INDEX
Specifications... .,....5
Lifting and Cleanlines. . . .. . .. . .6
Foundation ....'..7
Levellingand EletricalConnections.... .........8
DimensionsandPrincipal Assemblies... .......9
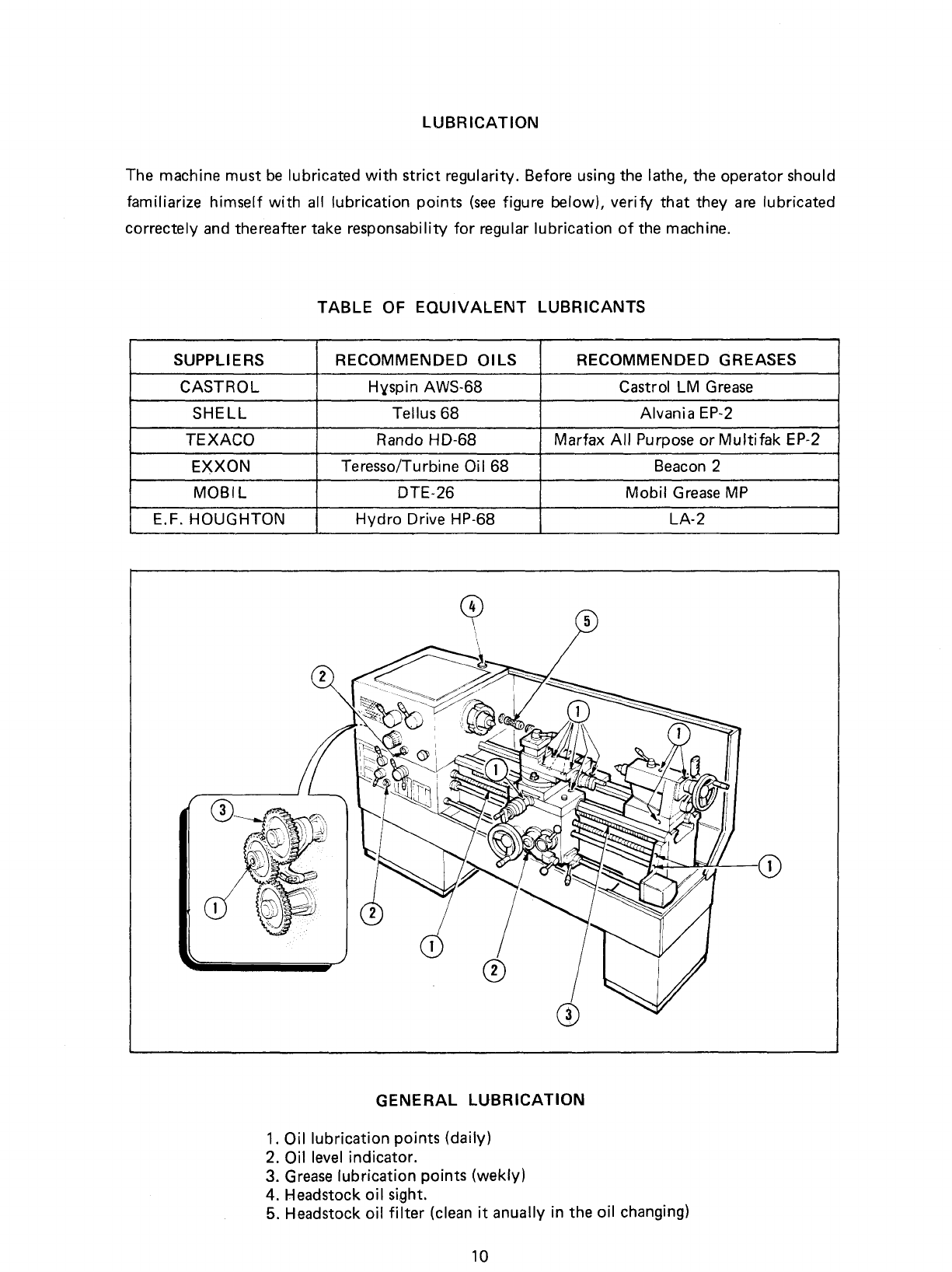
Lubrication ......10
Oil change ........11
LatheControls ....12
LatheOperations. ......13
Headstock lnstructions ........14
Threads and Feeds Gear Box lnstructions .. .. , .. .15
Threads and Feeds Gear Box Data Plate .. . . . .16
Saddle lnstructions ......18
Apron (left - hand) lnstructions . . .19
Apron (right-hand) Instructions .......20
Tailstock lnstructions ....21
MotorDriveSystem lnstructions... .... '22
Change Gears and Safety Coupling lnstructions . . . . . .23
Threads Cutting lndicator lnstructions (Leadscrew 4 TPI) . , . .24
Threads Cutting lndicator lnstructions (Leadscrew 6mm). . . . . .25
Spindle and Leadscrew Axle Adjustment lnstructions . . . .. .. .26
BrakeSystem ........27
Electrical Diagram ......28
Part Listlntroduction.... .,.....31
Headstock (MS-M|-401C) . .. . .32
Headstock(Ms-Ml-402C) ... ......34
Headstock (MS-M1"403C) ...,...36
GearBox (MS-M|-404C) .......38
GearBox (MS-M|-405C) ... ,....40
Gear Box (MS-M|-406C) . ... ... .42
Saddle (MS-M|-407C) ........44
Apron(left-hand) (MS-M|-408C). ....,46
Apron(left-hand) (MS-M|-409C). ..... '48
Tailstock (MS-M|-410C) ...50
Bed(MS-Ml-411C) ...52
Change Gears (ledascrew4TPl)(MS-MI-412C1 ........54
Change Gears (leadscrew 6mm) (MS-MI-413C) . . .56
Motor Drive System (MS-M l-4143lr . . . .58
SteadyRest(MS-Ml-415C) ....59
Follow Rest (MS-M|-416C) . .. . . 60
Tool Post (MS-M|-417C\ . .. . . .. .61
Drive Plate, Universal Chuck Flange, Back Plate (MS-M|-418C) .......62
TaperAttachment (MS-M|-419C) .....64
CoolantPump (MS-Ml-42rc\ ....,66
Threads Cutting lndicator (leadscrew 4 TPI) (MS-M|-421C], . . . . 67
MicrometerStop (MS-M|-422C]r ........68
ChipGuard (MS-M|-423C\ .....70
Chuck Guard (MS-M|-424C\ .........71
Threads Cutting lndicator (leadscrew 6mm) (MS-M|-425C\ . . . . .72
Apron (right-hand) (MS-M|-426C). . . .74
Apron (right-hand (MS-M|-427C\ .....76