2
1Introduction.............................................................................................................................3
1.1 Control theory................................................................................................................................... 3
1.2 OPERATING ABILITY OF THE INSTRUMENT ...................................................................... 3
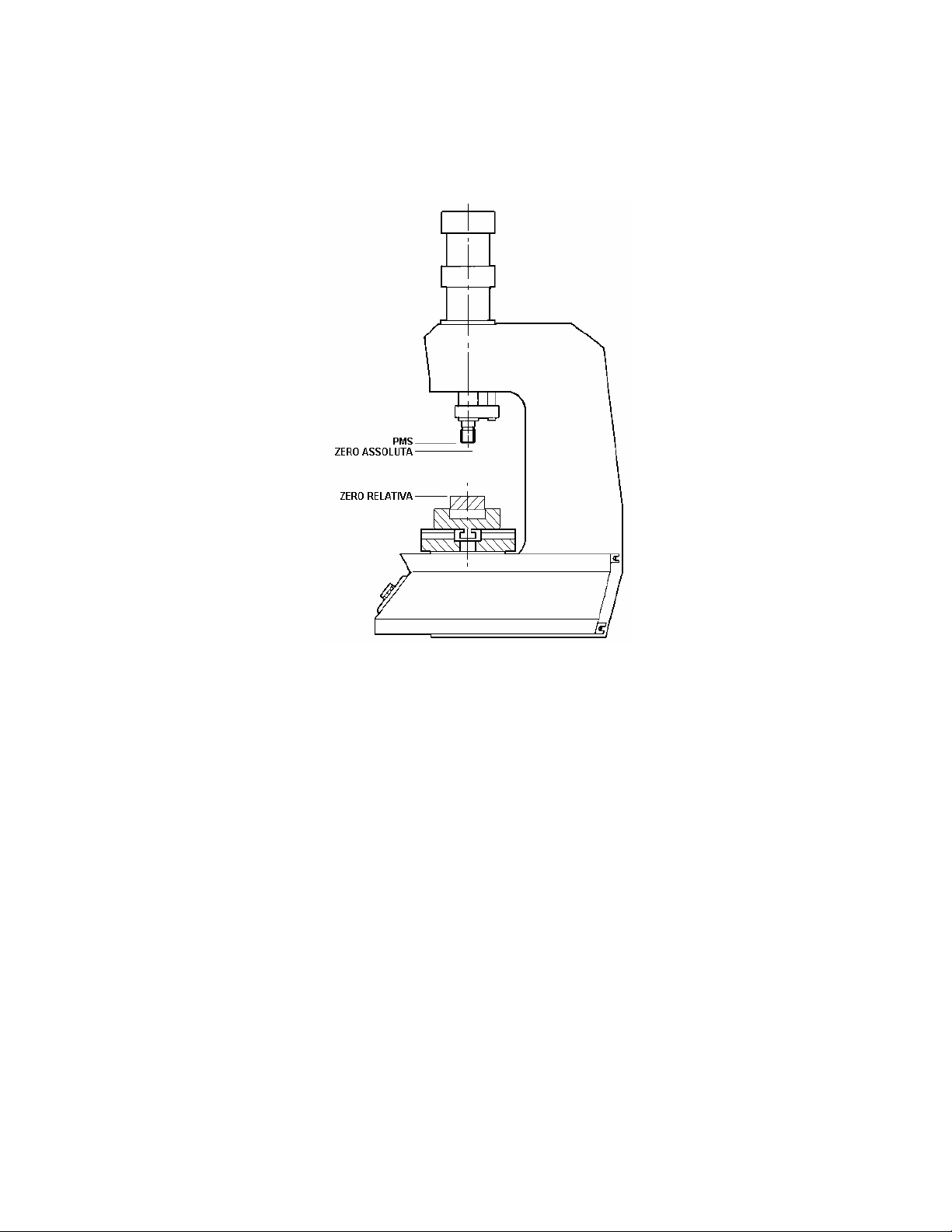
1.3 Start position ..................................................................................................................................... 4
1.4 Absolute or relative positions .......................................................................................................... 5
2Implementation of VISUAL POINT........................................................................................6
3HOW TO BEGIN ....................................................................................................................7
3.1 INTRODUCTION FOR THE USE OF VISUAL POINT............................................................. 7
3.2 ENTERING OF A VALUE.............................................................................................................. 8
3.3 THE WORK...................................................................................................................................... 8
3.4 GETTING ACCUSTOMED TO THE INSTRUMENT................................................................ 8
3.5 REJECTED PIECES MANAGMENT ........................................................................................... 9
4MENU DESCRIPTION ........................................................................................................10
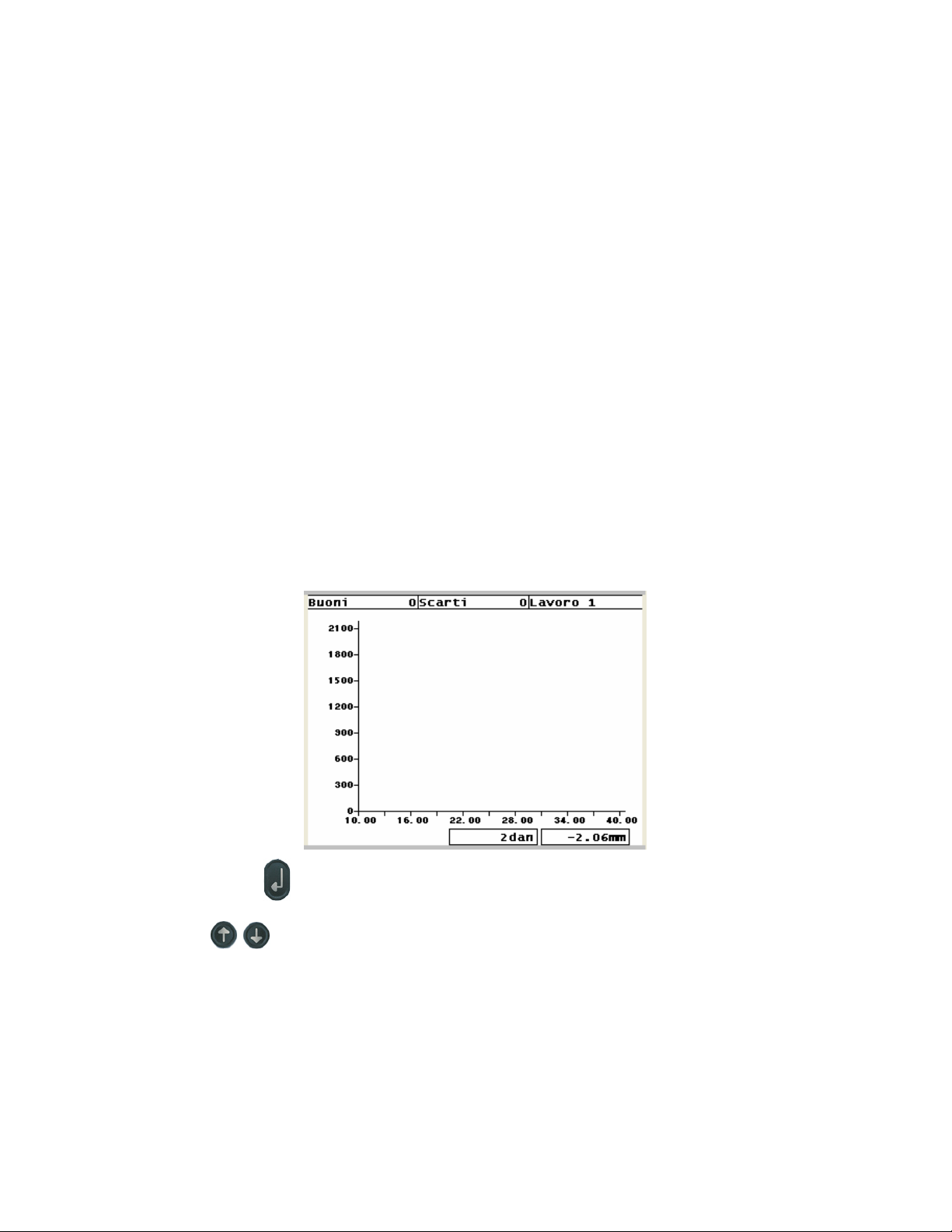
4.1 MEASUREMENTS ........................................................................................................................ 10
4.2 SELECT WORK ............................................................................................................................ 12
4.3 EDIT WORK .................................................................................................................................. 12
4.4 GRAPH SETUP .............................................................................................................................. 14
4.5 PRINT.............................................................................................................................................. 14
4.6 GOOD .............................................................................................................................................. 15
4.7 REJECTED..................................................................................................................................... 15
4.8 COONTRAST................................................................................................................................. 15
4.9 CONFIGURATION ....................................................................................................................... 15
5WORK PARAMETER...........................................................................................................18
5.1 STOP VALUES............................................................................................................................... 18
5.2 Check point ..................................................................................................................................... 18
5.3 Limits ............................................................................................................................................... 19
6Configuration ........................................................................................................................21
6.1 Ethernet connection........................................................................................................................ 22
7Calibration ............................................................................................................................23
7.1 Force transducer calibration ......................................................................................................... 23
7.2 Position transducer calibration ..................................................................................................... 23
7.3 Encoder calibration ........................................................................................................................ 24
7.4 Potenziometer calibration.............................................................................................................. 24