page. 1/ 42
INDEX
1. INTRODUCTION ............................................................................................................................... 3
2. SAFETY APPLICATIONS..................................................................................................................... 4
2.1 DESCRIPTION OF THE SYMBOLS USED IN THE INSTRUCTION ................................................. 4
2.2 SAFETY INSTRUCTIONS............................................................................................................ 5
3. PRODUCT DESCRIPTION .................................................................................................................. 7
3.1 GENERAL VIEW ........................................................................................................................ 7
3.2 TECHNICAL DESCRIPTION........................................................................................................ 8
3.3 TECHNICAL FEATURES ............................................................................................................. 8
4. INSTALLATION ................................................................................................................................. 9
4.1 TRANSPORTATION INSTRUCTIONS.......................................................................................... 9
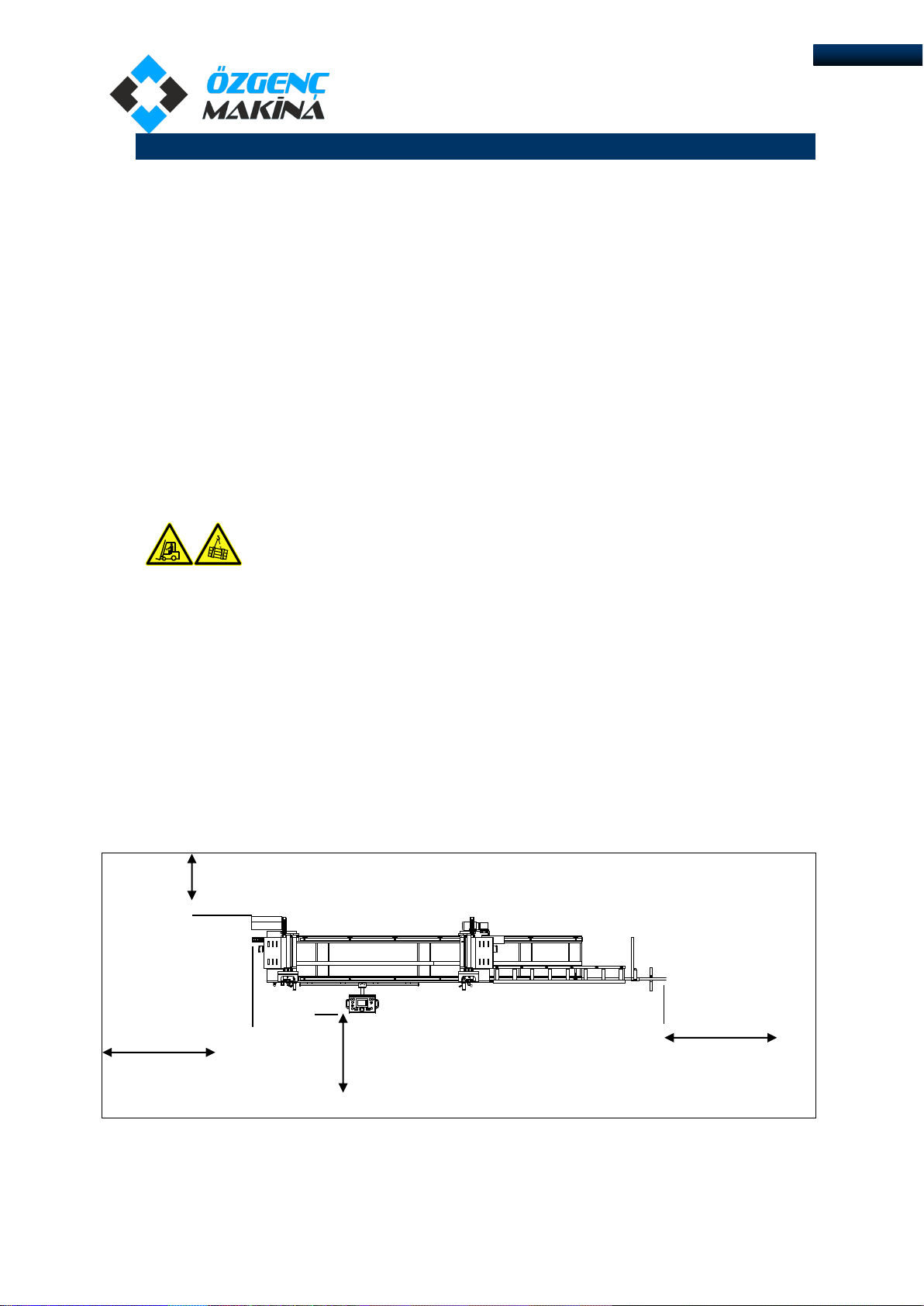
4.2 REQUIRED WORKING AREA..................................................................................................... 9
4.3 INSTALLATION SETTINGS....................................................................................................... 10
4.4 FIRST CONNECTION............................................................................................................... 11
5. PRINCIPLES OF WORK.................................................................................................................... 12
5.1 MAIN SETTINGS ..................................................................................................................... 12
5.1.1 DEGREE CALIBRATION 45° - 90° .................................................................................... 12
5.1.2 MEASURE CALIBRATION................................................................................................ 12
5.2 MACHINE CONTROL ELEMENTS ............................................................................................ 13
5.3 PLC......................................................................................................................................... 14
5.4 OPERATION OF THE MACHINE .............................................................................................. 16
5.5 MANUAL MODE..................................................................................................................... 17
5.6 AUTOMATIC MODE ............................................................................................................... 19
5.7 LONG PROFILE CUTTING over 4000 mm ............................................................................... 21
5.8 PIECES CUTTING .................................................................................................................... 22
5.9 ETH. IP (ETHERNET IP) .........................................................Hata! Yer işareti tanımlanmamış.
5.10 INTERMEDIATE DEGREE SETTING.......................................................................................... 23
6. MAINTENANCE AND THE LUBRICATION OF THE MACHINE .......................................................... 24
6.1 MAINTENANCE TABLE ........................................................................................................... 24
6.2 MAGNETIC SENSOR ............................................................................................................... 25
6.3 CHANGING THE BLADE.......................................................................................................... 25
7. PNEUMATIC ELEMENTS................................................................................................................. 26
7.1 VALVE AND CYLINDER CONTROL........................................................................................... 26
7.2 CYLINDER SPEED ADJUSTMENT............................................................................................. 27
7.3 HYDRAULIC SPEED CONTROL CYLINDER................................................................................ 28