WARNING INSTRUCTIONS
1. This equipment incorporates parts such as electrical
switches which tend to produce sparks. When located in a
service facility, the unit should be in a ventilated room or
enclosure provided for the purpose, or should be at least 18
inches or more above floor to minimize the risk of igniting
fuel vapors.
2. Eye and face protection is required and strongly
recommended: “Protective eye and face equipment is
required to be used where there is a reasonable probability
of injury that can be prevented by use of such equipment.”
OSHA1910.133 (a) Protective goggles, safety glasses, or a
face shield must be provided by the purchaser/user and
worn by the operator of the equipment. Make sure all eye
and face safety precautions are followed by the operator(s).
Keep bystanders out of the area.
3. Do not remove any safety equipment such as guards,
control switches or shut-off devices.
4. Make sure rotors are properly mounted and square
before starting the lathe. Check to make sure all parts are
secure.
5. Make sure the rotors are clean and mounted properly
before attaching lathe to the caliper.
6. Do not overload the lathe. Read and understand the lathe
capabilities prior to operation. Overloading the lathe can
shorten the lifespan of the unit, and could cause a failure
resulting in personal injury.
7. Check damaged parts carefully. Before further use of the
lathe, a guard or other part that is damaged should be
carefully checked. Immediately replace all damaged,
missing, or non-functional parts. Check for alignment of
moving parts, binding of moving parts, breakage of parts,
mounting, and any other conditions that may affect
operation. Guards and other parts that are damaged should
be properly repaired or replaced before lathe is used again.
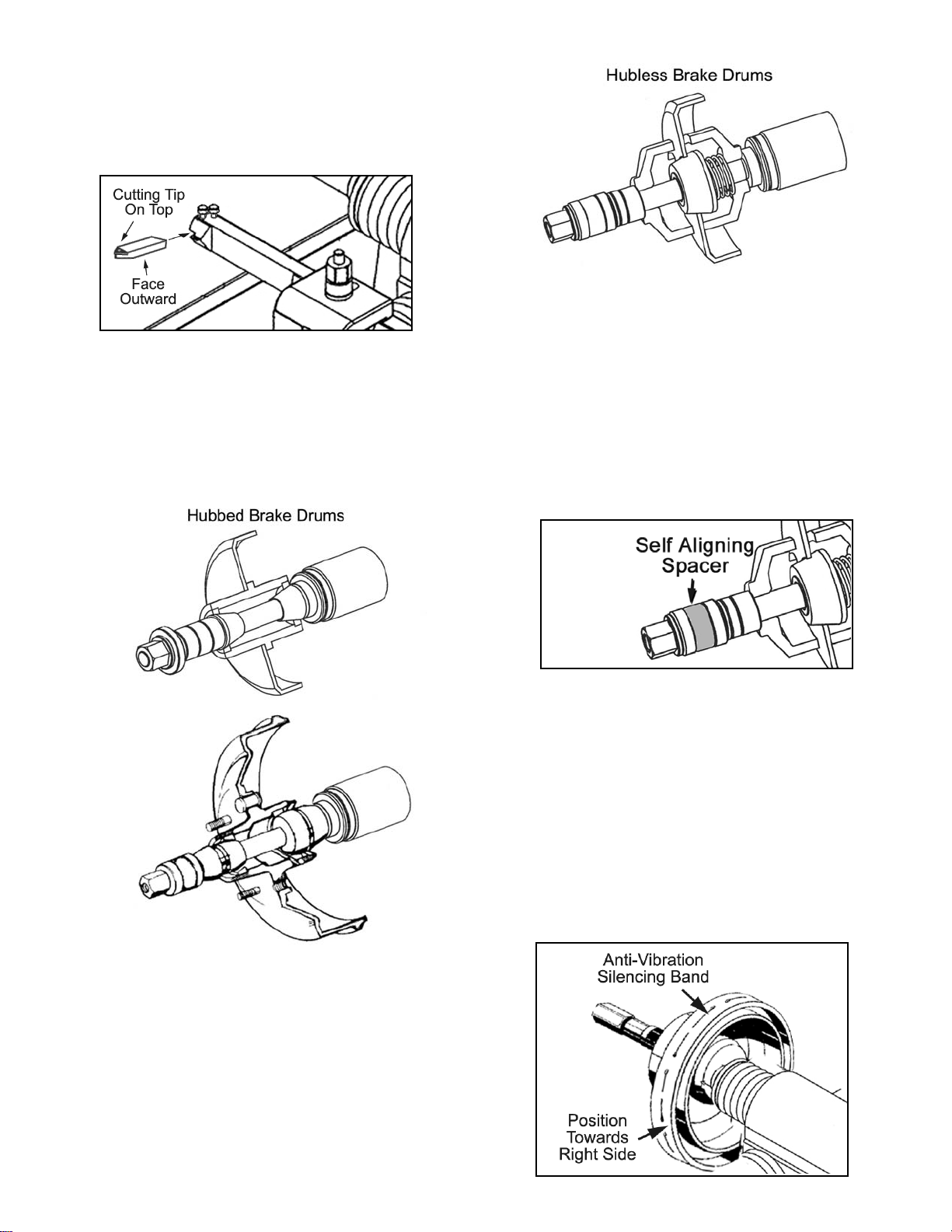
8. Always feed the blade or cutter into the work and against
the direction of rotation. Cutters and tool bits are designed
to begin the cut from near the center of the rotor to the outer
edge. Do not attempt to cut from the outside edge into the
center.
9. Never leave the brake lathe running unattended. Turn the
power off. Don’t leave the brake lathe until the power switch
is turned to the OFF position.
10. Never use compressed air to blow and clear chips.
Chips and dust may be driven between machined parts and
into bearings, causing undue wear. They may also contact
persons in the area causing personal injury.
BEFORE YOU BEGIN
Receiving:
The shipment should be thoroughly inspected as soon as it
is received. The signed bill of lading is acknowledgement by
the carrier of receipt in good condition of shipment covered
by your invoice. If any of the goods called for on this bill of
lading are shorted or damaged, do not accept them until the
carrier makes a notation on the freight bill of the shorted or
damaged goods. Do this for your own protection.
NOTIFY THE CARRIER AT ONCE if any hidden loss or
damage is discovered after receipt and request the carrier
to make an inspection. If the carrier will not do so, prepare
a signed statement to the effect that you have notified the
carrier (on a specific date) and that the carrier has failed to
comply with your request.
IT IS DIFFICULT TO COLLECT FOR LOSS OR DAM-AGE
AFTER YOU HAVE GIVEN THE CARRIER A CLEAR
RECEIPT. File your claim with the carrier promptly. Support
your claim with copies of the bill of lading, freight bill,
invoice, and photographs, if available. Our willingness to
assist in helping you process your claim does not make
Ranger Products responsible for collection of claims or
replacement of lost or damaged materials.
ELECTRICAL REQUIREMENTS
This unit requires power from a 15 amp 110 volt electrical
circuit. The lathe must be properly grounded to protect the
operator from shock. The RL4500 is equipped with an
approved power cord and 3-prong grounding-type plug.
Should an extension cord be required, be sure to use a
similar size power cord with 3-prong grounding plug and a
3-prong grounding receptacle properly rated to handle the
electrical requirement of this unit. Do not modify a cord or
plug to match a receptacle; have a qualified electrician
install an appropriate outlet to match the lathe
requirements. Repair or replace any worn or damaged
power cords immediately.
IMPORTANT NOTE
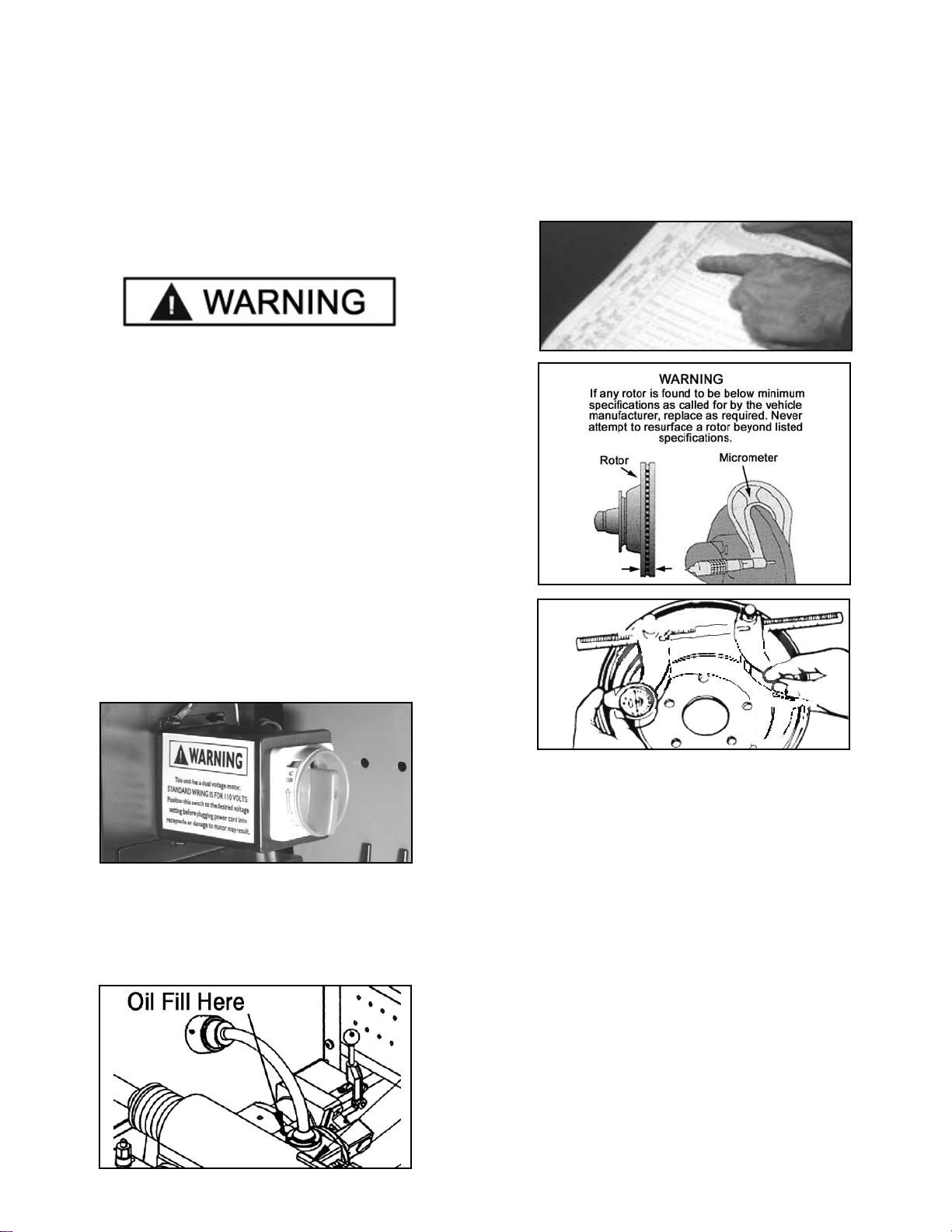
For 220 volt operation it will be necessary to replace the
110 volt 3-prong plug with an appropriate 220 volt 3-prong
plug with ground. After changing the plug, position the
voltage selector switch at the rear of the unit to the 220
setting. Verify that the lathe plug and grounding-type
receptacle match.
4