- 9 -
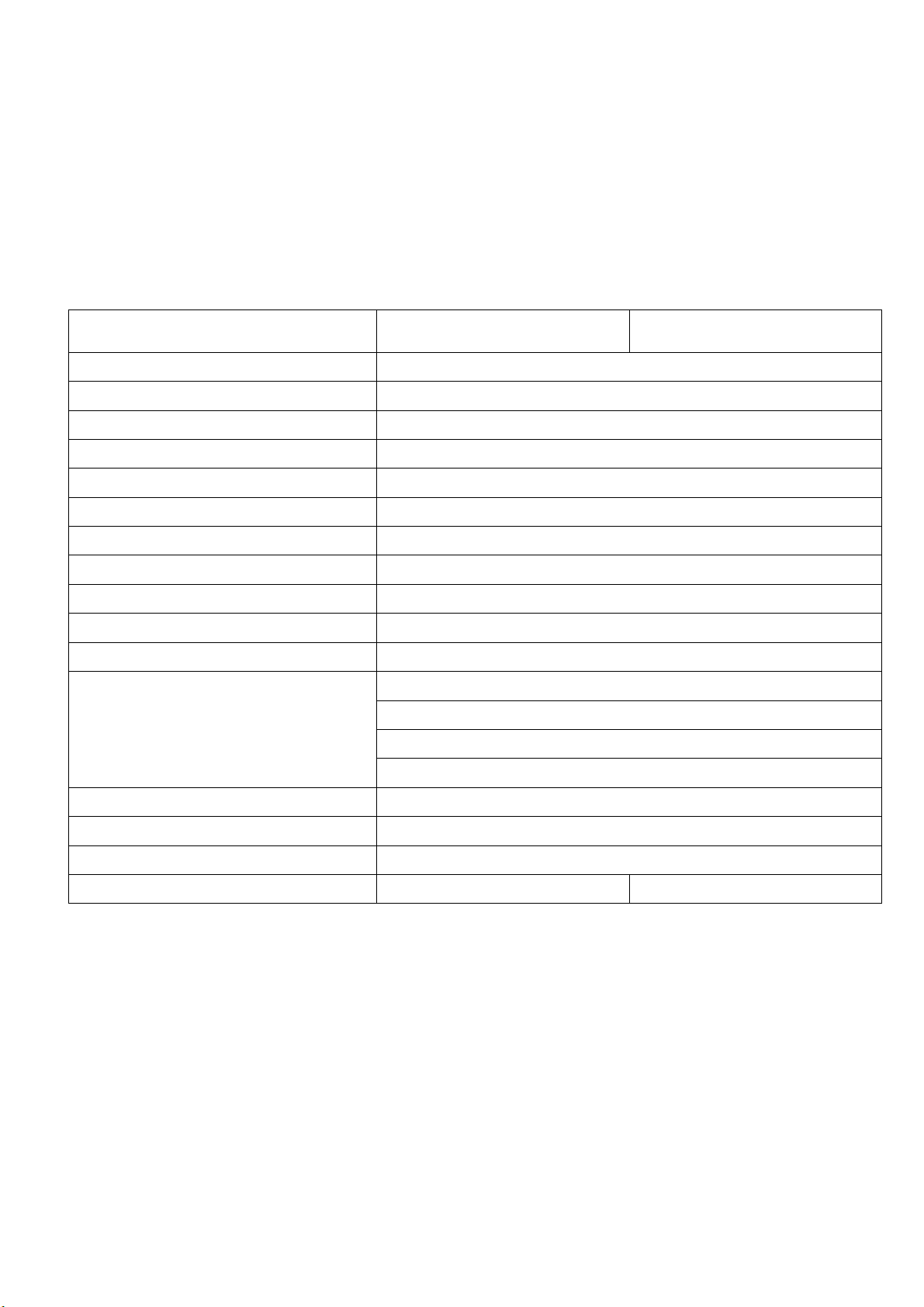
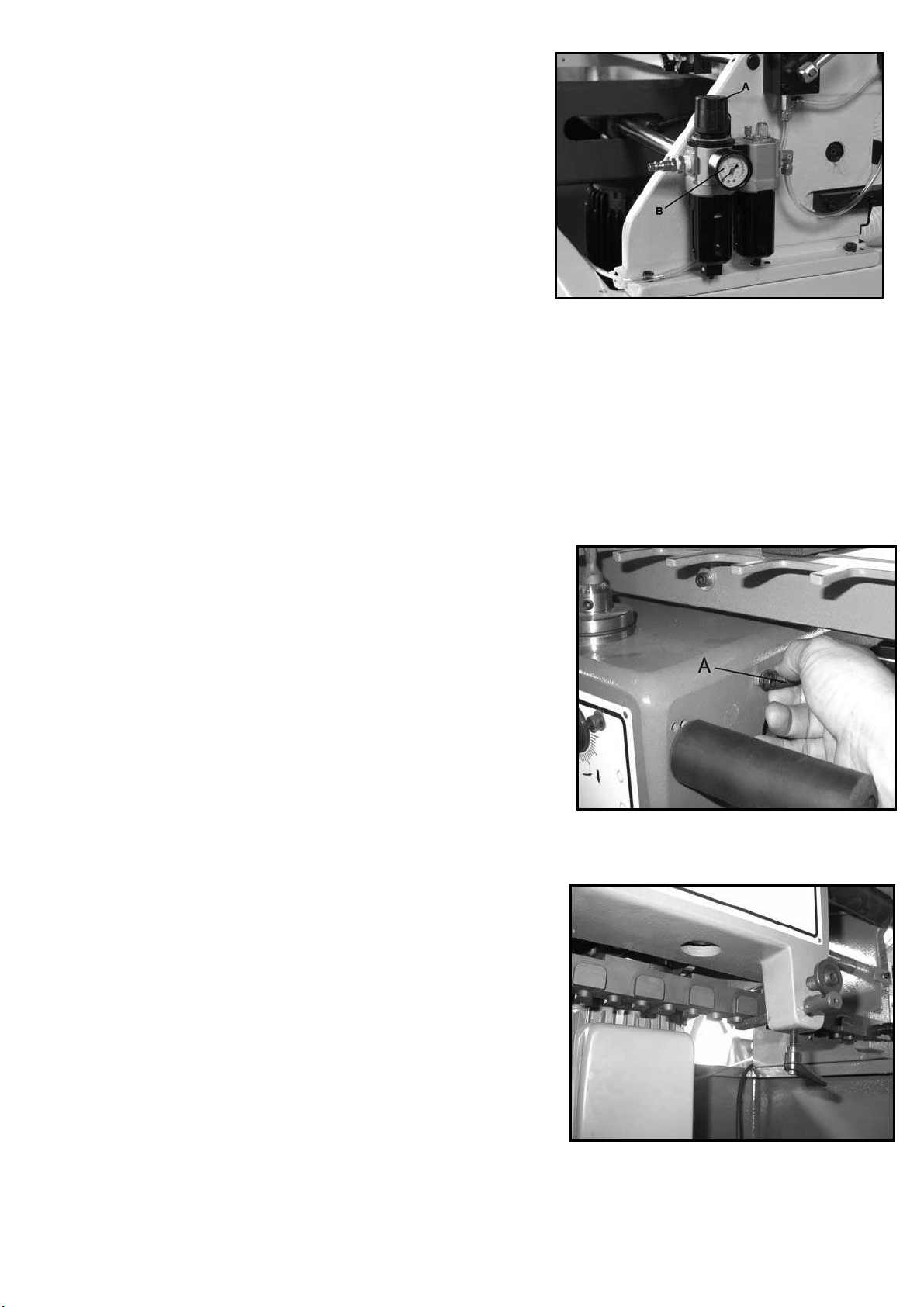
1. To replace the fixed chaser, remove the three M6
socket head cap screws and flat washers, using a
5mm hex wrench as shown in Figure 17. Remove the
fixed chaser.
2. Install the new fixed chaser and make sure it is level
with the main table.
3. Re-insert and tighten the socket head cap screws
against the flat washers.
After mounting the fixed chaser, make sure it will
correspond to your chosen pitch on the template bar.
With the machine power off, slide the headstock across
the length of the fixed chaser, allowing the cutter to
move in and out of the spaces. If there is any
interference between the cutter and one of the “fingers”
on the fixed chaser, then try a different fixed chaser, or
change the pitch of the template bar.
Horizontal and Vertical Fences
The workpieces will lie flush against the fences during
cutting to ensure squareness. Two buffer pads made of
polyethylene material are mounted to the fences - these
provide a “chip breaker” effect to prevent chip-out on the
left edges of the workpieces. They are designed so the
cutter can bite into them without any damage to the
cutter.
To adjust these fences, proceed as follows:
1. Place your FRONT/BACK workpiece on the
horizontal table and against the fence/buffer pad.
Move the headstock to the left edge of the workpiece,
then slide it to the right, allowing the tracer pin to slide
just a little into the template recesses, while observing
through the dust hood window the progress of the
cutter. This will give you an idea where the cuts will be
made and how they will be spaced across the width of
the workpiece.
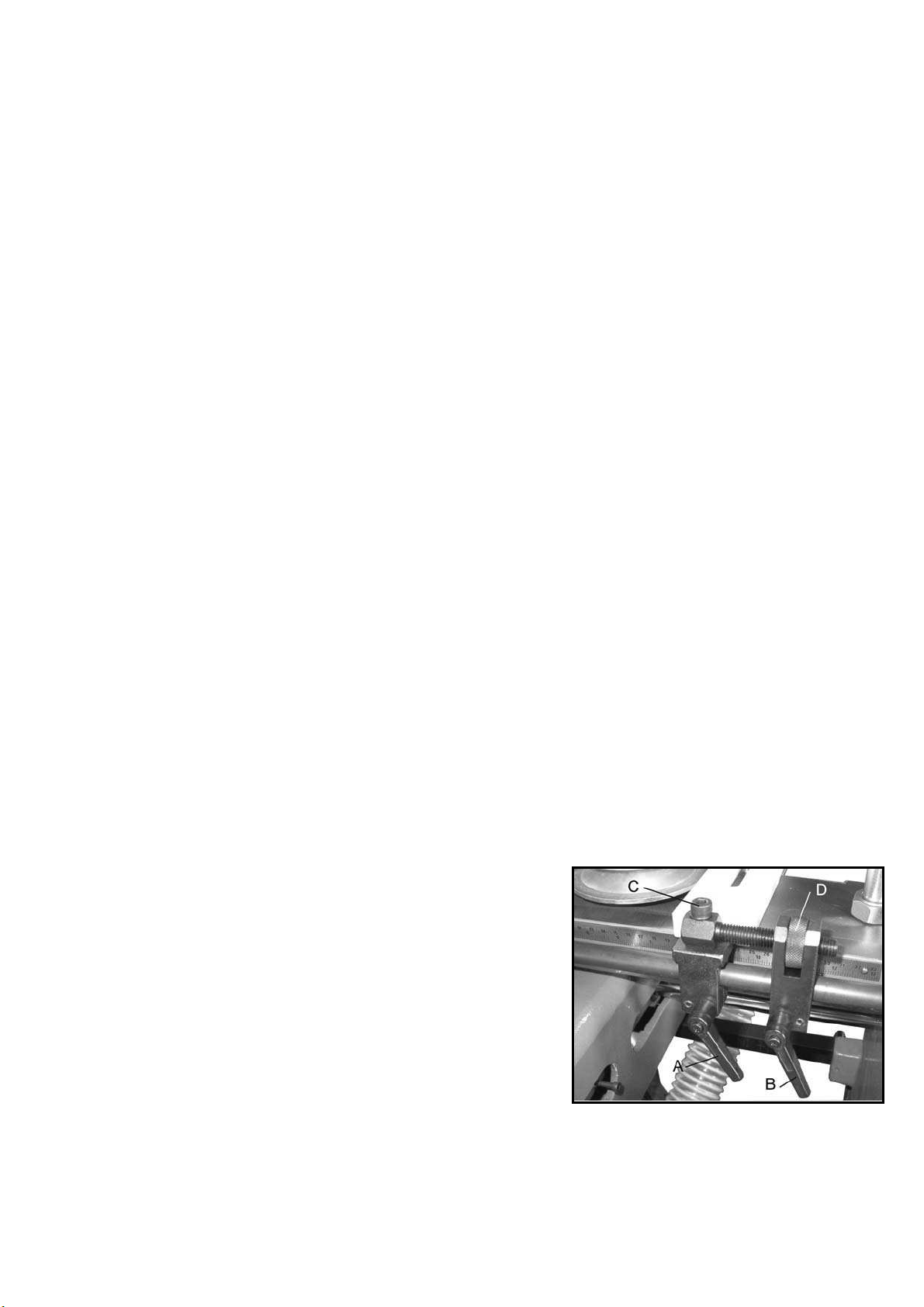
2. For broad movement of the horizontal fence, loosen
both locking handles on the horizontal fence (A and B,
Figure 17) and slide the horizontal fence into position.
Tighten both locking handles (A & B, Figure 17).
3. There is also a micro adjustment on the horizontal
fence; loosen locking handle (A, Figure 17), but leave
locking handle (B) tight. Loosen the screw rotate the
knurled knob (D, Figure 17) as needed for precise
positioning of the horizontal fence.
4. When finished, locking handle (A, Figure 17).