CONTENT
1. INTRODUCTION AND DESCRIPTION.................................. - 2 -
2. PREPARATION .................................................................. - 3 -
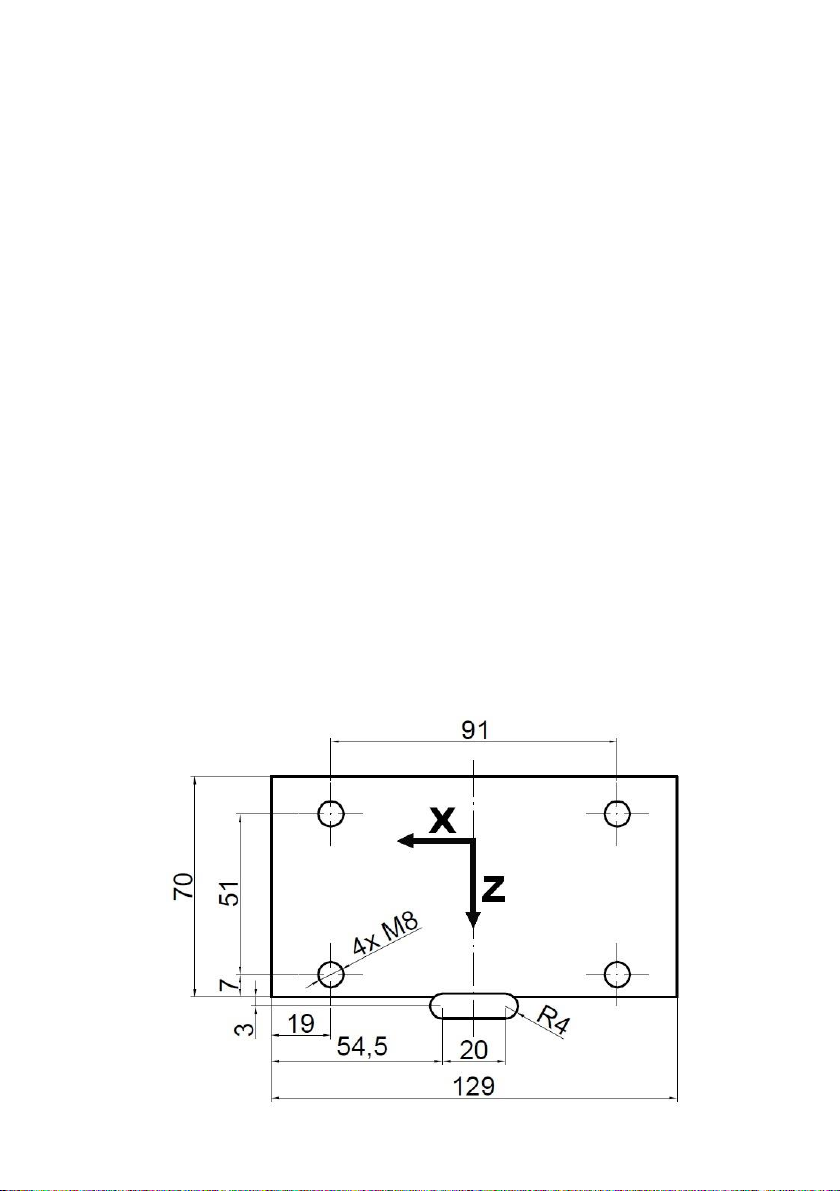
2.1. ATTACHING TO THE LATHE ...............................................- 3-
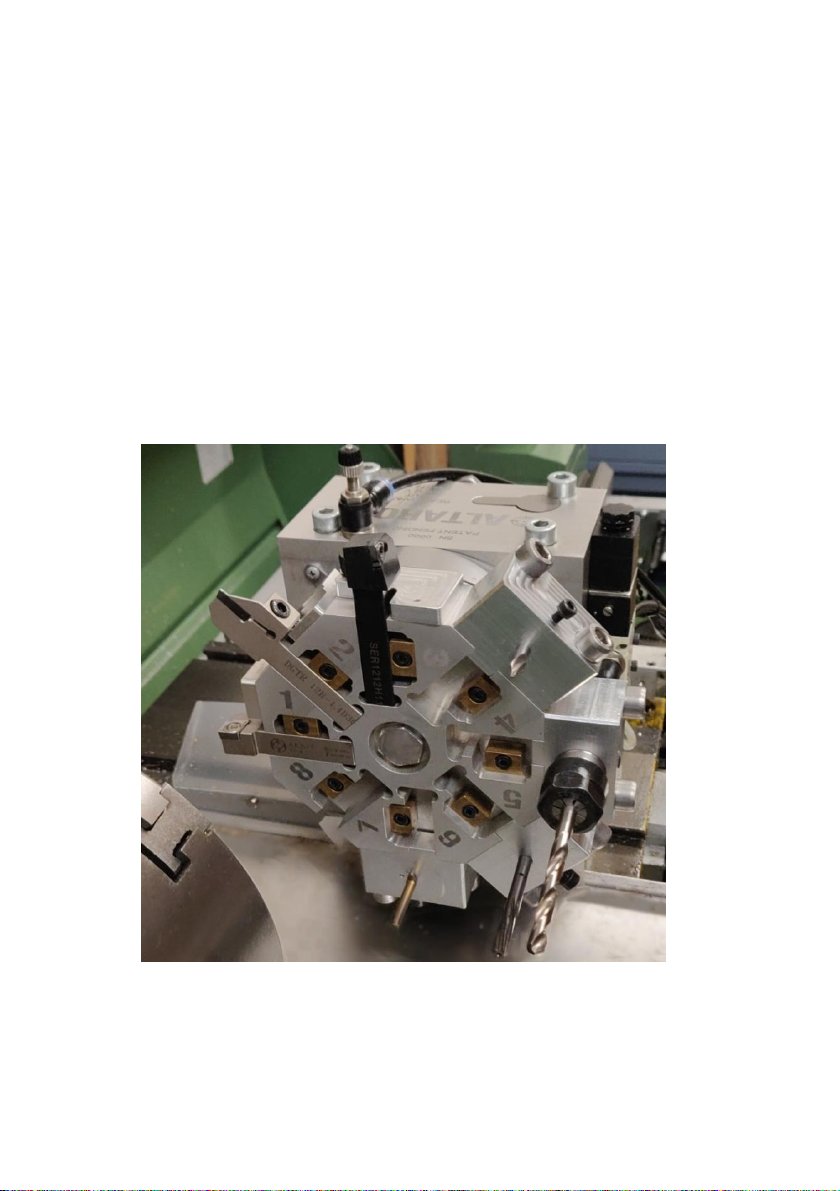
2.2. TOOLS ATTACHEMENT ....................................................- 4-
2.3. ATTACHING OF PRESSURE AIR AND COOLING FLUID .................- 6-
2.4. MANUAL TOOL POSITIONING ............................................- 9-
3. AUTOMATIC CONTROL................................................... - 10 -
3.1. WIRING CONNECTIONS .................................................- 10 -
3.2. SOFTWARE PRAPARATION ..............................................- 12 -
3.3. CONTROL MACROS ......................................................- 14 -
3.4. COOLANT CONTROL .....................................................- 15 -
3.5. OPERATION ON CNC LATHE ...........................................- 16 -
3.6. RUNNING THE PROGRAM FOR THE FIRST TIME .....................- 17 -
4. MAINTENANCE INSTRUCTIONS ...................................... - 18 -
4.1. LUBRICATION .............................................................- 18 -
4.2. CLEANING .................................................................- 18 -
5. TROUBLESHOOTING....................................................... - 19 -
5.1. ERRORS ....................................................................- 19 -
5.2. AFTER TURNING,THE HEAD DOES NOT RETRACT...................- 21 -
5.3. IMPAIRED MACHINING ACCURACY ....................................- 21 -
5.4. COOLANT SUPPLY IS INTERRUPTED ...................................- 21 -
5.5. THE HEAD EXTENDS BUT DOES NOT ROTATE ........................- 21 -
6. TECHNIC DATA ............................................................... - 24 -
7. DRAWINGS..................................................................... - 25 -
7.1. TOOL CUBE................................................................- 25 -
7.2. COOLANT PLATE ..........................................................- 26 -
8. WARRANTY CONDITIONS ............................................... - 27 -