Copyright 2001 OFSFitel
All Rights Reserved
Printed in U.S.A.
Table of Contents
1. General ................................................................................................................................. 1
1.1 LC™Jumper Connectors................................................................................................. 1
1.2 Epoxy Consumables......................................................................................................... 1
1.3 Epoxy Tool and Upgrade Kits........................................................................................... 1
1.4 Ordering Information........................................................................................................ 2
2. Safety Precautions................................................................................................................. 2
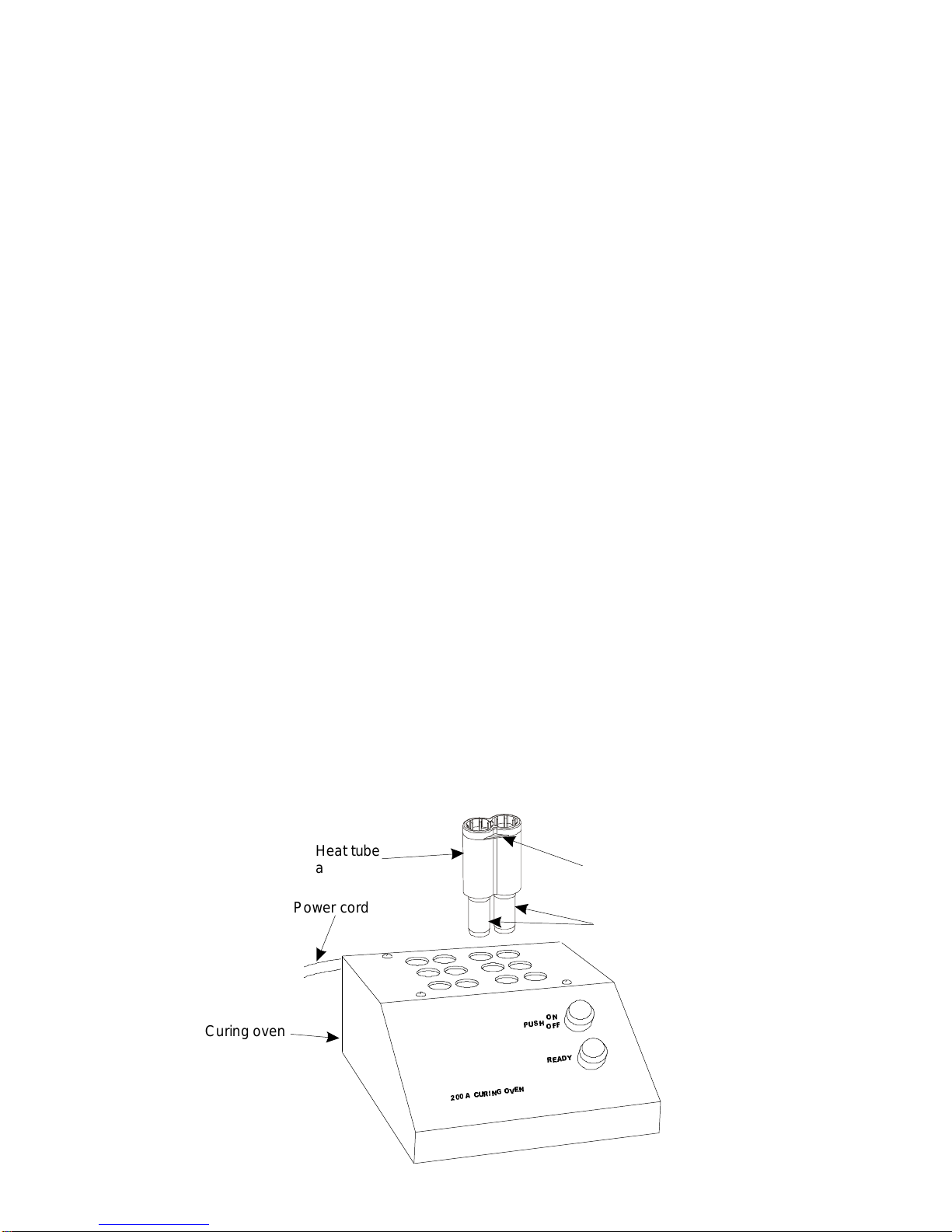
3. Oven Preparation .................................................................................................................. 2
3.1 Set Up Curing Oven.........................................................................................................2
4. Cord Preparation ................................................................................................................... 3
4.1 Assemble Connector Components.................................................................................... 3
4.1.1 Simplex Applications on a Simplex Cord.................................................................... 3
4.1.2 Singlemode Simplex Applications on a Duplex Cord.................................................. 3
4.1.3a Duplex Applications on a Duplex Cord (with Regular Duplex Yoke).......................... 4
4.1.3b Duplex Applications on a Duplex Cord (with Replaceable Duplex Yoke)................... 5
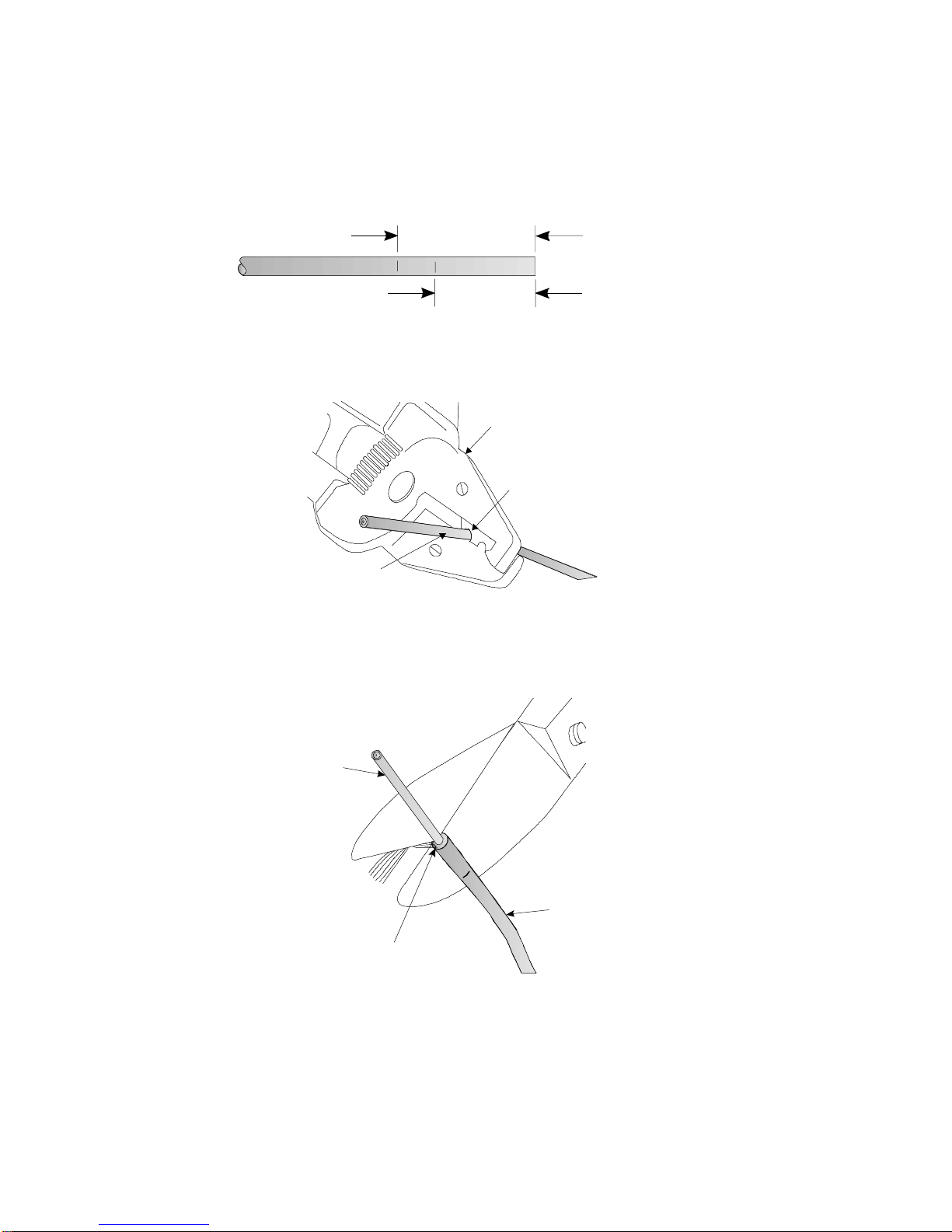
4.2 Remove Outer Jacket and Trim Strengthening Yarn......................................................... 6
4.3 Remove Buffer and Fiber Coating.................................................................................... 7
4.4 Clean Stripped Fiber ........................................................................................................ 8
5. Epoxy Preparation................................................................................................................. 9
6. Connector Installation.......................................................................................................... 10
6.1 Prepare the Connector ................................................................................................... 10
6.2 Apply Epoxy................................................................................................................... 10
6.3 Insert Fiber..................................................................................................................... 11
6.4 Install Crimp Sleeve....................................................................................................... 12
6.5 Cure Connector Assemblies........................................................................................... 13
6.6 Cool Connector Assemblies............................................................................................ 13
6.7 Score the Fiber............................................................................................................... 13
6.8 Polish Fiber EndMultimode and Singlemode................................................................ 14
6.9 Repair Polishing Only...................................................................................................... 16
6.10 Final Assembly.............................................................................................................. 16
6.10.1 Simplex Connectors............................................................................................... 16
6.10.2a Duplex Connectors (with Regular Duplex Yoke) ................................................... 16
6.10.2b Duplex Connectors (with Replaceable Duplex Yoke)............................................ 17
7. Fiber Inspection and Ferrule Endface Geometry.................................................................. 18
7.1 Fiber Inspection............................................................................................................... 18
7.2 Ferrule Endface Geometry.............................................................................................. 19
8. Cleaning Instructions ........................................................................................................... 20
8.1 LC Connector................................................................................................................. 20
8.2 Adapter .......................................................................................................................... 20
9. Tuning Instructions .............................................................................................................. 21
9.1 General Information ....................................................................................................... 21
9.1.1 Tuning Index Tool.................................................................................................... 21
9.1.2 Tuning Wrench........................................................................................................ 21
9.1.3 Singlemode Offset Tuning Jumper........................................................................... 22
9.1.4 Hardcase with Foam Insert....................................................................................... 22
9.1.5 Instruction Sheet...................................................................................................... 22
9.2 Safety Information.......................................................................................................... 22
9.3 Tuning Procedure........................................................................................................... 23
10. Mount Adapter................................................................................................................... 27
11. Ordering Information.......................................................................................................... 28
12. Assistance Information....................................................................................................... 31