INSTRUCTION MANUAL FOR ARC WELDING MACHINE
IMPORTANT
Before using this device all people authorised to its use, repair
or inspection, should read the book "Safety rules for using
machines" and the "Instruction manual" specific for every
machine. Contact your distributor if you have not understood
some instructions.
It is also essential to pay special attention to the "SAFETY
RULES" Manual. The symbols next to certain paragraphs
indicate points requiring extra attention, practical advice or
simple information.
This MANUAL and the "SAFETY RULES" MANUAL must be
stored carefully in a place familiar to everyone involved in
using the machine. They must be consulted whenever doubts
arise and be kept for the entire lifespan of the machine; they
will also be used for ordering replacement parts.
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1 GENERAL DESCRIPTIONS
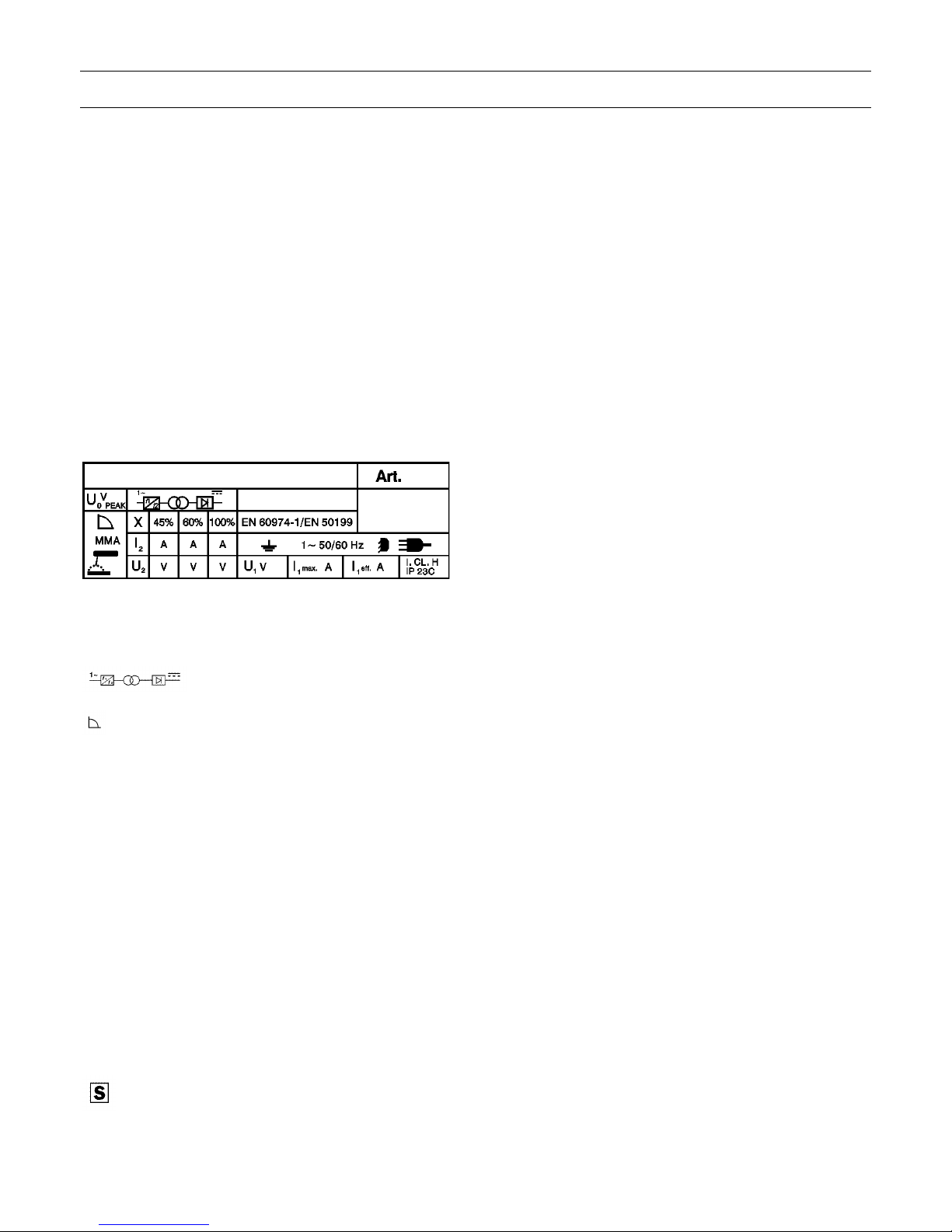
1.1 EXPLANATION OF TECHNICAL SPECIFICATIONS
EN 60974 - 1 The welder is manufactured ac-
EN 50199 cording to this international standards
Art............................ Item number that must be stated for
any demands relating to the welding
machine.
.... Single-phase static frequency con-
verter - transformer - rectifier.
.......................... Dropping characteristic.
MMA....................…. Suitable for manual welding with coated
electrodes.
Uo............................. Secondary no - load voltage.
X.............................. Duty – cycle percentage.
The duty-cycle expresses the per-centage, calculated on 10
minutes, in which the welding machine
can operate at a determined current,
without over-heating.
I2.............................. Welding current.
U2............................. Secondary voltage with I2 welding
current.
U1............................. Nominal supply voltage.
1 ~ 50/60Hz............. Single - phase supply 50 or 60 Hz.
I1max. …………….. This is the maximum value of the
absorbed current
I1eff........................ This is the maximum value of the actual
current absorbed, considering the duty
cycle.
IP23C....................... Grade of protection of frame. Grade 3
as a second number means that this
unit is fit to work outside under the rain.
......................... Symbol meaning that the welding
machine can be used in high electric
shock risk-working areas.
NOTES:..................... In addition, the welding machine has
been designed to work in areas with
grade 3 of pollution.(See IEC 664).
1.2 SPECIFICATIONS
This welding machine is a constant direct current generator,
created by the INVERTER technology, designed for welding
with coated electrodes and with the TIG procedure.
For any requests of information, please always state the item
and the serial number of the welding machine.
1.3 BEFORE CONNECTING THE WELDING MACHINE
Before connecting and switching on the unit follow all safety
rules and instructions as indicated in this manual. Make sure
that the airflow on cooling slots is not obstructed and then
proceed as follows:
1) unpack the machine
2) take care that the unit is not placed against a wall or in a
position that might cut off the air; moreover, do not cover
the unit's source with plastic materials, metal or paper
sheets because they cause the decrease of the airflow,
3) make sure that the air temperature does not exceed +40°C,
4) do not place any filtering device over the intake air
passages of this welding machine.
Warranty is void if any type of filtering device is used.
2 INSTALLATION
2.1 CONNECTION TO MAINS SUPPLY
Before connecting the unit to the mains make sure that supply
voltage corresponds to the voltage indicated on the welding
machine technical specification tag.
2.2 PROTECTION SYSTEM
The unit is equipped with internal protections, which assure a
lasting proper operation.
These protective systems are the following:
2.2.1 Electrode anti-sticking protection
When the electrode sticks itself on the piece, the machine
brings the I2current to not dangerous values for the electrode.
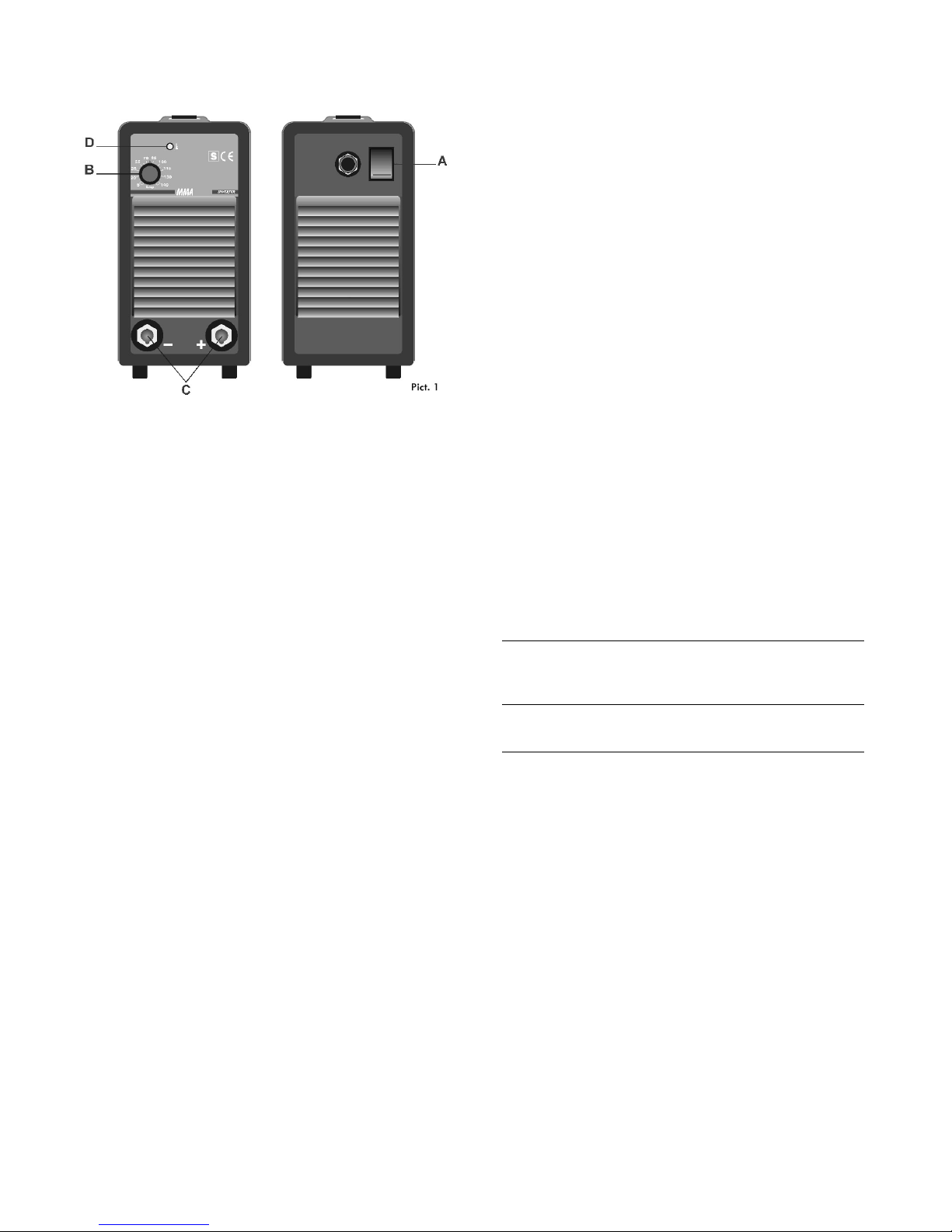
The signal light D (picture 1) indicates this operation.
2.2.2 Thermal protections
The signal light D (picture 1) indicates the intervention of this
protection. As soon as the unit has cooled down, it will be in
working conditions again.
OVER VOLTAGE CAN DAMAGE THE UNIT
2.2.3 Protection against incorrect supply voltages
If the voltage is greater than 270V when the switch (A pict. 1)
is turned on, the yellow led (D pict. 1) will flash briefly twice,
with a brief pause between flashes, and the machine will not
deliver current.
In this situation the electric circuits are protected, but the fan
may burn out after a few minutes.
In the voltage low during welding, the yellow led (D pict. 1)
flashes every 0.5 seconds and the machine does not deliver
current.
2.2.4 Motor-driven generators
These must have a power equal to or greater than 6kVA, and
must not deliver a voltage greater than 260V.