OWNER’S MANUAL - 3 -I-PLAS25/40
MACHINE DESCRIPTION
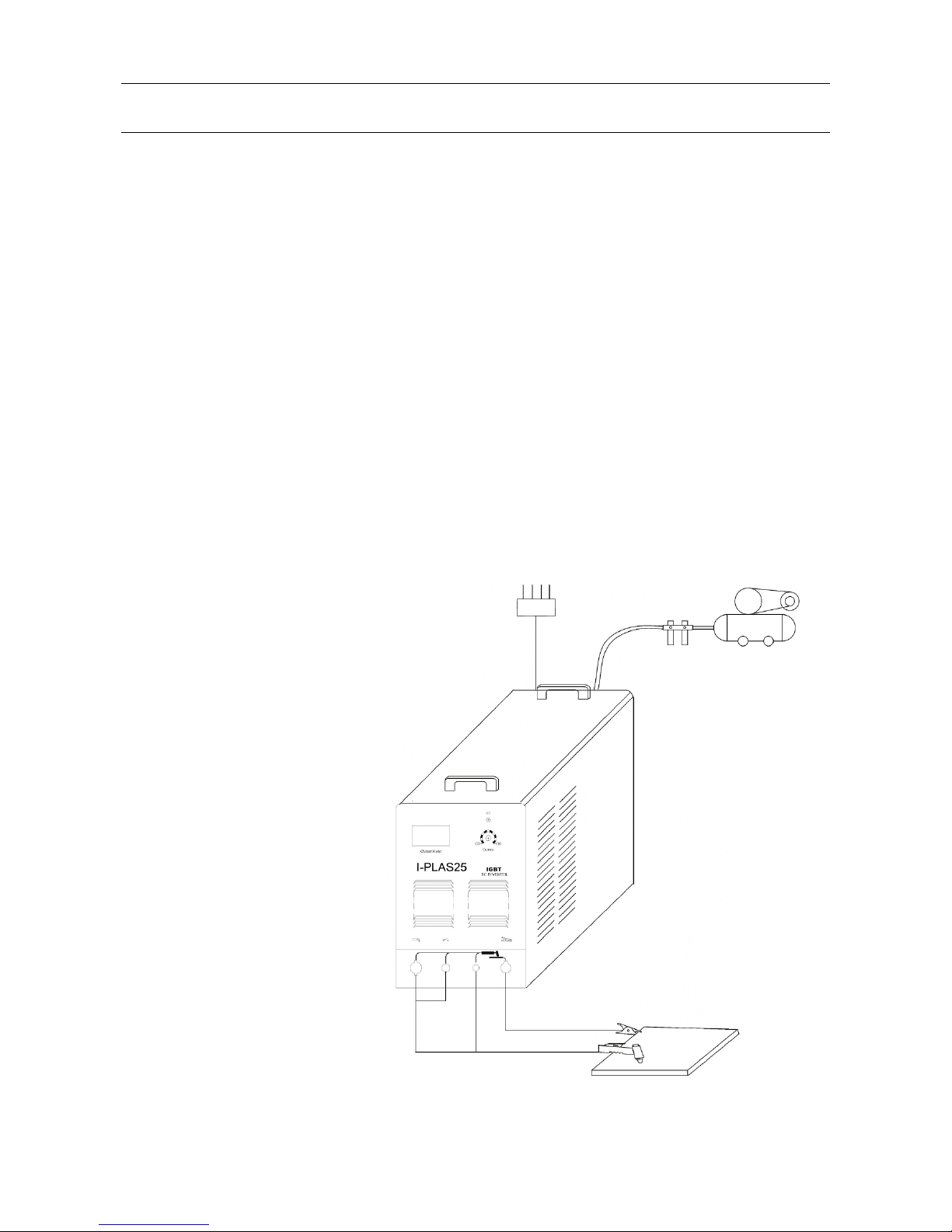
The welding machines are rectifiers adopting the most advanced inverter technology, which can apply in plasma cutting
system of using pressing air.
The development of inverter welding equipment benefits from the development of the inverter power supply theory and
components.
1) Inverter cutting machine CUT 70, firstly transfers the working voltage of 50/60Hz to high frequency (above 100KHz)
via high-power device MOSFET, then reduces the voltage and adjusts the current, delivers high-power cutting
current via PWM technology,
2) Inverter cutting machine I-PLAS25/40. Inverter current firstly commutates the working voltage of 50/60 Hz to Direct
Current. (DC). Then inverter welding power source utilizes high-power component IGBT to transfer 50/60Hz
frequency up to 20KHz, then reduces the voltage and commutates, and exports high-power voltage via PWM
technology, resulting in the great reduce of the main transformer’s weight and volume and the efficiency increasing
by 30%. Arc initiation system adopts HF surging theory. It is easy for arc initiation and has function for early feeding
air and shutting air and its characteristics are arc stable, reliable, portable, and power saving and no
electromagnetic noise, high speed of cutting, the glabrous shear-out and without polish.
Plasma Cutting Machine series can product the stronger, the more concentrated and the more stable arc. The arc is
pressed fiercely by the quickly flowing air and the temperature can be up to 10000-15000 centigrade degree. That forms
the electrolyte estate and then form strong plasma arc. It has the functions of arc initiation current, arc stop current,
welding current, basic value current, current ascending time, current descending time, gas delay time, continuous
adjustment. What’s more, pulse frequency and pulse duty can also be adjusted independently. It has the characteristics
of automatic control of arc initiation, arc stop and stable arc, which make the best result for shape and inner quality of the
welding surface. Its exclusive design is especially suitable for bicycle industry.
Compared with the others cutting machine, the cutting machine series are using the advanced electron circuit to supply
the quick power and control it. Moreover they have top-ranking cutting operation and the extremely high transfer
efficiency.
The welding machine series can easily design into different cutting power, and the output current is constant and
adjustable as well as excellent operation performance. In common situation its transfer efficiency is above 85%.
The machine is used widely; it is easier to design into welding machine with different dynamic characteristics. And it can
weld stainless steel, carbon steel, copper and other color metal, and also can be used for traditional electric welding.
Thanks for purchasing our products and hope for your precious advice. We will be dedicated to produce the best
products and offer the best service.
WARNING!
The machine is mainly used in industry. It will produce radio wave, so the worker should make fully
preparation for protection.