WOODLATHE MANUAL
12. USE THE RIGHT MACHINE. Don’t force a machine or an attachment to do a job
for which it was not designed. Damage to the machine and/or injury may result.
13. USE RECOMMENDED ACCESSORIES. The use of accessories and
attachments not recommended by Delta may cause damage to the machine or injury
to the user.
14. USE THE PROPER EXTENSION CORD. Make sure your extension cord is in
good condition. When using an extension cord, be sure to use one heavy enough to
carry the current your product will draw. An undersized cord will cause a drop in line
voltage, resulting in loss of power and overheating. See the Extension Cord Chart for
the correct size depending on the cord length and nameplate ampere rating. If in
doubt, use the next heavier gauge. The smaller the gauge number, the heavier the
cord.
15. SECURE THE WORKPIECE. Use clamps or a vise to hold the workpiece when
practical. Loss of control of a workpiece can cause injury.
16. FEED THE WORKPIECE AGAINST THE DIRECTION OF THE ROTATION OF
THE BLADE, CUTTER, OR ABRASIVE SURFACE. Feeding it from the other
direction will cause the workpiece to be thrown out at high speed.
17. DON’T FORCE THE WORKPIECE ON THE MACHINE. Damage to the machine
and/or injury may result.
18. DON’T OVERREACH. Loss of balance can make you fall into a working machine,
causing injury.
19. NEVER STAND ON THE MACHINE. Injury could occur if the tool tips, or if you
accidentally contact the cutting tool.
20. NEVER LEAVE THE MACHINE RUNNING UNATTENDED. TURN THE POWER
OFF. Don’t leave the machine until it comes to a complete stop. A child or visitor
could be injured.
21. TURN THE MACHINE “OFF”, AND DISCONNECT THE MACHINE FROM THE
POWER SOURCE before installing or removing accessories, before adjusting or
changing set-ups, or when making repairs. An accidental start-up can cause injury.
22. MAKE YOUR WORKSHOP CHILDPROOF WITH PADLOCKS, MASTER
SWITCHES, OR BY REMOV-ING STARTER KEYS. The accidental start-up of a
machine by a child or visitor could cause injury.
23. STAY ALERT, WATCH WHAT YOU ARE DOING, AND USE COMMON SENSE.
DO NOT USE THE MACHINE WHEN YOU ARE TIRED OR UNDER THE
INFLUENCE OF DRUGS, ALCOHOL, OR MEDICA-TION. A moment of inattention
while operating power tools may result in injury.
24. TAKE PRECAUTIONS AGAINST DUST INHALATION. The dust generated by
certain woods and wood products can be injurious to your health. Always operate
machinery in well-ventilated areas, and provide for proper dust removal. Use wood
dust collection systems whenever possible.
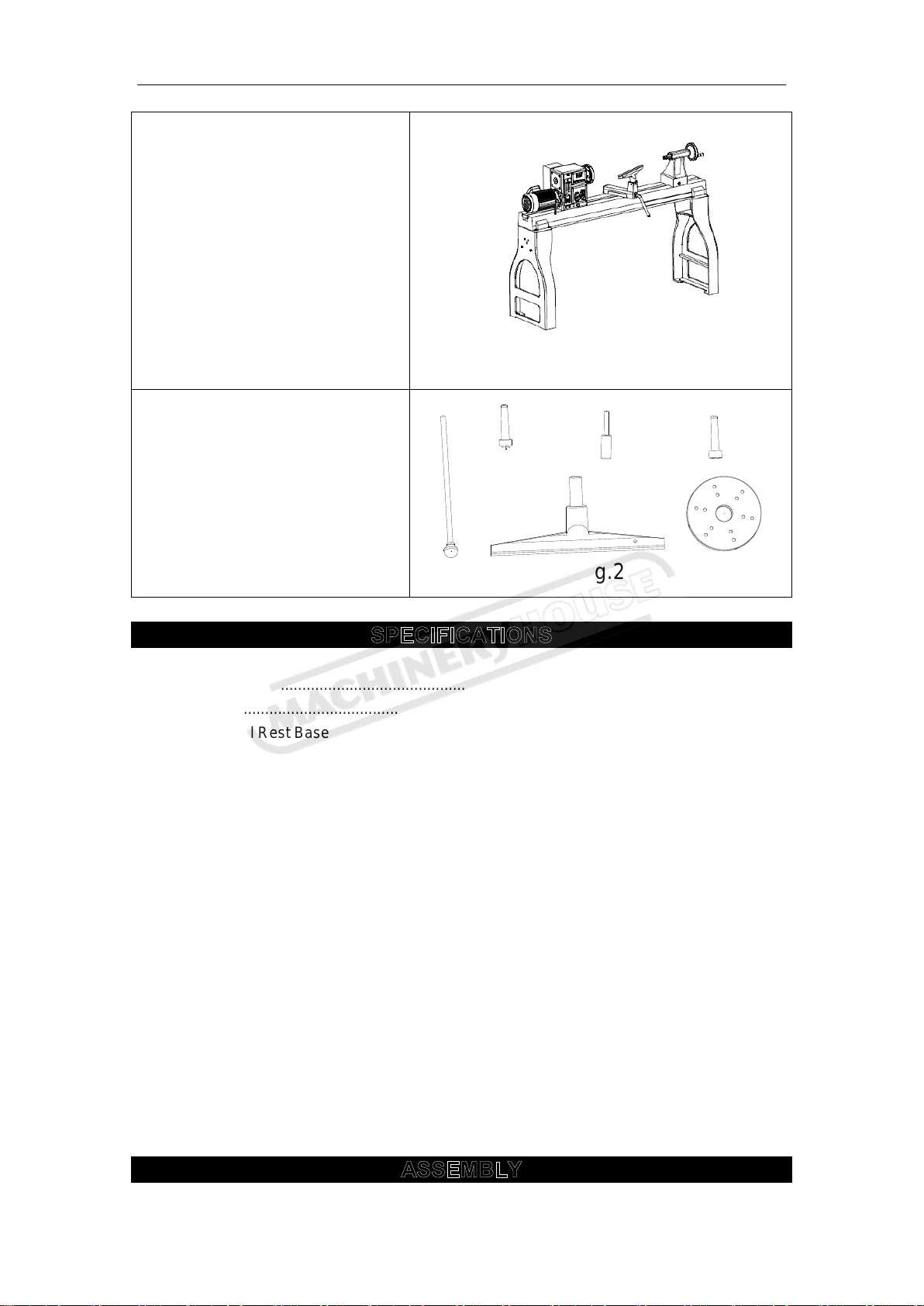
1. DO NOT OPERATE THIS MACHINE UNTIL it is assembled and installed
Instructions Manual for WL-46A (W387)