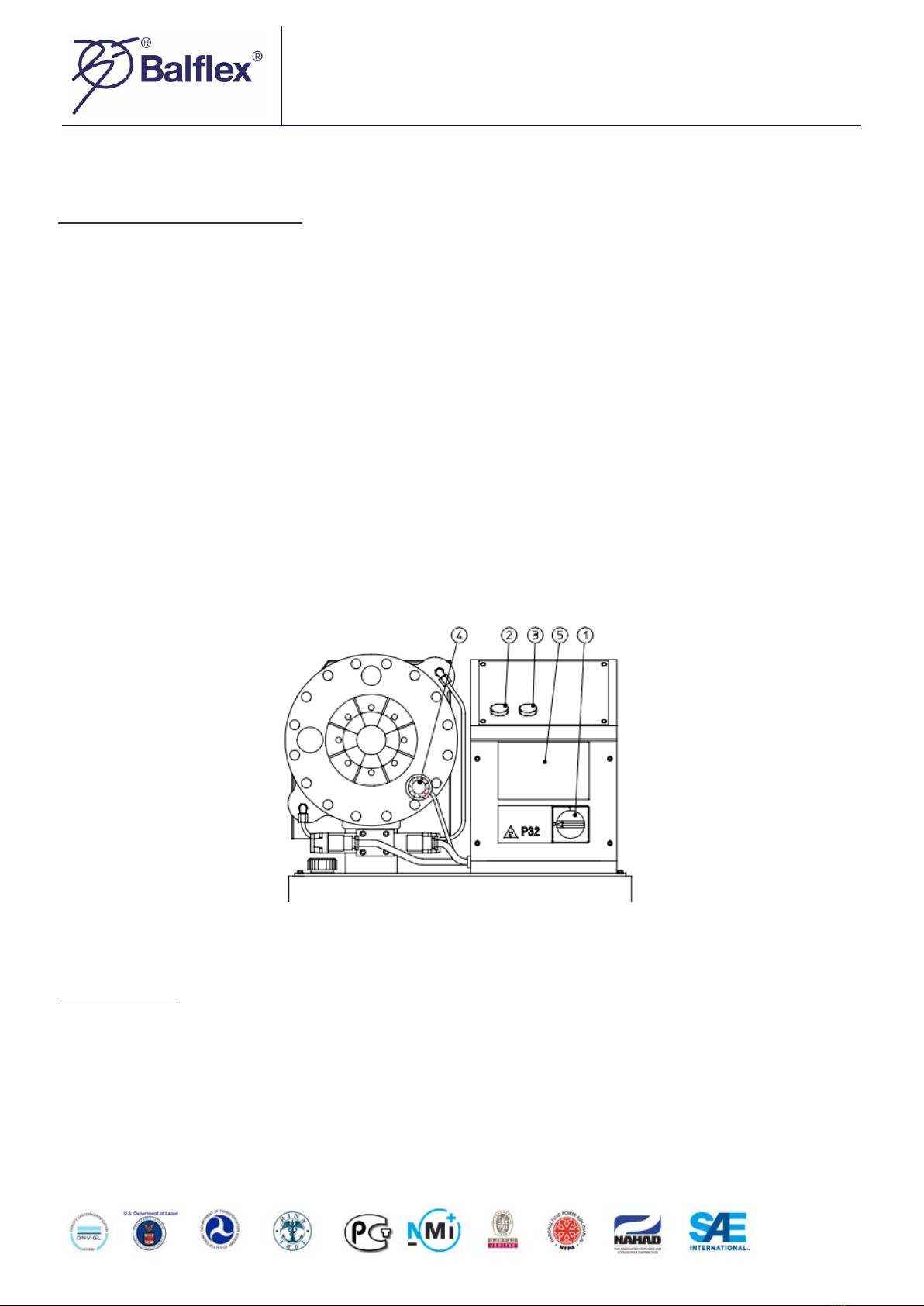
CRIMPING BUTTON
The dies will close when this button is pressed. The dies move until the button is released or the set crimping
diameter has been reached.
When the machine is started with the mode selector in manual mode, crimping cannot be started using the
crimping button before first selecting O-position or opening dies with retraction button 7.Dies will not open if they
are already in the set retraction position.
CRIMPING DIAMETER REACHED
The signal lamp is illuminated when the dies have reached the set crimping diameter
RETRACTION BUTTON
The dies will open when this button is pressed. The dies open until the button is released or the set retraction
diameter has been reached. When using this button, manual mode must be selected.
RETRACTION DIAMETER REACHED
The signal lamp is illuminated when the dies have reached the set retraction diameter, i.e. Retraction position.
Automatic mode cannot get started unless the retraction position has been reached.
DELAY SIGNAL LAMP
The signal lamp is illuminated when the delay function is active
RETRACTION DIAMETER CONTROL
The dial is used to adjust the retraction diameter of master dies after the crimping cycle. Adjust the retraction large
enough so that the fitting to be crimped is easy to insert between the dies but the "extra “movement is as short as
possible. The retraction becomes larger when the dial is turned clockwise.
CRIMPING DIAMETER CONTROL
The crimping diameter is defined by means of this Vernier dial and the die set that is used. The dial covers 0...10
mm. The measuring scale is divided into divisions of either 0.01 mm or 0.1 mm. The crimping diameter increases when
the dial is turned clockwise.