Attention is drawn to the requirements of the
Health and Safety at Work Act 1974 which applies
to the U K. Similarly in other countries the machine
should always be operated to conform with the
appropriate regu lations.
is
rI.
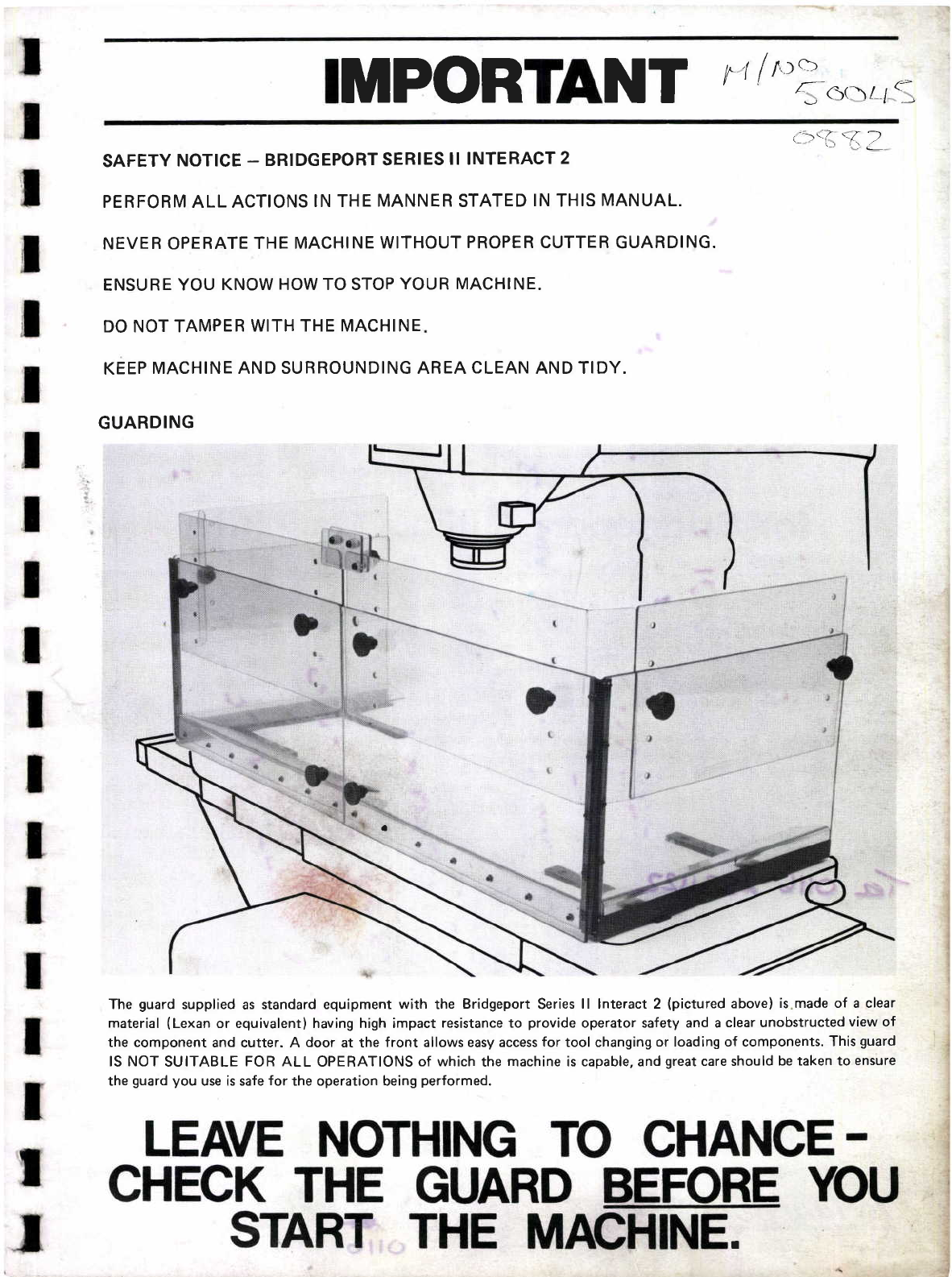
All machines in the Bridgeport range, together with their accessories are designed and produced to ensure safety to the
operator as far as is reasonably practicable.
Every machine and where appropriate, the attachments, are
provided with a cutter guard which will satisfy statutory
requirements for a large number of applications. However,
as the machine and attachments are designed for general
engineering applications the guard supplied will not cover
every possible requirement for effective guarding of the
cutter. Under no circumstances should any machine from
the Bridgeport range of machines be used without the
correct safety guard for the operation to be performed. As
we have no control over the end use of our machines, it is
the user's responsibility to ensure that the machine is
properly used and guarded for every operation.
i
t
i
I
i
I
i
I
I
i
(.- otlt 253t(22-.
, Bridgeport Machines Division of Textron Limited,
P.O. Box 22, Forest Road,
Leicester LE5 0FJ, England
Telephone: ( 531122; Telex: 34598
ollb