3
Sehr geehrter Kunde!
Vielen Dank, dass Sie sich für ein Alfra Produkt entschieden haben. Lesen Sie diese Betriebsanleitung
vor der ersten Verwendung Ihres neuen Geräts aufmerksam durch und heben Sie sie zusammen mit der
beigelegten Product Control Card auf, um bei Bedarf darin nachschlagen zu können.
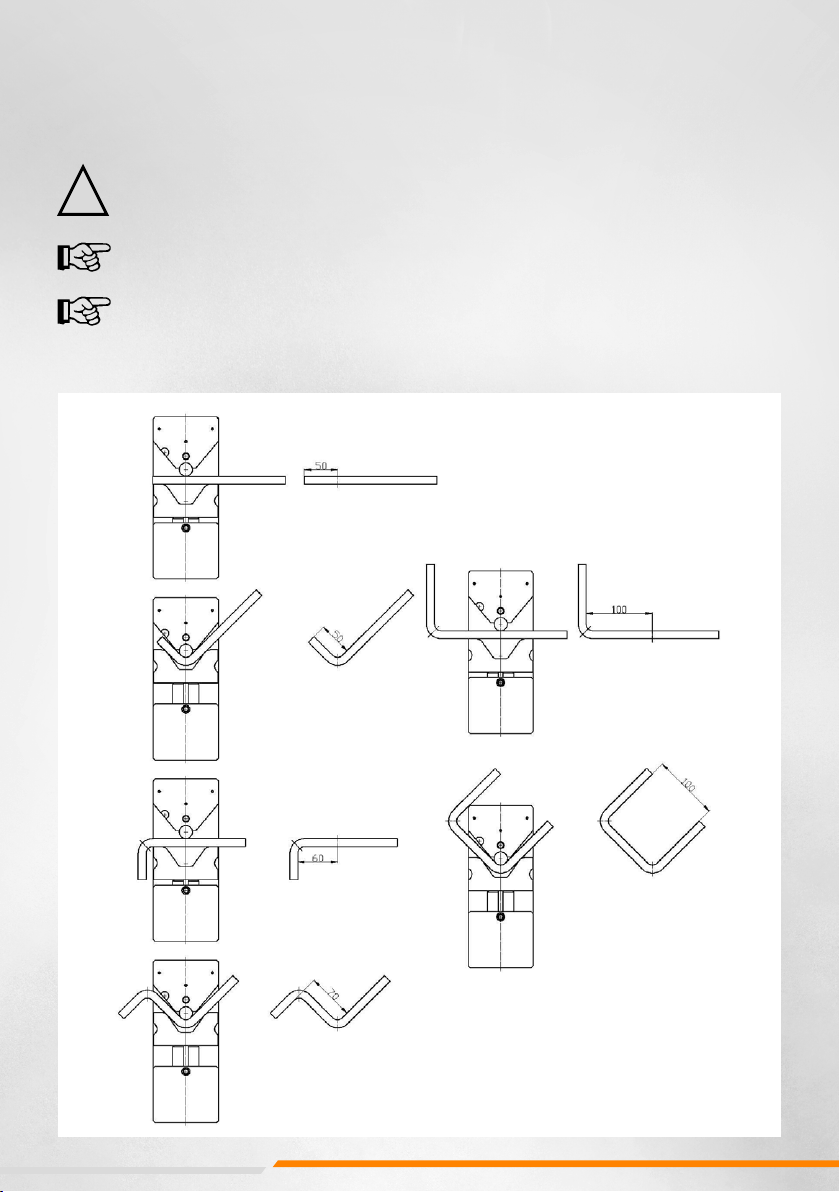
Immer...
•Stromschienen aus Kupfer oder Aluminium
bearbeiten.
•Stromschienen zentrisch und rechtwinklig
im Gerät positionieren.
•Gegenstände und Fremdkörper aus dem
Arbeitsbereich entfernen.
•die zulässigen maximalen Abmessungen
der Werkstücke beachten.
•elektrische und hydraulische
Anschlussleitungen vor Verwendung des
Gerätes auf Beschädigung überprüfen.
•die vorgeschriebene Hydraulikpumpe verwenden.
•auf einen sicheren Stand des Gerätes achten.
•den Anweisungen der Betriebsanleitung folgen.
•neue Nutzer in den sicheren Gebrauch des
Gerätes einweisen.
•eine Schutzbrille während der Arbeit
mit dem Gerät tragen.
•die lokalen, landesspezifischen
Richtlinien befolgen.
•das Gerät in trockenen und gut gelüfteten
Räumen lagern und verwenden.
!Niemals...
•das Gerät bei Beschädigung oder bei
fehlenden Teilen verwenden.
•Veränderungen am Gerät vornehmen oder
Hinweisschilder entfernen.
•in den Arbeitsbereich des Messers greifen.
•bewusst und direkt in das Laserlicht schauen.
•unter Druck stehende Kupplungen önen.
•unverbundene Schlauchkupplungen unter
Druck setzen.
•den maximalen Betriebsdruck überschreiten.
•das Gerät unbeaufsichtigt in Betrieb lassen.
•das Gerät mit ätzenden Stoen in
Verbindung bringen.
•das Gerät benutzen, sofern diese
Betriebsanleitung nicht vollständig gelesen
und verstanden wurde.
•das Gerät bei Temperaturen über 45°C (113°F)
lagern oder betreiben.
•das Gerät in explosionsgefährdeten
Räumen verwenden.
!
Achtung
•beim Umgang mit Hydrauliköl. Bei längerem Betrieb kann sich das Öl stark erhitzen.
Es besteht Verletzungsgefahr!
•Um die Lebensdauer des Gerätes zu verlängern, sollte der Hydraulikzylinder nicht
unter vollem Druck bis zum Anschlag gefahren werden.
•Gefahr von Umweltverschmutzung! Ausgetretenes Hydrauliköl auangen und das
Eindringen in die Kanalisation oder in Oberflächen- und Grundwasser verhindern.
!
Persönliche Schutzausrüstung
Das Bedien- und Wartungspersonal muss die persönliche Schutzausrüstung bei allen Arbeiten
am Gerät tragen. Die persönliche Schutzausrüstung umfasst
wenigstens die folgenden Bestandteile:
•Sicherheitsarbeitsschuhe: Bei jeder Arbeit am Gerät
•Schutzbrille: Bei jeder Arbeit am Gerät
•Handschuhe: Beim Bestücken und Entladen des Geräts
de