505 556 PUB. DATE 11/02 PROGRAMMING MANUAL 3
3. PROGRAMMING
The ironer with feeder and length folder, or with connected cross folder and stacker, enables the user to
create own programs for various types of linen and to adapt some machine parameters, so that the optimal
results in ironing and folding the linen are reached. In total 20 programs are available, where you can
program various own temperatures, ironing speed and also ways of folding. The zero program exists as
well, it is not saved in memory and enables quick creating the program for the disposable use (see User´s
manual).
3.1. OPERATION MODES OF THE LENGTH FOLDER
The folder can work in 3 modes:
FOLDING BY AN ENTERED LENGTH OF FOLDS
If a non-zero length of the fold is entered, the machine switches automatically to the mode of folding by an
entered fold. Without considering the total length, the machine folds the linen to a firmly entered X fold (e.g.
40 cm). This mode is suitable for bed linen. If the last (upper) fold is too short, then it is hidden inside the
folded linen, fig. 3.1.A. If you select length of fold X suitably, you can manage that even the last fold is the
same or almost the same as the other folds.
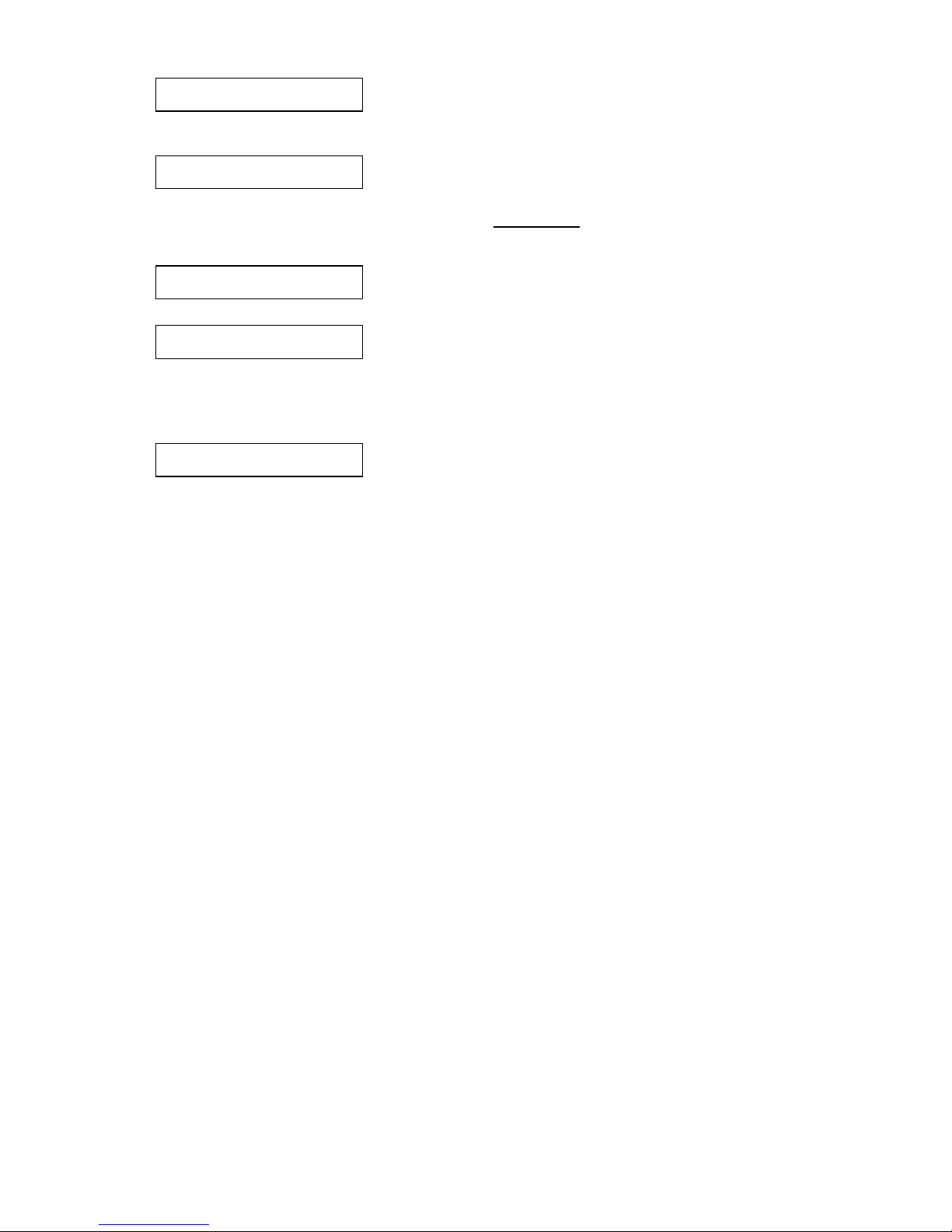
The display will read - in the operation mode - for example:
P 1 172/170 C front
Fold:35cm 4.2m/min
– „P 1“ is programme number,
– „172/170C“ is real/required temperature,
– „front“ in order to balance load to the front,
– „Fold:35cm“ is entered length of fold,
– „4,2m/min“ is ironing speed
Fig. 3.1.A
FOLDING BY THE PROGRAMMED NUMBER OF FOLDS
If the entered fold length is = 0 cm and non-zero number of folds, the machine will automatically switch to
the mode of folding by entered number of folds. The fold length is - in this case - automatically calculated by
programmed length of linen. This mode is suitable e.g. for table cloth folding, because it provides the middle
fold right in the table cloth center. As a number of folds it must be entered a number of parts, the linen will
be folded from - but not a number of real folds, (see fig.3.1.B - folding by quaters i.e. 4 parts - not 3 folds).
Because accuracy of measuring the linen length is limited, the folds are always counted in centimetres and
the linen is stretched during ironing etc., the result of folding may not always correspond to fig. 3.1.B.
Therefore if the last fold is longer than previous folds, it is necessary to set higher value for the linen length
(it means set 211, 212, 213, .... except of 210 cm) and vice versa and check, so that result is corresponding
to figure, it means so that the length of the last fold was the same as the others.
The display will read - in the operation mode - for example:
P12 168/170 C back
6s/210cm 5.2m/min
– „P12“ is programme number,
– „168/170C“ is real / required temperature,
– „back“ for back linen exit,
– „6s/“ is number of parts,
– „210cm“ is length of linen,
– „5,2m/min“ is ironing speed
Fig. 3.1.B
WITHOUT FOLDING
If a part length = 0 cm and also a number of parts = 0 is set up, the linen will exit without folding.
Then the following picture is on the display:
P 0 170/170 C front
no folding 5.2m/min
– „P 0“ is programme number,
– „170/170C“ real/required temperature,
– „front“ front linen exit,
– „no folding“ ironing without folding
– „5,2m/min“ is ironing speed