OMCTT5621E18 5
Table of Contents
Features................................................ 2
1.Safety precautions ........................... 6
2.Rated Specifications ........................ 8
2.1Standard accessories............................ 8
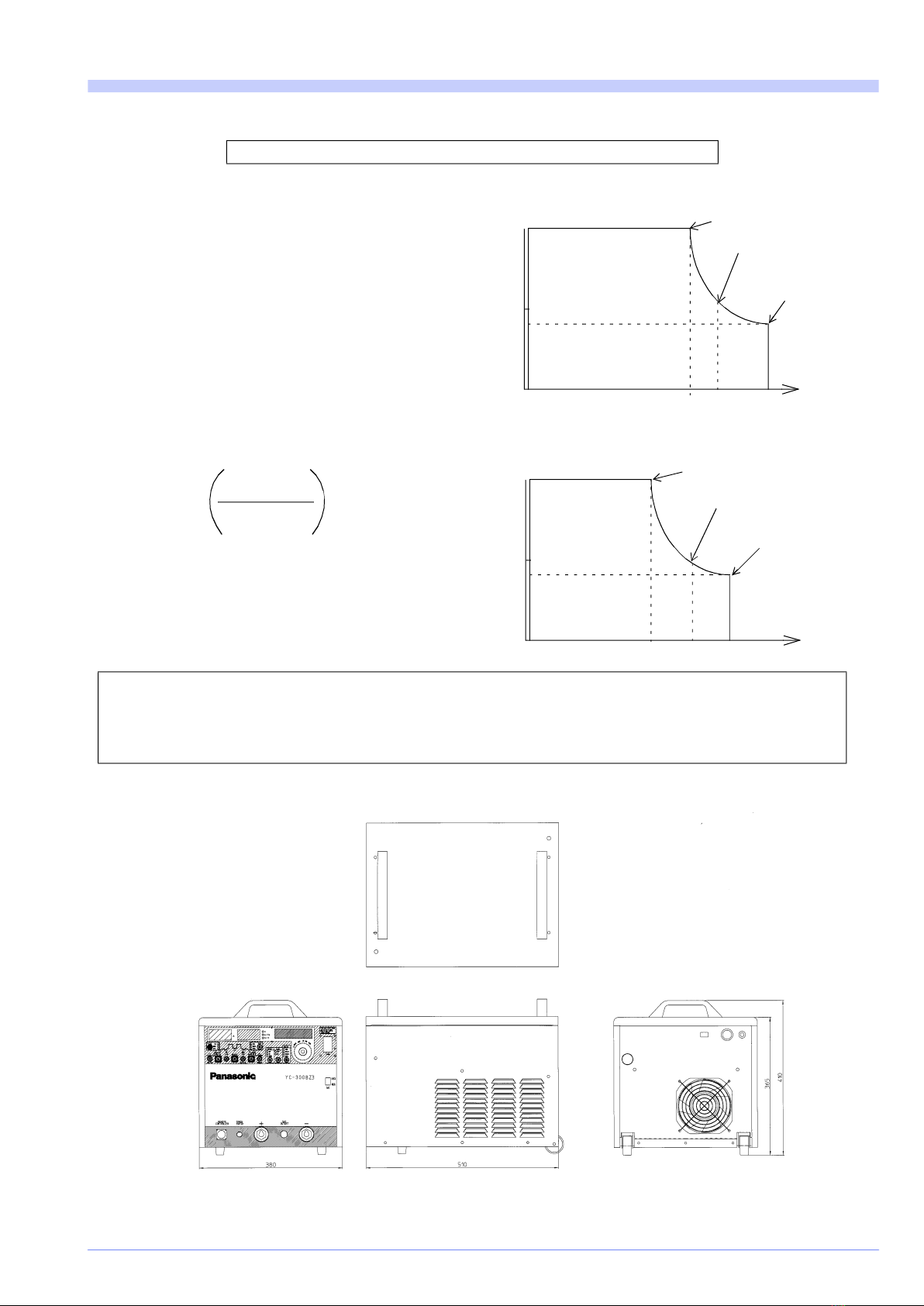
2.2Duty cycle ............................................... 9
2.3Dimensions............................................. 9
3.Installation......................................... 10
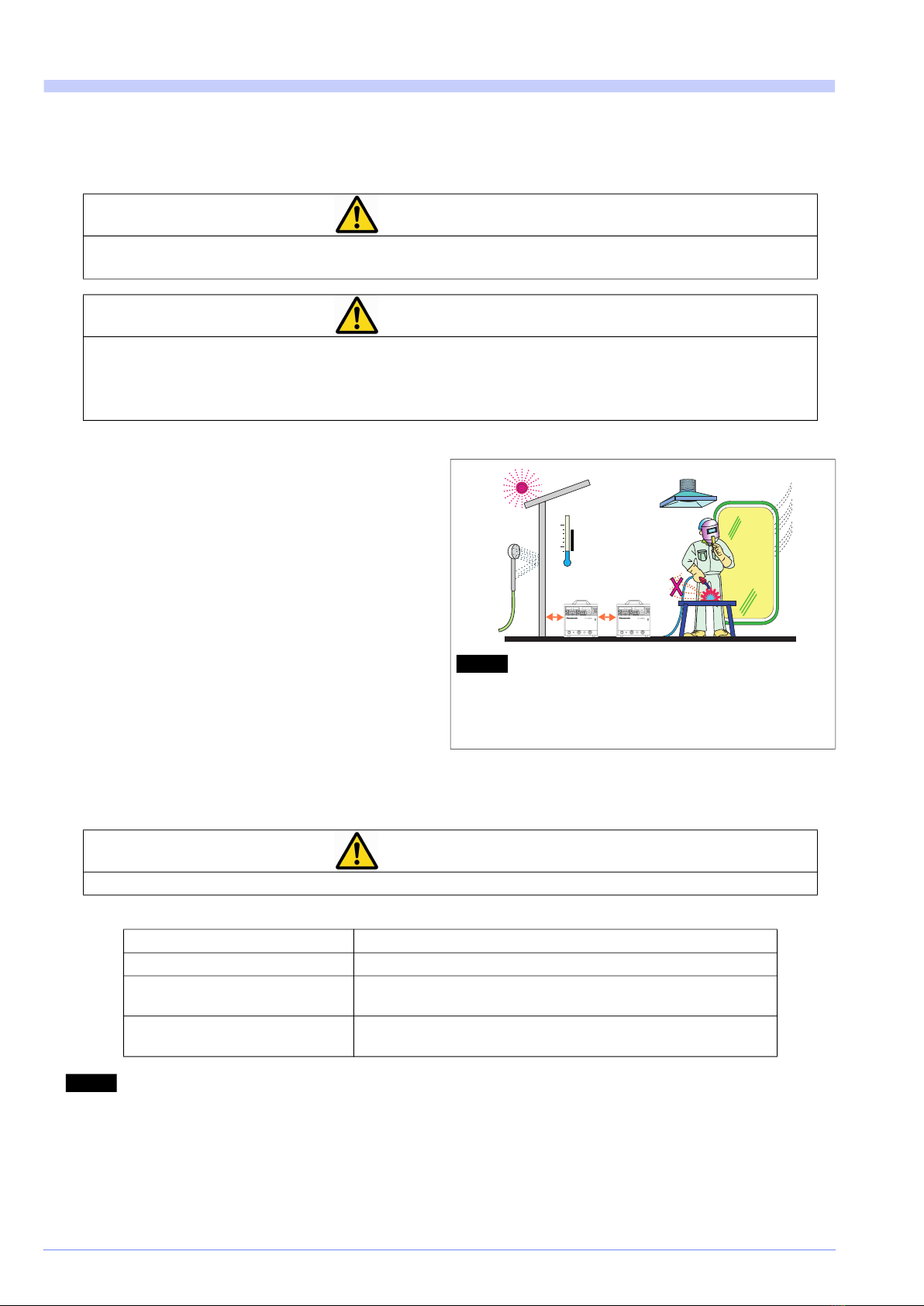
3.1Installation siter ..................................... 10
3.2Power supply equipment ...................... 10
4.Configuration.................................... 11
4.1TIG welding............................................. 11
4.2Stick welding .......................................... 12
4.3Peripheral equipment (Optional items) 13
4.3.1TIG Welding torch....................................... 13
4.3.2Extension cable (available on request)....... 15
4.3.3Argon gas regulator (YX-251A) .................. 17
4.3.4Cooling water unit and cooling water.......... 17
4.3.5Cooling water.............................................. 18
4.3.6Potentiometer-type remote control unit (YC-
30BPR1, YC-30BMR1) .............................. 18
4.3.7External equipment connection unit (YX-
CB009Y**) ................................................. 18
5.Names and Functions ...................... 19
5.1Front panel ............................................. 19
5.1.1Data display/setting section and welding
conditions selecting section ....................... 19
5.1.2Welding conditions setting buttons section. 20
5.1.3Switches and rear side ............................... 21
6.Connection........................................ 22
6.1Connecting output cables for TIG or SPOT
welding.................................................... 22
6.2Connecting output cables for STICK
welding.................................................... 23
6.3Connecting input cables ....................... 23
6.3.1Connecting grounding wire and input power cable
................................................................... 23
6.4Connecting gas regulator ..................... 24
6.4.1Connecting procedures............................... 24
6.4.2Connecting procedures............................... 24
6.5Connecting with jig(s) ........................... 25
6.5.1Connections................................................ 25
6.6Connecting with Robot.......................... 28
6.6.1Connection.................................................. 28
6.7Connecting with external device
connecting unit (YX-CB009Y**) ............ 28
6.7.1Connection.................................................. 28
7.Preparation and termination
processing ....................................... 29
7.1Preparation ............................................. 29
7.1.1Use of protective equipment ....................... 29
7.1.2Pre-operation check.................................... 29
7.1.3Turning ON power....................................... 29
7.1.4Adjusting gas flow rate................................ 29
7.2Termination processing (steps after
welding operation).................................. 30
7.2.1Shutting off gas ........................................... 30
7.2.2Shutting off power ....................................... 30
7.2.3Precautions for use of water-cooling torch in
winter season............................................. 30
8.Settings.............................................. 31
8.1DETAIL settings...................................... 31
8.1.1Factory settings........................................... 31
8.1.2How to check settings ................................. 32
8.1.3How to change settings............................... 32
8.1.4How to restore the original factory settings of this
product....................................................... 33
8.1.5Memory deletion ......................................... 34
8.1.6Memory lock................................................ 35
8.2Welding conditions ................................ 36
8.2.1Settings and checking................................. 36
8.2.2Welding condition setting table ................... 37
8.2.3About welding conditions ............................ 37
8.2.4Storing welding conditions .......................... 38
8.2.5Reproducing welding conditions ................. 38
9.Operation........................................... 39
9.1TIG Welding operation ........................... 39
9.2SPOT welding operation ........................ 42
9.3STICK welding operation ....................... 42
10.Maintenance and inspection.......... 43
10.1Daily check............................................ 43
10.1.1Welding machine (This product) ............... 43
10.1.2Cables and hoses ..................................... 44
10.2Periodic check ...................................... 44
10.2.1Check guideline ........................................ 45
10.2.2[Time period for which customers-set conditions
can be maintained] .................................... 45
10.3Precautions for withstand voltage test and
insulation resistance measurement ..... 46
11.Troubleshooting ............................. 47
11.1Error codes and messages.................. 47
11.2Troubleshooting table.......................... 49
12.Parts list........................................... 50
13.Circuit diagram ............................... 52
14.Appendix ......................................... 54
14.1TIG Welding conditions table - (Reference)
.................................................................. 54
14.2Tungsten welding rod .......................... 55
14.3TIG welding shield gas......................... 55
14.4Filler wire............................................... 55
14.5Welding conditions memorandum...... 56
14.6Program list........................................... 57
15.Information on Disposal................. 58