Basic Welding Machine and Cables
The choice of welding machine is based mostly
on the following factors:
•primaryvoltage,e.g.240Voltor380Volt
•outputamperagerequired,e.g.140amps
•outputrequired,e.g.ACorDC+/-
•dutycyclerequired,e.g.35%@140amps
•methodofcooling,e.g.air-cooledor
oil-cooled method of output amperage
control, e.g. tapped secondary lugs
•orinnitelyvariablecontrol.
For example, the Smootharc MMA130 connects
to 240Volt supply (10 amps Input), has an output
of130ampsDC@35%dutycycle.
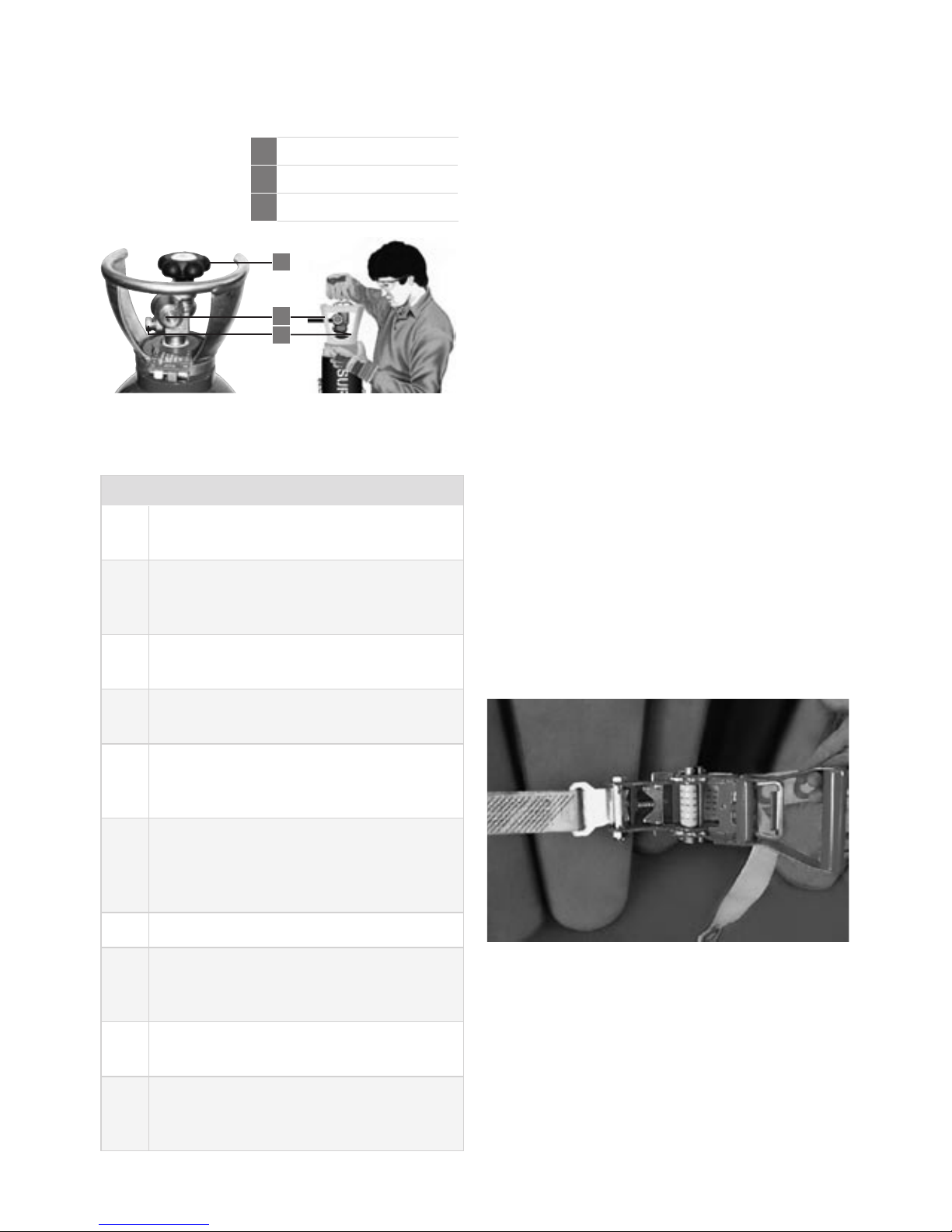
Having decided on a welding machine, appropriate
accessories are required.These are items such as
welding cables, clamps, electrode holder, chipping
hammer, helmet, shaded and clear lenses, scull cap,
gloves and other personal protective equipment.
BOC stocks a huge range of personal protective
equipment.This combined with BOC’s
extensive network ensures fast reliable service
throughout the South Pacific.
2.4 Welding Technique
Successful welding depends on the
following factors:
•selectionofthecorrectelectrode
•selectionofthecorrectsizeofthe
electrode for the job
•correctweldingcurrent
•correctarclength
•correctangleofelectrodetowork
•correcttravelspeed
•correctpreparationofworktobewelded.
2.5 Electrode Selection
As a general rule the selection of an electrode
is straight forward, in that it is only a matter of
selecting an electrode of similar composition
to the parent metal. It will be found, however,
that for some metals there is a choice of several
electrodes, each of which has particular properties
to suit specific classes of work. Often, one
electrode in the group will be more suitable for
general applications due to its all round qualities.
The table (page 9) shows just a few of the wide
range of electrodes available from BOC with
their typical areas of application.
For example, the average welder will carry out
most fabrication using mild steel and for this
material has a choice of various standard BOC
electrodes, each of which will have qualities
suited to particular tasks. For general mild steel
work, however, BOC Smootharc 13 electrodes
will handle virtually all applications. BOC
Smootharc 13 is suitable for welding mild steel in
all positions using AC or DC power sources. Its
easy-striking characteristics and the tolerance it
has for work where fit-up and plate surfaces are
not considered good, make it the most attractive
electrode of its class. Continuous development
and improvement of BOC Smootharc 13 has
provided in-built operating qualities which
appeals to the beginner and experienced
operator alike. For further recommendations
on the selection of electrodes for specific
applications, see table page 9.