18
WELDING PRODUCTS TO HELP PROLONG, MAINTAIN
AND PRODUCE BETTER WELDS
Bossweld Aerosol Anti Spatter Spray (Part No: 800041)
This silicon free spatter release coating is a colourless
lm which stops weld spatter from sticking to welding equipment,
work pieces & xtures. Easily removed before painting or nishing.
Bossweld Tip Dip Gel (Part No: 800055)
Non toxic water based dipping gel for the prevention
of weld spatter adherence to MIG torch parts.
This silicon free compound is used to prolong
the life of nozzles & tips.
Bossweld 8 Ways MIG Welding Pliers (Part No: 800074)
Handy 8 function welders pliers. Functions include,
nozzle removal, tip removal, cleaning inside of nozzle
and wire cutting.
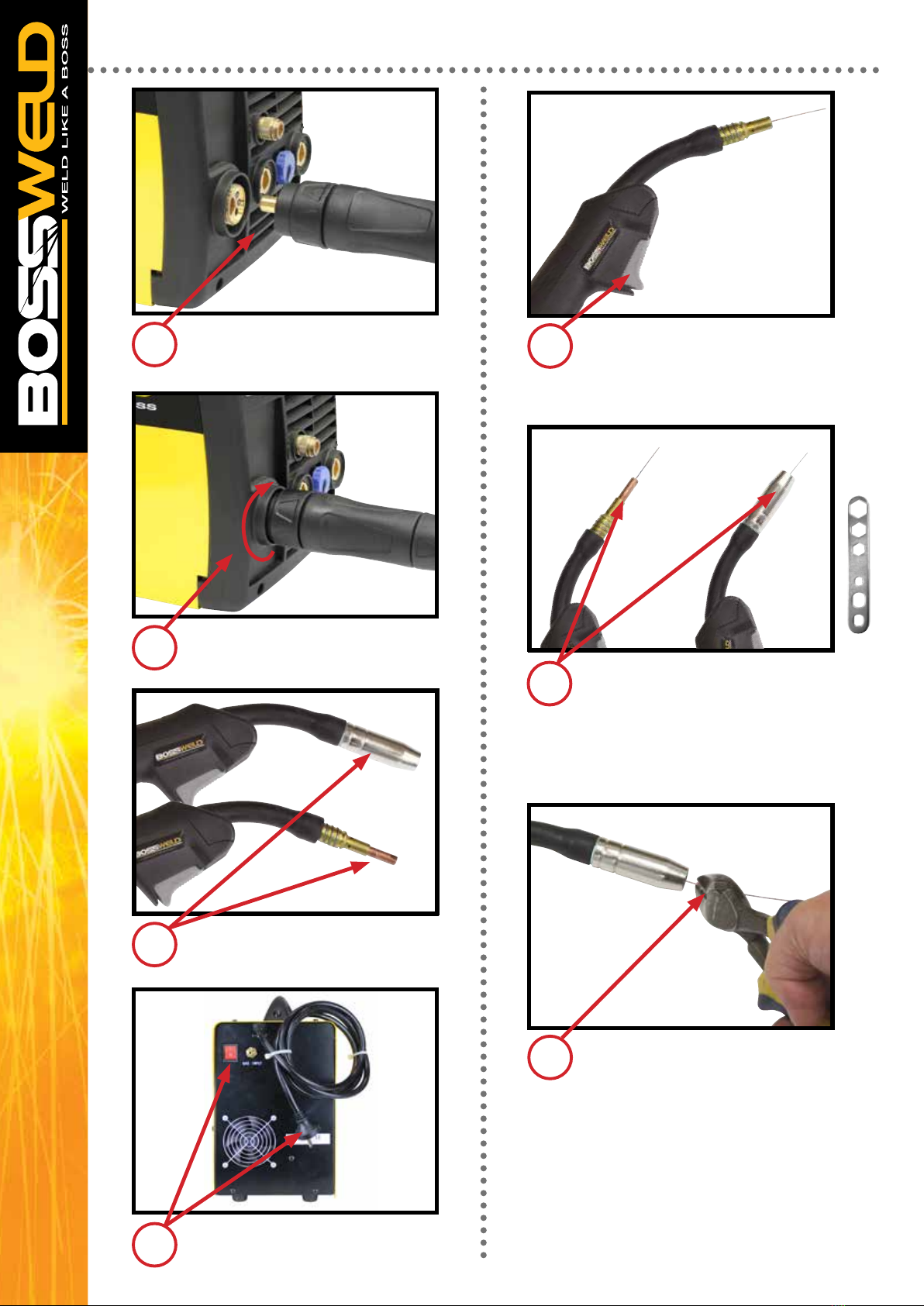
Proper MIG Torch inspection
Prior to welding, ensure all connections are tight and that consumables and equipment are in good condition
and free from damage. Start with the front of the gun and work your way back to the feeder. A tight neck
connection is essential to carry the electrical current from the welding cable to the front-end consumables.
Also, be sure to visually inspect the handle and trigger to check there are no missing screws or damage.
The cable should be free of cuts, kinks and damage along the outer cover. Cuts in the cable can expose the
internal copper wiring and create a potential safety hazard to the welding operator. In addition, these issues
can lead to electrical resistance that causes heat buildup — and ultimately cable failure.
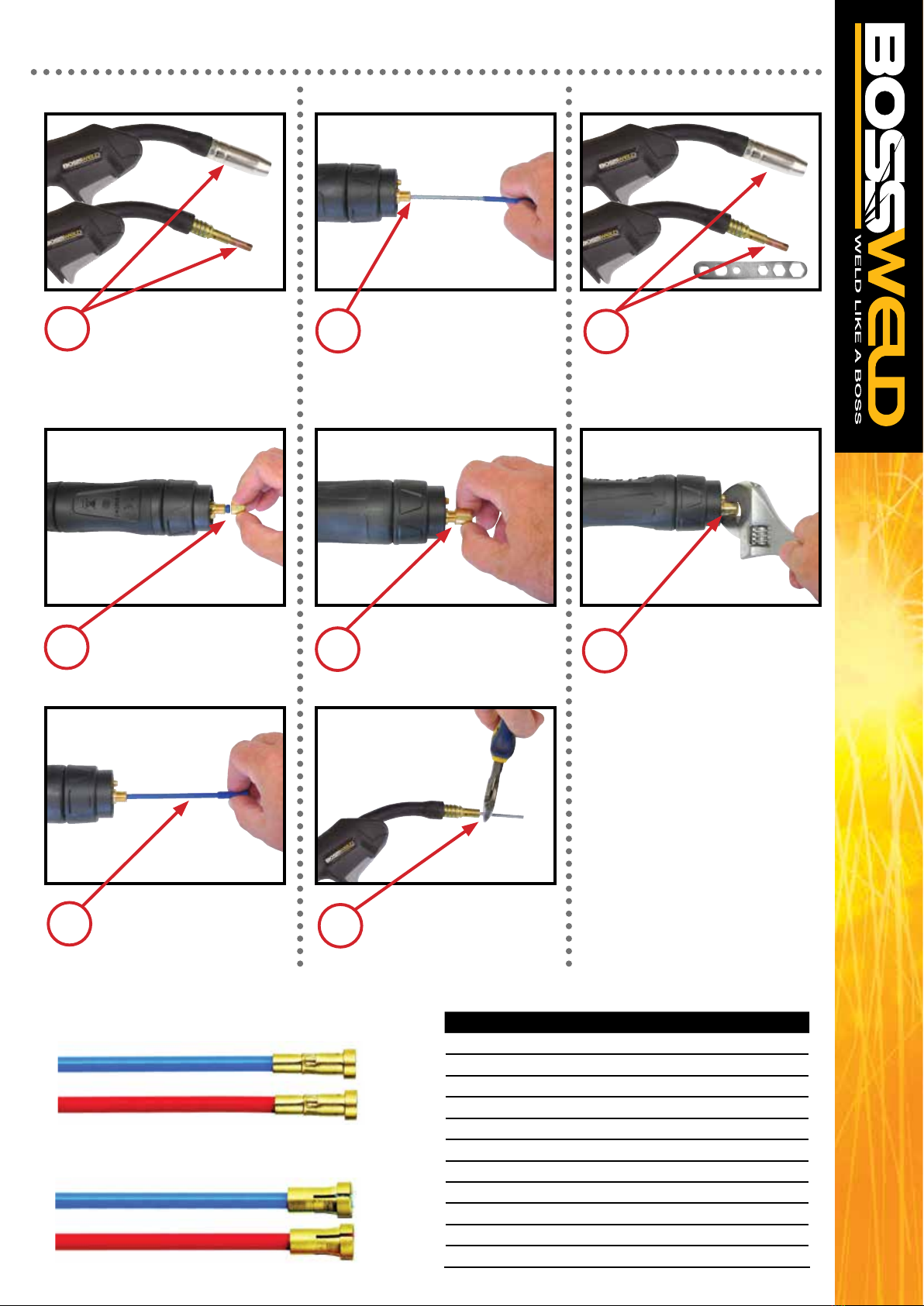
Consumables
MIG gun front-end consumables are exposed to heat and spatter and therefore often require frequent
replacement. However, performing some simple maintenance can help extend consumable life and improve
gun performance and weld quality. The gas diffuser provides gas ow to the weld pool and also connects to
the neck and carries the electrical current to the contact tip. Make sure all connections are tight, and check
the diffuser’s O-rings for cracks, cuts or damage. The nozzle’s main role is to focus the shielding gas around
the weld pool. Watch for spatter buildup in the nozzle, which can obstruct gas ow and lead to problems
due to inadequate shielding coverage. Use MIG pliers to clean spatter from the nozzle. The contact tip is
the last point of contact between the welding equipment and the welding wire. Keyholing of the contact tip
is a concern to watch for with this consumable. This occurs when the wire passing through the tip wears an
oblong-shaped slot into the diameter of the tip. Keyholing can put the wire out of center and cause problems
such as an erratic arc. If you are experiencing wire feeding issues, try changing the contact tip or switching to
a larger-size contact tip. Tips that look worn should be replaced.
Final thoughts
Taking the time for preventative maintenance can pay off in less downtime in the long run. Along with that,
always remember to properly store your MIG gun consumables to help you achieve the best results and
extend the life of your equipment. When not in use, the MIG gun should be stored in a coiled position, either
hanging or lying at, such as on a shelf. Do not leave MIG gun on the oor of the shop, where there is a
chance the cable could be run over, kinked or damaged.
Spatter removal from inside and outside the nozzle using MIG pliers
Build up of spatter can
cause damage to
nozzle and tip
Keyholing of the
contact tip