After contouring, attach the upper bar(s) and
stirrup(s) to the fabrication tool and insert into the
positive model. Create the orthotic shell using the
desired fabrication technique. If thermoforming,
or fabricating open pocket laminated shells (with
the bars under the PVA bag), back-ll the bars with
plaster where they contact the positive model. If
integrating the bars into a laminated shell, remove
the adapter plate from the tool. Slide the inner PVA
bag over the mold and apply vacuum. Place the
adapter plate on the tool, over the PVA bag, and
attach with screws going through the bag.
Step 4
After fabricating, remove the bars from the fabrication tool and wipe clean using a rag
with solvent. DO NOT grind or blast the bars where they attach to the component.
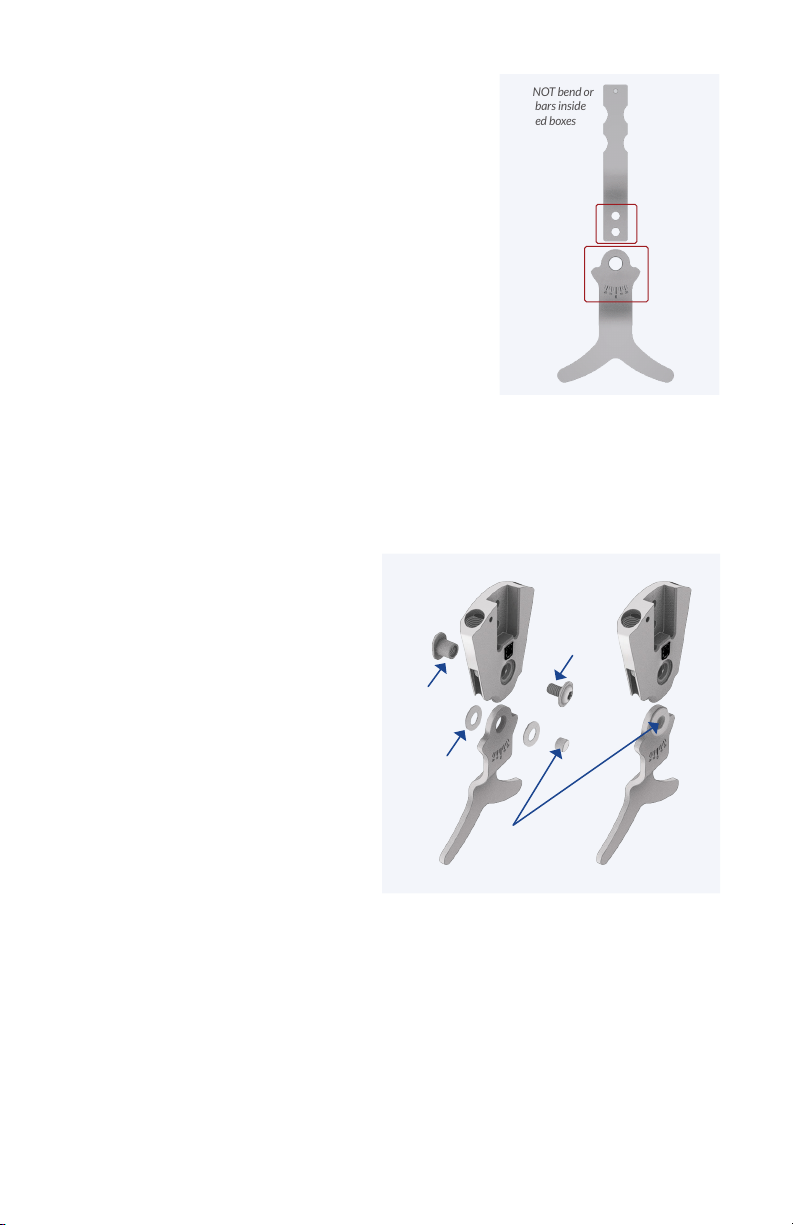
Protect the areas shown in red using tape before nishing the bars (Figure 1).
Step 5
Final Assembly
a. The upper bar must be t to
the component. Use a le, or ne
sanding cone to t the upper bar. The
upper bar should require moderate
pressure from a vise, or arbor press
to seat the bar into the bar pocket.
Failure to properly t the upper bar
may result in screw loosening. Apply a
small drop of thread locking adhesive
to the bar attachment screws
(included) and tighten. Use a torque
wrench to torque the bar attachment
screws to the value shown in Table 1.
Step 6
(continued)
DO NOT bend or
mar bars inside
the red boxes
b. Install the MILINE stirrup with the selected thrust washers (included) to adjust
the mediolateral play of the component to the desired stability. Refer to Table 2
for thrust washers included by component size. After selecting the desired washer
thickness, use the thrust washer installation tool to hold the thrust washers in
alignment with the stirrup as it is pushed into the component body (Figure 2). When
the thrust washer installation tool is aligned with the pivot hole, install the pivot
bushing, pushing the thrust washer installation tool out of the pivot hole. Apply a
small drop of thread locking adhesive to the pivot screw and tighten. Use a torque
wrench to torque the pivot screw to the value shown in Table 1.
Figure 1
Figure 2
Pivot Screw
Pivot
Bushing
Thrust
Washer
Thrust Washer
Installation Tool