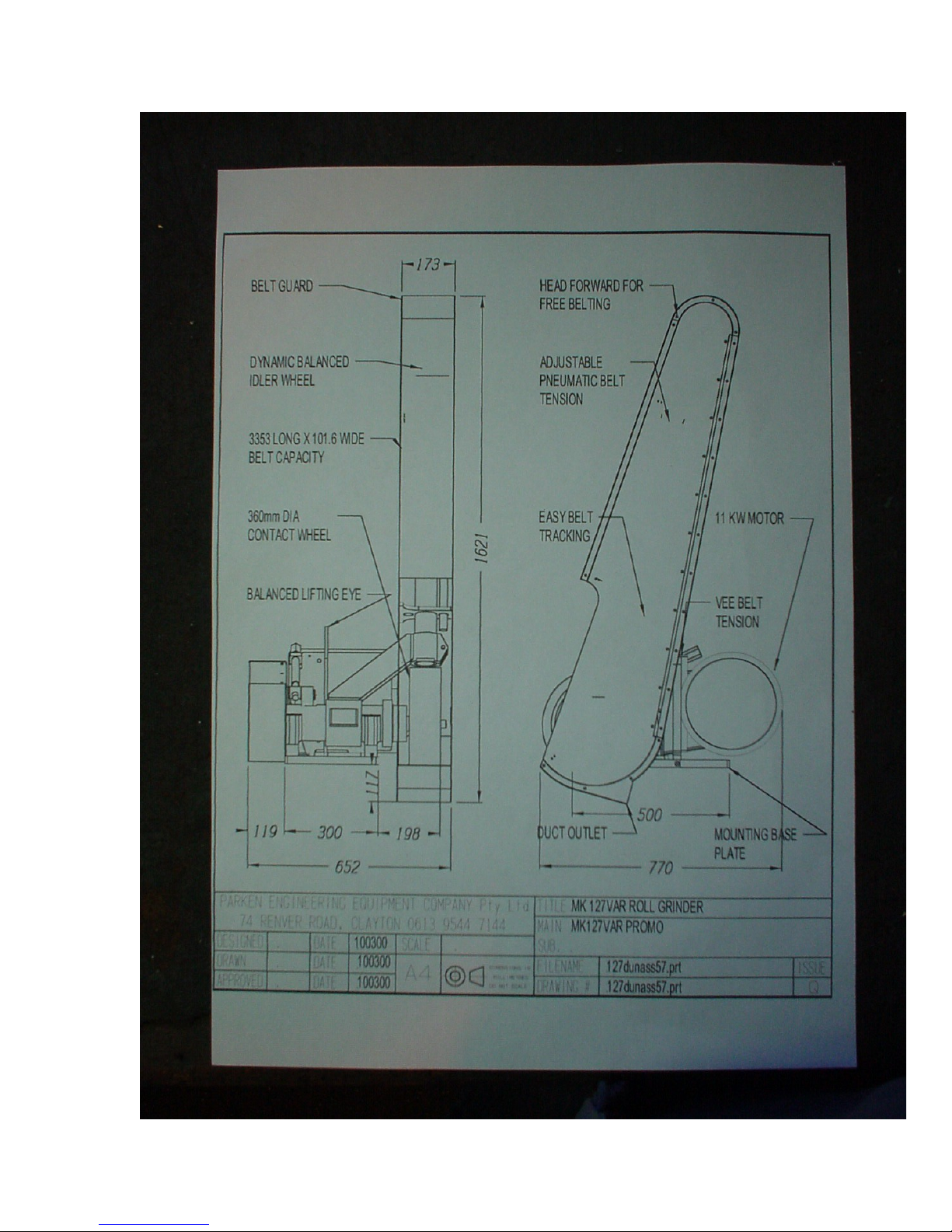
PARKEN ENG. EQ. CO. P/L
Operating instructions
1 switch off belt tension, and remove belt and replace with
selection, retension belt, using table as guide.
2 Turn belt on at slow speed and track belt using knob at side of
machine
3 The work roll and the roll grinder should be running in opposite
directions at the contact point.
3 Start the traverse of the roll grinder and infeed until contact is
made then load up to approximately 3 amps over idle on first couple
of passes.
4 Infeed at either end of work roll
5 Limit the travel to enable contact wheel to come off roll by no
more than 1/3 contact wheel width.
6 For abrasive belts gradually increase loading after each pass.
7 Finer finishes are obtained by using finer belts, refer to belt
speed and type selection table.
8 Contact wheels should be dressed and balanced to prevent
excessive belt wear.
9 Remove high spots
10 Spark out before each belt grade reduction
11 Ensure coolant flow is filtered and flowing, covering full width
of belt
PARKEN ENGINEERING EQ. CO. P/L 9/15 127var3mf.doc12/15/11