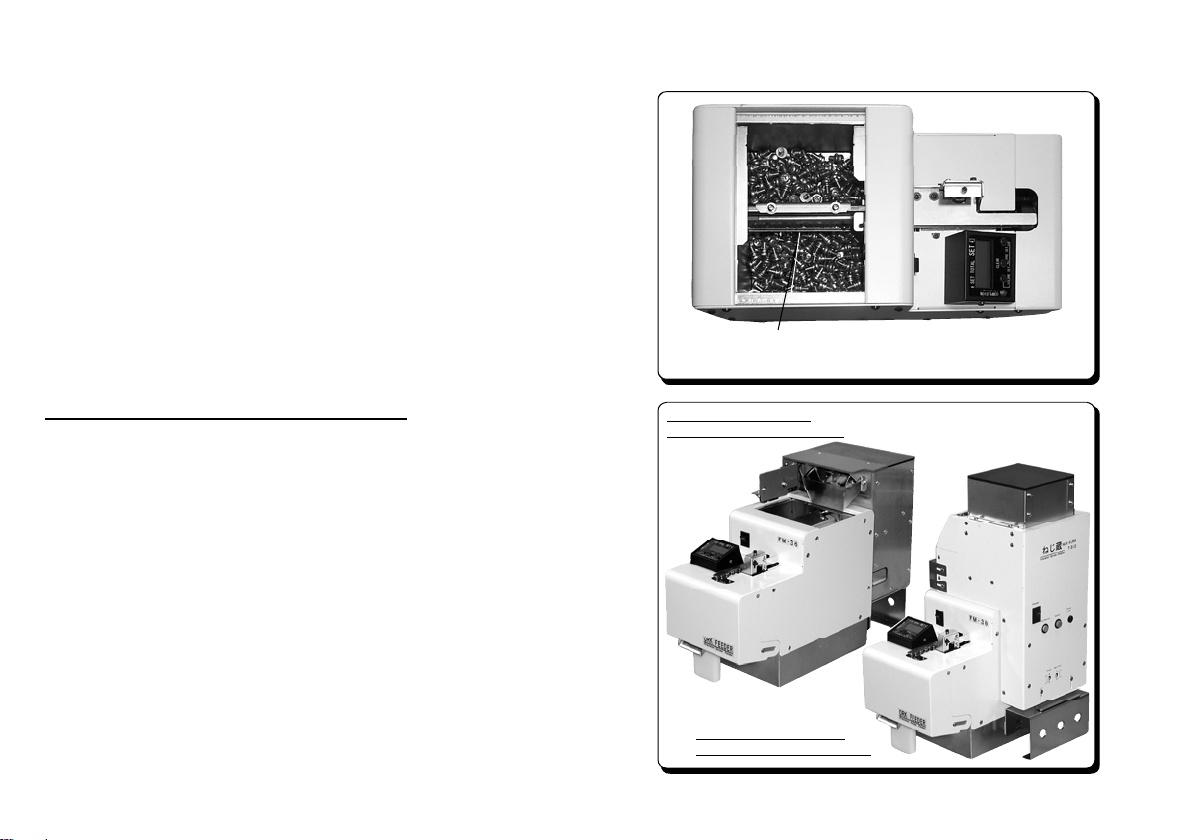
Unit with the floor-type
(NJ-80) NEJIKURA installed
Unit with the tower-type
(T-510) NEJIKURA installed
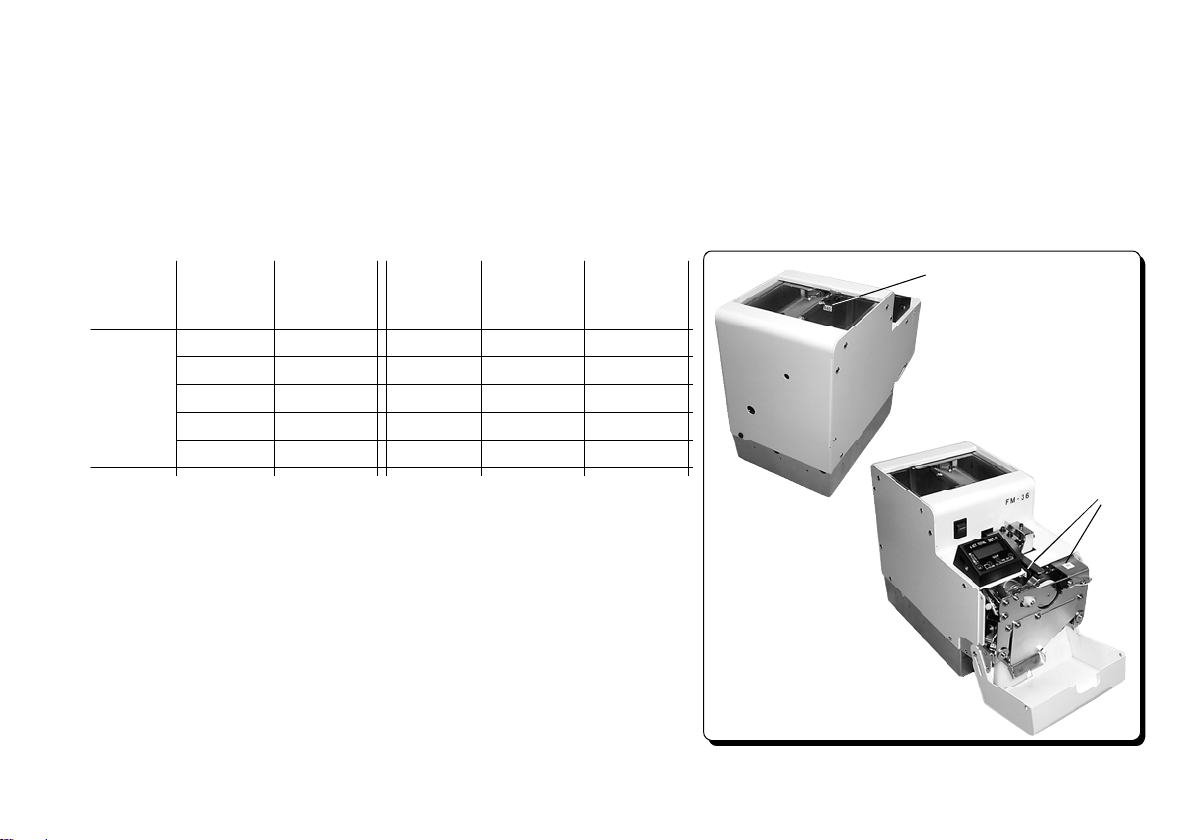
Do not allow screws hide the top surface of the rail groove.
(The screws must be positioned about 2 to 3 mm lower than
the top surface of the groove.)
5. Getting the Feeder into Motion
5.1 Supply of Screws
Loading the feeder with too many screws could adversely affect their
alignment and transfer.
The approximate maximum supply of screws is illustrated in the figure
at right. Consult this figure in loading screws.
• Turn the power switch on, then off to move the scooping plate to the
lower limit position.
• Load screws to a position about 2 to 3 mm lower than the top surface
of the rail groove. Check to make sure that the top surface of the rail
groove is not hidden by the screws.
• Adjust the supply of screws by observing the behavior of the feeder in
operation.
This feeder comes with an overload protection circuit.
The protection circuit trips when the moving parts of the feeder are
overloaded, as by screws being stuck in the moving parts or too many
screws being put in the scooping chamber.
Actuation of the overload protection circuit
If the moving parts of the feeder are overloaded, the drive motor
reverses for a predetermined period of time and then returns to
forwarding. When the overload imposed on the moving parts of the
feeder no longer exists during reversing, the drive motor returns to
normal forwarding. If the overload imposed on the moving parts of the
feeder persists during reversing, the drive motor reruns the sequence
of reversing, forwarding, reversing, forwarding and so forth for a
predetermined period of time before it is powered off. The cutting disc
continues operating, though.
Thus explained, if the drive motor is powered off, turn off the power
switch and remove the overload imposed on the moving parts of the
feeder. For example, if you have put too many screws in the scooping
chamber, correct the supply of screws. If screws or any other objects
are stuck in the moving parts of the feeder, remove them.
After the overload has been removed, turn on the power switch to put
the feeder back into operation (power-on reset).
• A screw stock option, NEJIKURA is available which loads screws
automatically to maintain a metered count of screws to be loaded.
Please check us if you need this option. – 8 –