Copyright ©1998, Metcal, Inc. All Rights Reserved 7027-0400 Rev A2
SYSTEM SET UP AND OPERATION
The MX-500P Power Supply is a two port switchable 40-watt power supply with a
separate power cord. The MX-500P Power Supply is an upgraded version of the
Metcal STSS-PS2E. Some of the additional features in this upgrade are described
below.
AUTO SHUT-OFF
Like the STSS-PS2E, the MX-500P is
equipped with a ground sensing feature.
The AMBER LIGHT illuminates when there is
any break in the ground. To reset, turn the
power supply off and back on. If the ground
has not been re-established, the power
supply will remain off.
TIME-OUT FEATURE
Your MX-500P comes with a time-out
feature designed to maximize the life of
your tip cartridges. The time-out feature works by detecting a load difference at the
tip and sensing whether the tip cartridge has been used during the past 25-30
minutes. If no load change is sensed, the power supply shuts off. This is indicated by
the GREEN LIGHT going off. To reset, turn the power supply off and back on.
OVERRIDE SWITCH
Because the time-out feature works off a load difference, sometimes the power supply
may not sense very light loads. If, for instance, an operator is soldering 30 gauge
wire with an STTC-522 (no sponge wipe), the power supply may shut down after 30
minutes. To ensure operator satisfaction, Metcal has equipped the MX-500P with an
OVERRIDE SWITCH. To disengage the time-out feature, unscrew the set screw several
turns with the provided Allen wrench. To re-engage, turn off the power supply and
screw the set screw clockwise until it feels tight. When the power supply is turned
back on, the time-out feature will be restored.
SETTING UP THE SYSTEM
To set up the power supply, plug the power cord into the three
pronged outlet on the back of the power supply. Plug the cord
into an appropriately rated outlet.
Turn the silver connector at the back of the handle cord assembly
counterclockwise until it is completely flush with the back of the black handle cord
assembly. Then, attach the connector to the port at the front of the power supply by
pushing the connector assembly onto the F-connector and turning the silver handle
cord connector clockwise until it is finger tight.
You can attach an additional handpiece into the other port, or leave the port open for
the addition of another handpiece later. If desired, label the ports according to
handpiece type.
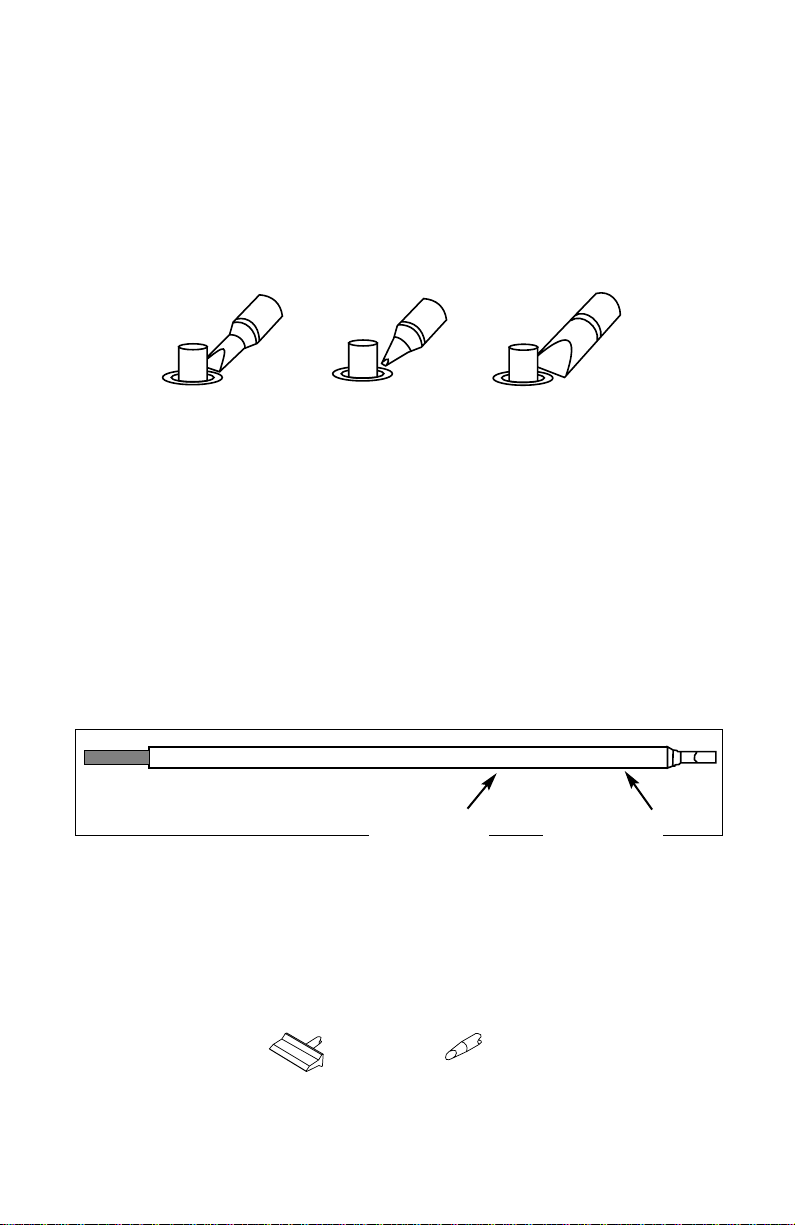
Place tool(s) into the appropriate workstand(s). Select a tip cartridge and insert it into
the handpiece.
Power the system on by pressing the switch on the top left hand side to the “on”
position. The green light should come on.
Move the PORT SELECTOR to the port which corresponds to the handpiece you wish to
use. The PORT INDICATOR will be next to the appropriate port.