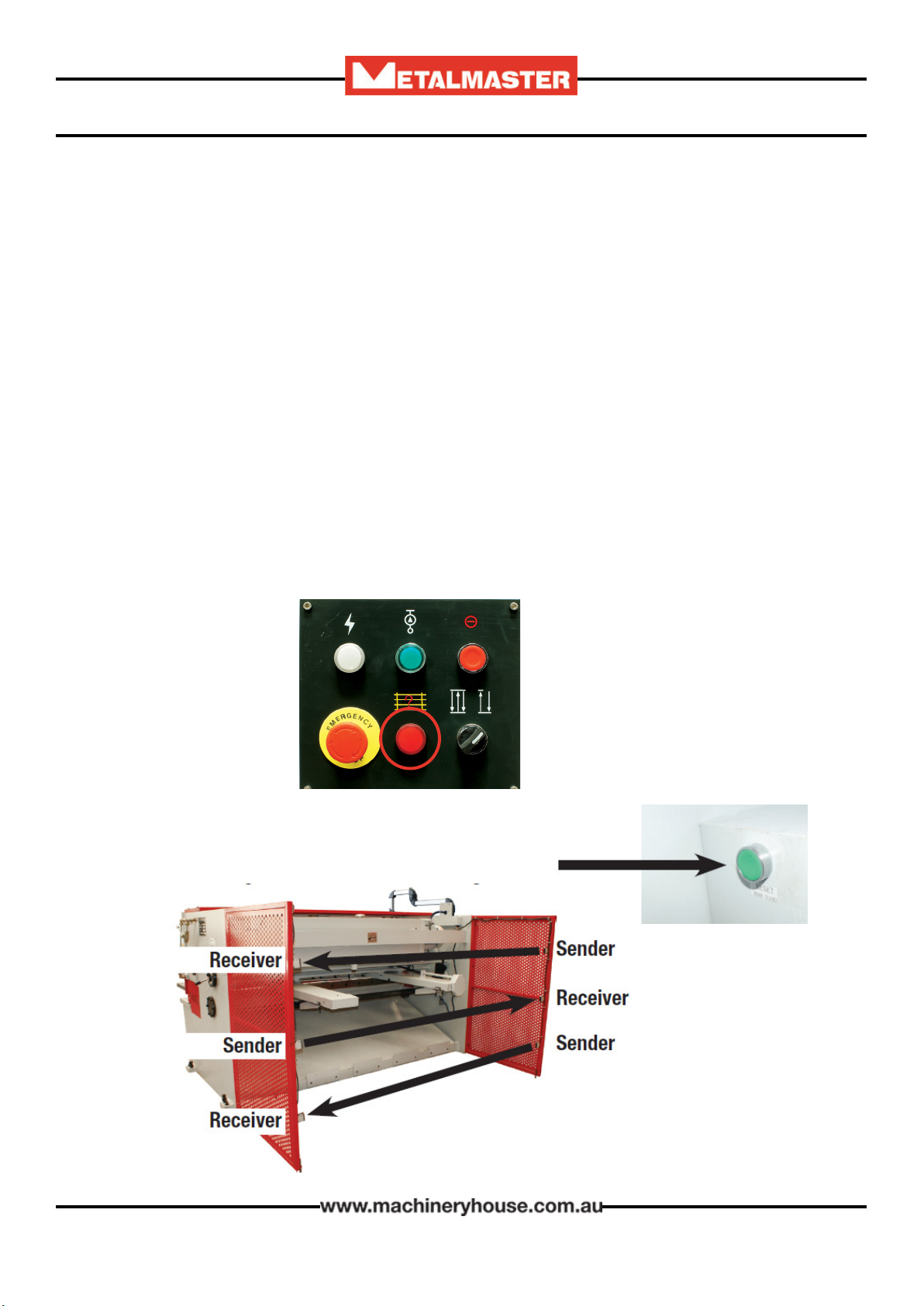
The safety circuit consists of a reset switch and two rear side guards, each having 3 sensors.
Your machine will have a RED warning light on the main control panel. When the main power
is switched on or the rear sensors have been tripped the safety circuit must be reset before the
motor can be started.
Warning Indication: The safety circuit has not been Reset.
4.2 OMROM E3Z SAFETY SENSOR ALIGNMENT
Red Warning Light
Reset Switch
Press the “Reset Rear Guard” button on the back of
the electrical cabinet to reset the safety circuit

14
OPERATION MANUAL
4.2 OMROM E3Z SAFETY SENSOR ALIGNMENT Cont.
Identifying Sensors
Sender
The sender has one red light on top of the unit and one red
light at the front. These two lights will be on at all the times
while the machine has power.
Receiver
The receiver has two lights on top of the unit. The receiver should have one green light on or a
red and green light on when all the sensors have been aligned correctly.
NOTE: No.1 receiver could be mounted top, middle or bottom on the guard.
The receivers are wired in series so No.1 receiver will have a green light on, indicating it has
power. When it is correctly aligned with its sender the red & green light will be on and it will
send power to No.2 receiver.
No.2 receiver will have a green light on and when that receiver has been correctly aligned with
its sender the red & green light will be on and it will send power to the No.3 receiver.
No.3 receiver is aligned using the same technique.
So when all 3 receivers are aligned correctly with their corresponding senders they should all
have red and green lights on top of each unit.
15
OPERATION MANUAL
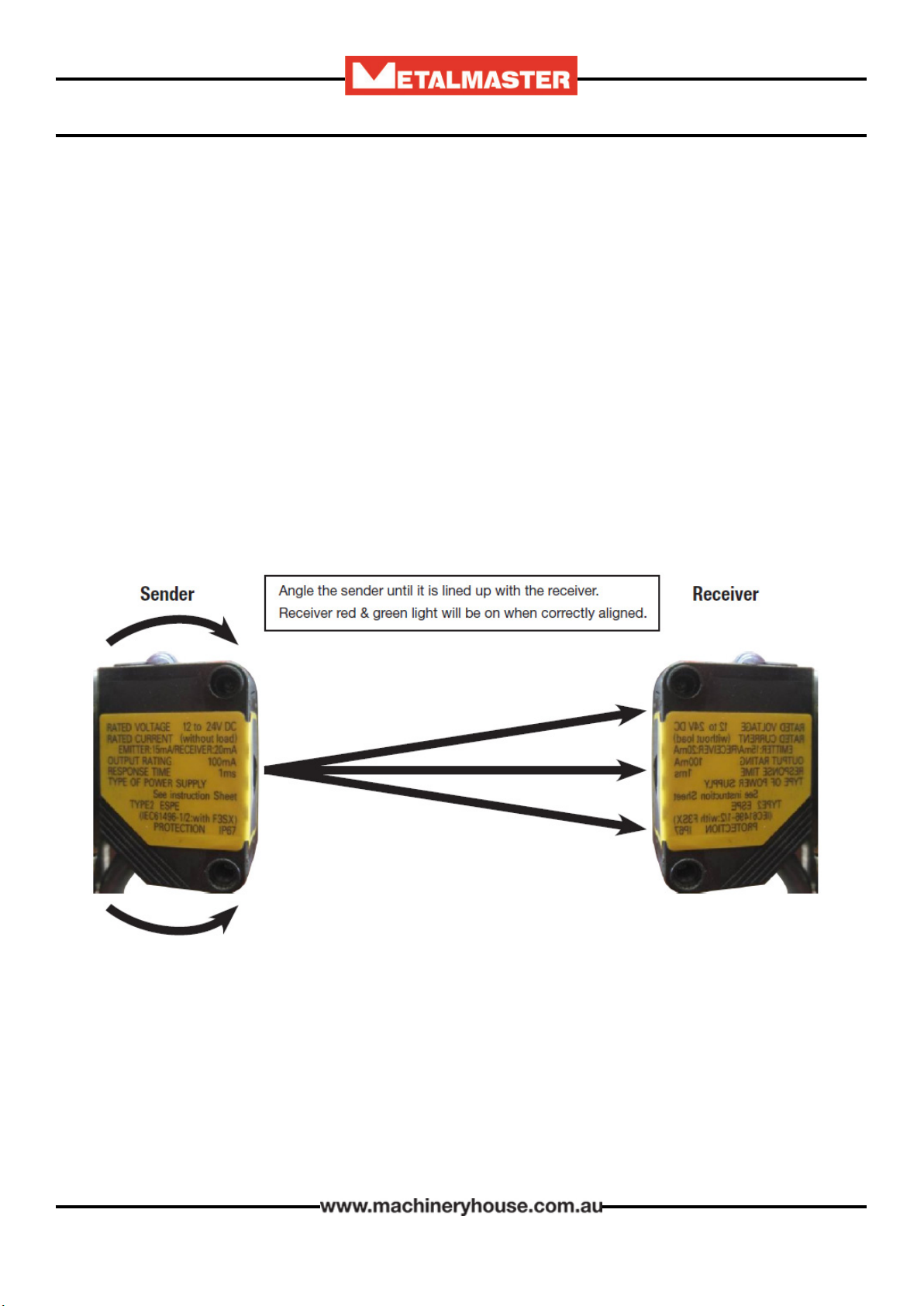
Alignment of Senders & Receivers
4.2 OMROM E3Z SAFETY SENSOR ALIGNMENT Cont.
Ensure that the machine is level and all four leveling jacking bolts are correctly adjusted. Check
the rear guards are bolted tight and adjust the stabilizing feet to ground level to support the
guards.
The sensors are sensitive to alignment so try to align as accurately as possible. If the sender is
only just aligned with the receiver, any vibration when cutting will stop the motor and the safety
circuit will have to be reset again.
Loosen the sender screws and angle the sender up until the receiver loses alignment.
Angle sender down until the receiver re-aligns and then loses alignment again.
Half way between these two positions is the most accurate alignment.
The sensors may also have to be angled sideways as well to get the best possible alignment. This
may involve packing individual brackets or sensors.
You can now reset the safety circuit & press the reset button
After a successful reset the light on the control panel will not be illuminated and the machine
is ready to operate.

16
OPERATION MANUAL
4.3 MANUAL BACK GAUGE. (Fig. 4.1)
The back gauge consists of a left and right hand shafts
tted with a rack and pinion. Mounted on each shaft is a
sliding block that slides along the rack shaft carrying the
back gauge. The racks are connected by a shaft and hand-
wheel. When turning the hand wheel the back gauge is
moved in and out. The shaft can also be used for adjusting
the synchronizing of the two ends of the back gauge to
keep them parallel.
The right rack shaft is tted with a scale with graduations
of 0.5mm. When installing the machine for the rst time
or after grinding the blade, you should carefully adjust the
“zero” position,
The two sliding blocks are tted with clamping handles.
After the adjustment of the gauge distance, re-clamp the
handles.
Digital Readout (Fig. 4.2)
Some machines are tted with a digital readout on the
back gauge. The adjustment can be set using the display.
The display unit can be changed between inch or metric
and allows for “Zero” to be selected in any position.
It also has a button (ABS) which allows a switch between
absolute and incremental measurement.
E.G. First cut is at 100mm, and the second cut is at 400mm
when ABS is pressed then the total of the two is displayed
as “500”mm.
The digital display is attached to the right hand shaft and
does not need to be reset as the scale can be“Zero” in any
position.
4.4 COMMISSIONING CHECK LIST.
Before starting the machine the following checks must be carried out.
qInstallation and machine preparation has been performed according to the manuals
instructions.
qAll grease nipple points have been lubricated.
qElectrical earth tted and power circuits, switches, and foot-pedal checked for any damage
qSetup rear sensors
qCheck motor rotation.
qTest safety operation, E stop, rear sensors, stop button etc.
qTest all mechanical operation on the machine including blade and back gauge travel and limit
switch operation.
qTest cut material and check quality of cut
qTools, equipment and personnel are clear of the machine.
qOperation Manual on how to operate the machine has been read.
Fig. 4.1
Fig. 4.2
Fig. 4.3

17
OPERATION MANUAL
5. OPERATION INSTRUCTIONS
5.1 PRE-OPERATIONAL SAFETY CHECK PRIOR TO OPERATING
Before operating the machine the rear safety beam guard
needs to be checked. Below are the steps that need to be fol-
lowed.
1. Start machine as per instruction procedures
2. Stand outside rear safety gate & obstruct sensor (1)
3. Ensure machine has stopped and is disabled
4. Check your control: Warning light (A)
5. Press green reset button at the rear of electrical box image
(C)
A: Basic Control - Light on
Emergency Stop Check,
B: Rear Guarding Sensors
C: Guard Reset Button
1. Start machine as per instruction procedures
2. Press the emergency stop buttons on the control panel and front of the machine. (E)
3. Ensure the machine has stopped and is disabled
4. Reset emergency stop button by twisting the red dial. (D)
(Some models need guard to also be reset)
5. Repeat steps 1 to 4 for each emergency stop on your machine
E: Emergency Stop D: Guard Reset Button
(1)
(2)
(3)
18
OPERATION MANUAL
5.2 STARTUP
Before starting the machine ensure that the manual has been read and understood.
1. Switch the isolating switch on (Fig 1.) The “Power On Light” (Fig.2) will be illuminated.
Fig 1.
12
3
4
56
1 Power ON Light
2 Illuminated Start Button
3 Electrics OFF
4 Continuous or Single cut
5 Emergency Stop
6 Rear Safety Guard
2. If all the safety checks have been done then press the
“Start” button to energize the electrics. (Fig 2.)
Now the pedal can be depressed to start the cut
NOTE! The “Start Button” must be illuminated for the
pedal to operate.
Fig 2.
1

19
OPERATION MANUAL
5.3 ADJUSTING OF THE BLADE GAP
Check the maximum cutting capacity of the guillotine..
This can be found on the specication plate on the ma-
chine. The capacity listed is for Mild Steel. Stainless steel
capacity can be found in the specication table in this
manual. (Page 4)
Check The Blade Gap Setting
The machine is supplied from the factory with the blade
gap set to the capacity of the machine.
NOTE! It is extremely important that the blade gap must
be reset to suit the thickness of the material every time
the size of the materials changes. Failure to do this could
cause damaged to the machine
The blade gap should be approximately 10% of the thick-
ness of the material.
E.G. 1mm material = 0.1mm Blade Gap
2mm material = 0.2mm Blade Gap
Adjusting the Blade Gap
Step 1. Isolate the machine from the power supply and
place a maintenance tag on the electrical
cabinet.
Step 2. The 4 head bolts at both ends of the machine
should not be tightened up too tight. The gap
should be able to be adjusted with out undoing
the bolts. If they need to be loosened to adjust
the blade gap, be sure they are tightened only
slightly. (Fig.5.3)
Step 3. Set the rapid blade adjustment to the correct
gap. Repeat the operation at the opposite end
of the machine to ensure that the blade is
parallel. (Fig. 5.4)
Step 4. Re-tighten the head bolts at both ends of the
machine. Do not over tighten the bolts as this
can reduce the set blade gap
There are two types of blade adjustment supplied on
these machines. Your machine will be tted with one of
these methods for adjustment.
Fig. 5.3
Fig. 5.4
Type 1

20
OPERATION MANUAL
Adjusting the Blade Gap Cont.
Type 2
Step 1. Isolate the machine from the power supply and
place a maintenance tag on the electrical
cabinet.
Step 2. The 4 head bolts at both ends of the machine
should not be tightened up too tight. The gap
should be able to be adjusted with out
undoing the bolts. If they need to be loosened
to adjust the blade gap, be sure they are
tighten only slightly. (Fig.5.5)
Step 3. Move the rapid blade adjustment lever (Fig. 5.6)
up or down to the correct blade gap required
displayed on the blade gap scale. (Fig.5.7)
Repeat the operation at the opposite end
of the machine to ensure that the blade is
parallel.
Step 4. Re-tighten the head bolts at both ends of the
machine. Do not over tighten the bolts as this
can reduce the set blade gap
Fig. 5.5
Fig. 5.6
Fig. 5.7
This manual suits for next models
3
Table of contents
Other MetalMaster Power Tools manuals






















